涡轮增压器噪声控制技术
2022-04-18 12:21:52李伟李国祥王桂华张健健桑梧海
山东交通学院学报 2022年2期
李伟,李国祥,王桂华,张健健,桑梧海
1. 山东大学 能源与动力工程学院,山东 济南 250061;2. 康跃科技(山东)有限公司,山东 潍坊 262718
0 引言
现代汽车行业,几乎全部柴油机和绝大部分高性能汽油机都采用涡轮增压技术。发动机小型化及低速扭矩的提高导致增压器的运行点更接近喘振区域[1],叶轮出口线速度随发动机强化程度的增加不断提升,而叶轮功率和升功率分别随叶轮出口线速度的3次方和5~6次方增加[2]。现代涡轮增压器压气机的设计具有较高的效率和流量[3],气动优化的结果增加了叶片的平均应力,导致涡轮增压器气动噪声明显增加[4-5]。近年来增压器噪声问题愈加突出,成为发动机系统中最受关注的噪声之一。本文在分析涡轮增压器工作原理的基础上,详细阐述增压器各种噪声的产生机理及涡轮增压器噪声控制技术的研究现状,并指出涡轮增压器噪声控制技术的发展方向。
1 涡轮增压器工作原理及噪声

图1 涡轮增压器工作原理示意图
1.1 工作原理
涡轮增压器主要由压气机(压气机壳、叶轮)、涡轮机(涡轮、涡轮壳)、废气旁通阀等组成。工作原理示意图如图1所示,发动机排出的废气一部分通过废气旁通阀,另一部分驱动涡轮转动,涡轮驱动同轴的叶轮旋转,新鲜空气通过进气口被轴向吸入叶轮,气体在叶轮内压缩后再进入扩压器(位于压气机之后,有无叶扩压器与叶片扩压器2种),在扩压器中部分气体动能转化为压力能。为进一步提升增压系统的效率,一般在压气机壳下游安装中冷器,以降低压缩气体的温度,经过中冷器后的压缩气体最终进入发动机气缸。通过废气旁通阀和涡轮的废气汇总后经发动机排气管排至外界。
1.2 噪声产生机理
涡轮增压器工作时会产生气动噪声和结构噪声。气动噪声分为Whoosh噪声、喘振噪声、叶片音调噪声、电锯噪声、叶顶间隙噪声等。结构噪声分为轴承系统噪声与Rattle噪声等。
根据莱特希尔理论,在流体中产生声音有3种机理:1)波动的体积流量——单极子源; 2)波动的表面压力——偶极子源;3)自由湍流——四极子源[6]。当叶片速度达到或超过声速时会产生单极子源。偶极子源是气动噪声的主要贡献者,尤其在流量小的情况下。四极子源对涡轮增压器而言作用不明显。由于叶片载荷不均匀,大多数噪声由叶轮产生。叶片载荷不均匀与流体运动不稳定密切相关,非定常仿真分析揭示了压气机在小流量下的流动不稳定与噪声之间的联系[7],试验研究证实在非设计工况下的不稳定流动产生噪声[8]。在设计工况点,流场基本均匀、稳定,当压气机流量减小时,流动变得不均匀和不稳定[9]。压气机内部存在2种不稳定:旋转失速和喘振。
1.2.1 旋转失速与Whoosh噪声
旋转失速是一种二维或三维局部失稳,其不仅引起气流紊乱和气动噪声增加,而且带来交替作用力和转子系统的径向跳动,严重影响增压器的安全运行。根据失速特性,失速可分为模态型和尖峰型[10-11];根据发生位置,失速可分为叶轮失速和扩压器失速,扩压器失速又可分为无叶扩压器失速和叶片扩压器失速。
1.2.1.1 无叶扩压器失速
无叶扩压器失速目前主要由边界层出现径向反向流动[12]与中心流动的不稳定性[13]引起。无叶扩压器失速有2种:一种是扩压器出口气流的反向流动,另一种是从叶轮轮毂侧和叶轮子午线(从进口到出口顶端的叶轮型线)侧产生的局部分离区域的增长,前者在相对较高的流量系数下可观察到,后者在较低的流量系数下能观察到[14]。大尺寸涡旋和反向流动[15-17]是无叶扩压器失速发生时流场的2个主要特征,二者互相影响。Sun等[18]认为叶轮泄漏流动和叶轮通道出口的强压力变化是初始分离涡旋形成的原因。Marconcini等[19]对失速时的流场特征进行了非定常仿真分析,失速团的旋转及反向流动清晰可见。
1.2.1.2 叶片扩压器失速
由于受到扩压器叶片角度及形状等的影响,叶片扩压器失速更加复杂[20]。叶片扩压器气流分离开始后1.00~1.26 s时,叶片扩压器在距离轮毂20%的叶片高度上第8~11叶片通道内叶片轮毂侧的瞬时绝对速度分布[21]如图2所示。叶片扩压器失速是由扩压器通道喉口区域附近的堵塞演化引起的。失速首先在叶轮子午线侧附近,然后移动到叶轮轮毂侧,在叶轮轮毂侧附近产生龙卷风型涡旋,由于无叶空间中的边界层分离,导致叶轮轮毂侧附近的喉口区域堵塞,叶片扩压器通道内的堵塞扩展到叶轮通道并最终发展为整级失速。
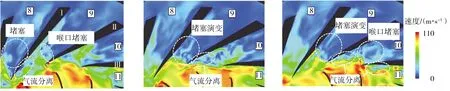
a)经过1.00 s b)经过1.14 s c)经过1.26 s 图2 叶片扩压器距轮毂20%叶片高度上第8~11叶片通道内叶片轮毂侧的瞬时绝对速度分布
1.2.1.3 叶轮失速
旋转失速时叶轮通道的流动表现出明显的非均匀特性,反向流动、涡旋和部分通道堵塞是叶轮失速时流场的主要特征。叶轮流量小于设计流量时,叶片压力侧产生明显大尺度涡旋,继续减小流量,叶轮出口区域反向流动涡旋开始发展,内部流场表现出明显不对称性。叶轮失速时,由于气流角(叶轮进口旋转方向与进入气流的夹角,一般为锐角)明显减小,导致每个叶片通道的出口区域产生大尺寸涡旋,部分叶片出现几乎占据整个通道的与旋转方向相反的涡旋,导致部分叶片通道部分堵塞, 3种设计流量QN下叶轮50%叶片高度位置处相对速度分布的演变[22]如图3所示。

a)0.2QN b) 0.4QN c) 0.6QN 图3 3种流量下叶轮50%叶片高度位置处相对速度的演变
1.2.1.4 开尔文-赫尔姆霍兹不稳定性
在接近叶轮失速时,存在开尔文-赫尔姆霍兹不稳定性,该不稳定现象与旋转失速及旋转不稳定性不同,此时增压器仍在稳定运行,该不稳定是局部的,可能是旋转失速的前兆。流量的减少导致在分离叶片前缘接近子午线位置积累低动量流体,低动量流体与主流流体形成强烈的剪切层区。在接近叶轮失速条件下,剪切层中的强速度梯度使开尔文-赫尔姆霍兹不稳定性发展并导致周期性的涡旋形成[23]。
1.2.1.5 Whoosh噪声
旋转失速是Whoosh噪声的来源。叶轮质量流量为77 g/s时50%叶片高度位置的叶轮子午线速度(子午速度)如图4所示,图4中黑色所示为标记叶轮叶片。当增压器转速不变时,子午线的型线及相对位置固定,故叶轮质量流量为77 g/s时,叶轮子午线速度恒定不变,但叶轮在旋转过程中会发生失速团的演化及传播。叶轮旋转90°过程中2个失速团(①②)的演化及传播如图4所示,其中θ0为叶轮旋转起始角度。2个失速团导致大约1.8 kHz的气动噪声[24]。

a)θ0 b)θ0+30° c)θ0+60° d)θ0+90° 图4 叶轮质量流量为77 g/s时叶轮50%叶片高度位置失速团的演化
1.2.2 喘振及喘振噪声
出现旋转失速后再减少流量到一定程度,开始出现喘振。喘振是一维不稳定,其特征是整个压气机系统周向平均质量流量的振荡。在较宽的频率范围内,喘振往往与旋转失速并存。在近喘振点,扩压器和叶轮流场明显不规则。失速发生在叶片顶端,反向流动由子午线侧进一步延伸到叶轮上游,叶片通道内轴向速度为负。在近喘振情况下存在流场与声学的耦合,在设计运行工况下没有流场与声学耦合现象的发生。
1.2.3 流道喉舌及叶片音调噪声
叶片音调噪声中最主要是叶片通过频率(blade passing frequency,BPF)噪声,叶片通过频率
f=if0N,
式中:i为谐次,f0为转子旋转频率,N为叶片数量。
增压器转速越高,i相同的情况下,f越高。压气机壳的流道喉舌对叶轮内流体流动及压气机壳流道内的压力分布产生重要影响,由于喉舌对上游气流的作用,叶轮扫过喉舌时,在喉舌附近产生强的湍流,形成涡旋,叶轮通道周期性经历阻塞、畅通的变化,再加上进入气流的扰动,导致叶片压力周期性变化,产生压气机BPF噪声。叶片扫过喉舌过程中,部分叶片通道经历典型的阻塞和畅通,如图5所示。随着叶片接近喉舌,多个涡旋在叶轮通道4内发展,几乎占据了部分叶片的整个通道4,造成叶片通道4阻塞。叶片通过喉舌后,叶片通道4逐步畅通,相应流量恢复。涡轮进口流场圆周和轴向方向呈现明显不均匀性,尤其是在喉舌区域。此外,涡轮内部流场存在明显压力和速度梯度。当涡轮扫过喉舌时,涡轮应力周期性变化,再加上进入气流的扰动,产生涡轮机BPF噪声。压气机及涡轮机的BPF可至20 kHz以上。

f)θ0+240° g)θ0+270° h)θ0+300° i)θ0+330° 图5 失速时叶片扫过喉舌不同位置时相对速度的演变
1.2.4 电锯噪声

图6 轴流式发动机涡扇在超音速下产生的激波
当叶片速度达到或超过声速时才会产生单极子源。在超声速情况下,旋转激波将会附着在叶片上,单极子源频率是旋转频率的谐波,此类旋转激波噪声称为电锯噪声。在超音速情况下,转子引起的压力场由在上游扩散的激波和膨胀波组成,激波一般位于叶片前缘附近,如果类似锯齿的压力波波形规则,且冲击强度不高,则所有冲击相对于迎面而来的流体以不受干扰的声速传播到叶轮的上游。轴流式涡扇叶片在超音速情况下产生的激波如图6所示[25],图6中Ma、Ma′分别为涡扇进气口和出气口的马赫数,Mrel为Ma和Ma′平方和的算术平方根,x方向为类似锯齿的压力波的传播方向。电锯噪声通常发生在发动机高功率工况下。由于附着在叶片上的激波在上游方向可以有效传播,在下游方向却不能,因此压气机壳出口的电锯噪声频率一般在叶片通过频率以下。
1.2.5 旋转不稳定性与叶顶间隙噪声
旋转不稳定性与旋转失速有很大不同,在压气机的稳定范围内存在叶片旋转不稳定性,它不一定导致全叶高的旋转失速,但会增加叶顶间隙噪声并激励叶片振动。叶片旋转不稳定沿周向传播,其周向速度一般为转子速度的50%~60%。发生旋转不稳定时,叶顶间隙内存在反向流动,造成叶片顶端区域堵塞,叶片压力面与吸力面之间压差驱动产生的叶顶间隙流动和相邻叶片流动周期性相互作用,在每个叶片顶端形成强烈波动的涡旋,波动的叶顶涡旋沿圆周方向传播[26]。在某些情况下不稳定的涡旋脱落,在声谱中产生一个峰值,该现象在叶顶间隙处最为明显,称为叶顶间隙噪声。产生叶顶间隙噪声的3个必要条件是旋转不稳定性、存在相对大的叶顶间隙和叶片压力面及吸力面间存在足够高的压差,这时叶轮的实际流量小于或等于设计流量。实际运行时绝大部分转速为亚音速,故叶顶间隙噪声成为不可忽视的重要噪声。
1.2.6 轴承系统噪声
增压器浮动轴承与涡轮转子、扩压器壳均为间隙配合,浮动轴承与涡轮转子、扩压器壳间的油膜分别称为内油膜、外油膜。在轴承间隙中润滑油流量差的推动下,油膜具有推动转子绕轴承中心涡动的固有特性。转子转速较低时,转子中心处在一个稳定的偏心距和偏位角下工作,该转子中心所在位置称为平衡位置。但当转子转速增加到某一数值后,转子中心不再维持在该平衡位置运转,而开始绕平衡位置涡动,即转子中心绕平衡位置作封闭轨迹的运动,因是内油膜驱动,因此该运动又称为内油膜涡动。同理,浮动轴承绕平衡位置的涡动又称为外油膜涡动。涡动的角频率(简称涡动频率)随着增压器转速的升高而升高。内油膜及外油膜涡动相互作用,轴承内油膜间隙明显小于外油膜间隙,内油膜摩擦力明显高于外油膜,导致内油膜温度明显高于外油膜,轴承系统噪声主要由内油膜涡动产生[27]。
油膜涡动试验发现[28]:转子刚开始旋转时,浮动轴承未旋转,内油膜开始出现涡动,其涡动频率为转子旋转频率的0.5倍;当转子转速约为25 000 r/min时,浮动轴承开始转动,内油膜涡动频率发生跳跃,为转子旋转频率与浮动轴承旋转频率之和的0.5倍;转子转速增加到约58 000 r/min,当内油膜涡动频率与转子固有频率一致时,转子及轴承系统发生强烈振动,出现油膜振荡,此时内油膜涡动频率再次发生跳跃;转子转速约为80 000 r/min时,开始有较明显的外油膜涡动,转子转速约为125 000 r/min时,外油膜涡动不再明显;转子转速约为136 000 r/min时,内油膜涡动频率随转子转速增加而快速下降。急加速及急减速工况容易出现油膜振荡。
1.2.7 Rattle 噪声
增压器采用通流能力小的涡轮机提升低速段的增压压力及进气流量。为保证增压器的可靠性,高速段通过废气旁通阀排掉部分废气,避免增压器超速。废气旁通阀普遍采用压气机出口压力驱动,虽然解决了增压器的可靠性问题,但带来了不可忽视的Rattle噪声。为保证废气旁通机构在高温下正常工作,各运动部件之间存在设计间隙,旁通阀开启时,由于缺少约束,零部件间发生振动敲击产生Rattle 噪声。此外,进、排气脉冲,发动机标定时部分转速区域增压压力变化剧烈[29],执行器设计、匹配不合理[30-31]等也可能产生Rattle 噪声。Rattle 噪声虽声压级不高,但处于人耳比较敏感的频率段,且由于处于高温环境一般难以设置降噪措施,该噪声容易被识别。
2 Whoosh噪声研究现状
3 噪声控制技术综合分析及发展方向
3.1 噪声控制技术综合分析
由于现代消声器的良好阻尼特性及后处理措施,涡轮增压器涡轮机的噪声通常与进气侧和压气机有关。虽然空气滤清器会衰减压气机进口的噪声,但未衰减的高频噪声仍会通过压气机与空气滤清器和中冷器的联接管道传播。噪声问题具有固有的主观性,人类可感知的声音频率大约为20~20 000 Hz,人最敏感的声音频率大约为2000~4000 Hz。由于计算机能力的提升和仿真方法的改进,现在已可以采用大涡模拟或分离涡流模拟研究涡轮增压器内部的复杂流动及噪声源。目前主要采取主动降噪和被动降噪2种措施降低涡轮增压器的噪声。
3.1.1 主动降噪
旋转失速是决定压气机稳定运转范围的主要限制因素之一,改善旋转失速有利于改善Whoosh噪声。旋转失速的研究一直集中在减少旋转失速的发生和扩大稳定工作范围上,空气喷射是扩大压气机稳定工作范围最有效的途径之一。在无叶扩压器中注入相对较高流速的空气,改善低流动区域的流动,阻止从无叶扩压器到叶轮的反向流动,Halawa等[45]、Zhang等[46]通过数值分析和试验讨论了空气注入位置、流量和方向等的变化对失速的影响。在叶轮前缘喷入空气使前缘顶端附近的吸入侧产生更高的压力,改变叶轮前缘顶端泄漏轨迹,改善顶端泄漏流动与吸力面分离流动之间的相互作用。压气机壳流道的非轴对称流场对失速和喘振有显著影响,并引起周向差异,可以建立和开发考虑非均匀流场和周向差异的新压气机壳设计方法,以提高压气机的稳定性[47]。可以通过设计带收缩壁的扩压器[48]和增加叶片出口角[49]来抑制失速团速度。叶片扩压器前缘轮毂侧设计锥形扩压叶片可抑制前缘涡旋的演化,有效防止叶片扩压器在低流量下失速,不仅能有效降低叶片通过频率噪声水平,而且能有效降低宽带噪声,同时能够提升压气机的性能[50]。实际应用中还可以通过选用更小的压气机,减小叶轮Trim值(压气机叶片的进气端直径平方和出气端直径平方之比,再乘以100),增加机匣结构等方式改善Whoosh噪声。
改善压力分布不均匀性,以改善叶轮受力,是控制涡轮增压器噪声的有效措施之一。增加叶轮与喉舌的距离[51-53]、优化流道设计,可以改善压力分布。增加叶轮叶片数会使得单个叶片受力减小,减小噪声幅值,同时叶片音调频率增加,可能会降低人耳敏感度。采用周向不均匀设计的叶轮可以明显改善人耳听力范围内的噪声[54]。
调整轴承间隙或结构等改善油膜涡动是改善轴承系统噪声的最常见措施。合理设计轴承间隙[55],轴承内、外表面开槽[56],采用半浮动轴承[57]等可以改善油膜涡动。Kumah等[58]研究发现涡轮端和压气机端浮动轴承采用不同内、外间隙更有利于改善油膜涡动,并设计出“不同轴承间隙”结构。
增压器执行器增加稳压腔结构,降低执行器入口的压力脉冲,有利于改善Rattle噪声。若空间排布允许,该稳压腔还可以单独排布在脉冲电磁阀与执行器之间[59-60];如果空间排布受限,可以考虑将稳压腔与执行器集成在一起。采取减小旁通阀门机构零部件配合间隙或增加弹性垫片等方式消除传动片与套座、阀门盖与阀杆之间的间隙[61],限制零部件运动自由度,调整发动机控制策略控制增压压力变化,优化执行器的控制也是常用降噪措施。Toussaint等[62]将普通扁平式旁通阀门调整为新型整体式球形阀门结构,与扁平旁通阀门相比,在可控性、噪声、可靠性等方面存在显著优势,降低对噪声的敏感性,但新型整体式球形阀门铸造及加工工艺复杂,成本增加。
3.1.2 被动降噪
消声器是有效控制增压器噪声的被动措施,在压气机进口[63-64]及出口安装合适的消声器可以改善特定频率段的噪声。有的增压器厂家还将压气机壳和消声器集成,这样可以部分解决空间排布问题。通过增加管道壁厚或将管道材料由塑料调整为金属等,在一定程度上改善噪声,但会增加成本。对管道或后处理进行被动声学包裹也会在一定程度上改善噪声[65],但该方法除增加成本外,还需考虑空间排布问题,同时还要考虑包裹联接可靠性问题,该措施实际应用不多。对于海洋用的大型涡轮增压器,通用的措施是用隔音外壳封闭整个装置。除管道外,中冷器及后处理装置是与涡轮增压器相关的部件,中冷器及后处理装置可以作为消声器来控制进排气系统噪声。
进气管道形状影响叶轮周向压力分布,压气机前采用普通直管对喘振线的改善表现最差,锥形管不仅改善了喘振线,而且在大流量时还能适当增加压气机的压比,能适当提升压气机性能。压气机进口增加预旋装置有利于改善喘振,但预旋装置主要在研发阶段,实际应用较少。自循环套管处理是一种广泛应用的被动控制方法,可扩展高压缩比离心压缩机的工作范围。优化的非对称自循环套管处理比对称的自循环套管处理更能有效提高压气机的稳定性,可以减少主叶片入口处的周向流动畸变。
3.1.3 关系噪声的过程控制
除主动降噪和被动降噪外,关系噪声的过程控制容易被忽略。工程应用中需识别关系噪声的重要产品特性及过程特性,进行针对性过程控制。流道铸瘤、铸孔,铸造或加工过程的流道偏摆,流道毛刺及飞边等尖锐结构,贯穿流道的螺纹孔结构,叶轮和涡轮不合理的尖锐去重结构等都会对增压器噪声产生不利影响。改善压气机和涡轮机的流道粗糙度可以改善流场气流的均匀性,有利于改善噪声。
3.2 发展方向
过去10 a来计算机设备和仿真方法的发展提高了数值模拟方法合理预测气动噪声的能力。为更好地进行数值分析和试验研究,需高精度噪声测量设备,大学与产业的合作有待加强。由于没有完整描述流动不稳定性和固体表面非定常压力载荷的时空演化,同时缺乏声音产生机制的知识,限制了压气机及增压器在声学性能方面的优化。虽然对旋转失速及其相对不稳定性的研究已有多年,但在一种新的压气机系统中,仍无法有效预测失速。进排气脉冲有利于提高发动机性能,但进、排气脉冲对增压器噪声的影响还不清晰。增压器朝着小型化、更高压比和更高转速方向发展,必将进一步凸显增压器气动噪声控制的重要性。压气机气动噪声是涡轮增压器噪声控制的重点及难点,只有联合主动和被动降噪措施,才能有效控制该噪声。相比于压气机,对涡轮机的研究偏少,近几年涡轮机叶片音调噪声愈加突出。涡轮增压器与整个发动机系统乃至整车系统相结合,进行系统联合控制将是后续增压器噪声控制的方向。将来的工作旨在揭示流场不稳定性、噪声源和观测到的噪声之间的相关性。
猜你喜欢
燃气涡轮试验与研究(2021年4期)2022-01-18 07:30:54
航空发动机(2021年1期)2021-05-22 01:20:36
航空发动机(2020年3期)2020-07-24 09:03:14
制造技术与机床(2017年12期)2017-02-02 07:05:01
汽车零部件(2016年12期)2016-02-23 07:39:24
机械管理开发(2015年9期)2015-12-13 05:09:02
燃气轮机技术(2014年4期)2014-04-16 03:54:04
汽车与新动力(2014年3期)2014-02-27 12:10:26
中国信息化·学术版(2013年1期)2013-05-28 05:53:24
汽车与新动力(2013年4期)2013-03-11 16:08:09