N-乙基哌嗪合成工艺优化研究
2022-04-04 03:09:54祝志华郭玉峰望红星
科技创新导报 2022年23期
祝志华 郭玉峰 望红星
(绍兴兴欣新材料股份有限公司 浙江绍兴 312300)
N-乙基哌嗪的用途是作为蒽氟沙星、合成染料及杀虫剂的原料等[1],同时,N-乙基哌嗪是合成喹诺酮酸类抗菌药物(enrofloxacin)的重要中间体[2]。N-乙基哌嗪(1-乙基哌嗪)作为哌嗪衍生物之一,属于哌嗪氮原子上的取代产物。N-乙基哌嗪也可以作为兽药乙基环丙沙星的中间体。随着当代经济的飞速发展,尤其是国内制药、染料方面,N-乙基哌嗪市场需求越来越大。由于N-乙基哌嗪主要在医药领域的大量应用,所以,高纯N-乙基哌嗪的需求缺口也随之变大,且因环保态势十分严峻,市场竞争愈发激烈。那么,寻找一种更加高效、反应生成杂质低且利于精馏分离提纯、更环保、更节能的N-乙基哌嗪生产工艺就变得十分关键。
1 原料及产品
1.1 N-乙基哌嗪
N-乙基哌嗪在常温下为无色透明液体,有强烈的胺味,CAS 号5308-25-8,分子式为C6H14N2,分子量为114.2,熔点为-60℃,沸点为157℃,在高温下容易氧化变色,易溶于水及醇类等溶剂。
1.2 哌嗪
哌嗪为无色结晶,具有氨的气味,有强吸湿性,熔点为109.6℃,沸点为148.5℃,分子式为C4H10N2,分子量为86.14,饱和蒸气压为30.3kPa/111℃,闪点为107℃,溶于水、甲醇、乙醇,微溶于苯、乙醚。
1.3 乙醛
乙醛(acetaldehyde)是一种醛,又名醋醛,无色,易流动液体,有刺激性气味,熔点-121℃,易燃易挥发,蒸气与空气能形成爆炸性混合物,爆炸极限4.0%~57.0%(体积),分子式为C2H4O,相对分子质量为44.05,无色液体,溶于水和乙醇等有机溶剂,沸点21℃,相对密度为0.804~0.811,折射率为1.3316,天然存在于圆柚、梨子、苹果、覆盆子、草莓、菠萝、干酪、咖啡、橙汁、朗姆酒中,具有辛辣、醚样气味,稀释后,具有果香、咖啡香、酒香、青香[3]。
2 合成方法的选取
2.1 催化合成法
N-乙基哌嗪通常采用的是催化合成法,因此,反应过程中需要的催化剂是至关重要的。γ-A13O2 催化剂在哌嗪转化率较低的情况下N-乙基哌嗪的选择性大幅提高,由此,在此基础上进一步提高哌嗪转化率[4]。在铜基活性氧化铝催化剂基础上,分别添加了钴、锌、铬、镁、铁等组分,以原料的转化率和N-乙基哌嗪的选择性为指标,选定实验用催化剂,并确定了其最佳制备条件。随后,在最佳催化剂条件下,进行催化合成N-乙基哌嗪。催化合成对催化剂的选择非常的重要,催化合成中催化剂的活性及稳定性非常重要,条件相对来说还算比较温和,反应转化率高。
2.2 气固相催化合成法
苏海鹏等采用离子交换法制备新型改性γ-Al2O3催化剂,通过单因素实验,考察了改性离子、制备方法对反应的影响,最终优化了催化剂的制备工艺,最后,通过气固相合成反应生产乙基哌嗪。兰婷等通过气固相催化合成法,在哌嗪浓度为30%,280℃时哌嗪和乙醇能够生成N-乙基哌嗪。气固相催化合成法由于反应条件非常的苛刻,需要高温高压,由于物料经过高温高压后容易产生杂质,不利于分离提纯,且能耗高,高沸物产生较大,固废处置压力大。
3 合成路线的介绍
N-乙基哌嗪的合成路线文献报道记载很多,主要有两种方法。
(1)以哌嗪为原料合成,即哌嗪与乙腈、乙醛或溴乙烷反应制备;(2)以乙胺为原料合成,即乙胺与环氧乙烷经加成,环合制备。
3.1 哌嗪与乙腈
哌嗪与乙腈反应制备N-乙基哌嗪,由于乙腈的极易挥发,且具有一定的毒性,此类方法已经很少有报道了。
3.2 哌嗪与乙醛
哌嗪与乙醛水溶液在氢化反应釜中通过添加Ranny Ni 催化剂催化合成乙基哌嗪,通过控制乙醛的滴加量及催化剂的投入量来控制反映的进行,控制反应温度在85℃、反应压力在0.7MPa 的情况下,反应得到乙基哌嗪,收率为45%,操作相对于固定床催化来说更为简洁,反应条件更加理想,不需要经过高温高压,主要控制乙醛自身聚合,造成反应生成丁基及N,N-二乙基哌嗪的产生。
3.3 哌嗪和溴乙烷
以哌嗪水溶液与溴乙烷反应合成N-乙基哌嗪,哌嗪与溴乙烷摩尔比控制于5∶1,副产物N,N′-二乙基哌嗪含量低于5%[5],过量哌嗪可回收。由于溴乙烷沸点低,且卤原子的腐蚀大,污染严重,所以,这种合成方法已经被淘汰了。
3.4 哌嗪与乙醇
以乙醇和哌嗪为原料、Cu-Zn/γ-Al2O3为催化剂,经气固相反应合成了N-乙基哌嗪,其结构经IR确证。最佳工艺条件为:原料液哌嗪质量分数为35%,空速17.2h-1,氢气压力0.6MPa,于260℃反应3h,哌嗪转化率94.0%,收率87.4%,选择性92.9%[6]。反应存在高温,原料及成品的热敏性差,容易分解产生杂质,不利于分离提纯。
以乙醇和哌嗪为原料,雷尼镍为催化剂,在高压反应釜中以7MPa 的反应压力和180℃的反应温度保压5h,得到N-乙基哌嗪,哌嗪转化率在35%左右。反应高温高压,副产物多且反应转化率低,风险大,难分离提纯。
3.5 哌嗪和伯醇
在含有哌嗪的伯醇中通入氢气,在一定的温度下,反应一段时间即可,同时生产的1-乙基哌嗪的产量较之以往要多20%,副产物较少,后处理工序简单。
3.6 乙二胺与环氧乙烷生成N-β-羟乙基乙二胺,Nβ-羟乙基乙二胺与乙醇进固定床反应制得
将N-β-羟乙基乙二胺和乙醇混合液放入固定床反应器中,通入一定量的氢气,在催化剂的作用下,控制反应温度在200℃、压力3.5MPa下进行反应,N-乙基哌嗪收率可达62%,反应液在精馏塔内,常压精馏24h,在155℃左右得到的馏分即为N-乙基哌嗪。反应需要经历高温高压,副产物多且反应转化率低,难分离提纯,反应机理如图1所示。

图1 N -β -羟乙基乙二胺和乙醇反应机理图
4 精馏提纯
通过催化合成的乙基哌嗪反应液中含有水、哌嗪、乙基哌嗪、高聚物等杂质,哌嗪沸点为148℃,乙基哌嗪熔点为157℃,高聚物的沸点则更高,因此,根据其熔沸点的差别,利用精馏塔来进行分离得到乙基哌嗪,最终可得到99.8%以上含量的水溶液。巩龙海通过提浓塔能够提高乙基哌嗪的浓度设备紧凑,占地面积小,运行平稳,自动化程度高。同样,N-乙基哌嗪合成产物的分离中也迫切需要相关体系,即哌嗪-N-乙基哌嗪体系及水-N-乙基哌嗪体系的汽液平衡,顾飞燕等[12]测定了N-乙基哌嗪的饱和蒸气压与恒压在体系中的气液平衡数据。
5 68%哌嗪水溶液与4种物料的反应
5.1 68%哌嗪水溶液与95%乙醇反应
在高压反应釜中,通过转料泵投加一定量的68%哌嗪水溶液和95%乙醇,再加入一定量的催化剂后,对反应釜进行N2置换后,再进行H2置换,然后将反应釜冲氢压4MPa,再将反应温度一定温度后保压,此时的反应釜压力达到7MPa 左右,保压一定的时间来得到N-乙基哌嗪的反应液。该反应的优点是操作简单,缺点是反应转化率低,由于反应液中有大量的乙醇,需要重复套用,且溶剂套用过程中有大量的低沸点杂质会进入反应系统,会造成N-乙基哌嗪的反应结果变差,单耗变高。
5.2 68%哌嗪水溶液与乙醛反应
在高压反应釜中,通过转料泵投加一定量的68%水溶液和加入一定量的催化剂后,对反应釜进行N2置换后,将反应釜的温度到一定温度以后,开始滴加乙醛,保证釜内氢气压力在1MPa,反应温度为84~86℃。滴加定量的混合液后,来得到N-乙基哌嗪的反应液。该反应的优点是反应转化率高,缺点是乙醛容易聚合,需添加大量的催化剂,催化剂的生产成本大,不然会产生大量丁基哌嗪,单耗变高。
5.3 68%哌嗪水溶液与乙醛-乙醇(25%~30%乙醛醇溶液)反应
在高压反应釜中,通过转料泵投加一定量的65%水溶液和加入一定量的催化剂后,对反应釜进行N2置换后,将反应釜的温度到一定温度以后,开始滴加乙醛-乙醇(25%~30%乙醛醇溶液)混合液,保证釜内氢气压力在1MPa,反应温度为84~86℃,滴加定量的混合液后,来得到N-乙基哌嗪的反应液。该反应的优点是N-乙基哌嗪的转化率高,缺点是由于反应液中有大量的乙醇,需要重复套用,且溶剂套用过程中有大量的低沸点杂质会进入反应系统,会造成N-乙基哌嗪的反应结果变差,单耗变高。
5.4 68%哌嗪水溶液与乙醛-去离子水(25%~30%乙醛水溶液)反应
在高压反应釜中,通过转料泵投加一定量的68%水溶液和加入一定量的催化剂后,对反应釜进行N2置换后,将反应釜的温度到一定温度后,开始滴加乙醛-去离子水(25%~30%乙醛水溶液)混合液,保证釜内氢气压力在1MPa,反应温度为84~86℃,滴加定量的混合液后,来得到N-乙基哌嗪的反应液。该反应的优点是N-乙基哌嗪的转化率高,缺点是由于反应液中有大量的水,需要进入污水系统进行处理。
5.5 小结
对比以上4 种物料的分析结果和催化剂使用量,可以得出表1。
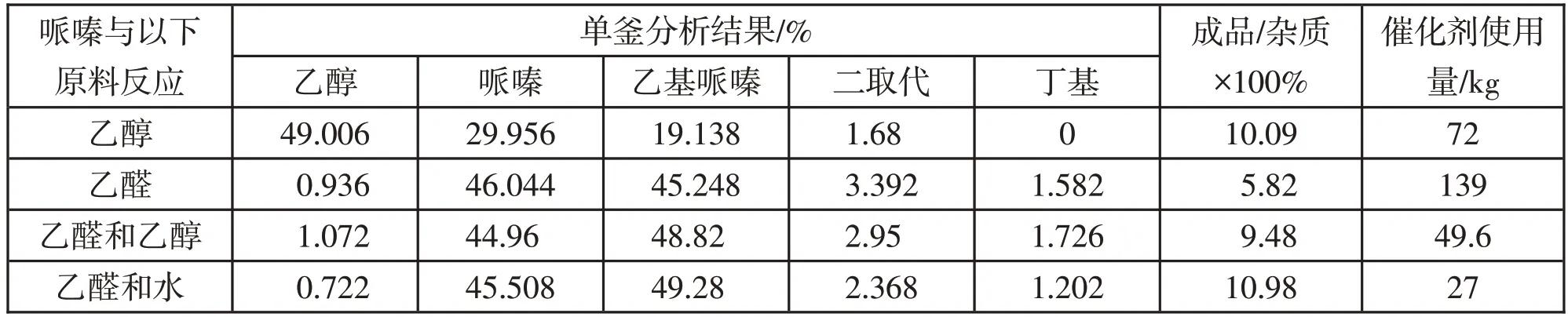
表1 不同原料反应数据对比表
根据表1可以得出,68%哌嗪水溶液与乙醛-去离子水混合液反应工艺具有N-乙基哌嗪的转化率高、反应风险小、节能、催化剂使用量小、反应高沸物生成少、精馏固废生成少、副产物及杂质产生小的特点,能满足现如今N-乙基哌嗪生产工艺。
猜你喜欢
证券市场周刊(2023年16期)2023-06-30 12:14:33
铜业工程(2021年1期)2021-04-23 01:45:06
测控技术(2018年7期)2018-12-09 08:58:42
科学与财富(2018年33期)2018-01-02 11:55:50
石油化工建设(2016年6期)2016-02-27 15:03:27
合成化学(2015年10期)2016-01-17 08:56:50
合成化学(2015年10期)2016-01-17 08:56:44
中学教学参考·理科版(2014年4期)2014-08-21 09:13:59
应用化工(2014年7期)2014-08-09 09:20:26
癌变·畸变·突变(2014年2期)2014-03-01 04:39:37