
改进VMD-LSTM法在刀具磨损状态识别中的应用
2022-03-30 05:25:26姜超李国富
机械科学与技术 2022年2期
姜超,李国富
(1. 宁波大学 机械工程与力学学院,浙江宁波 315211; 2. 宁波大学 先进储能技术与研究院,浙江宁波 315211)
在机床加工过程中刀具的磨损和缩短的刀具寿命成为加工的主要问题[1],刀具磨损直接影响产品的表面质量和加工精度,还会使生产效率降低[2]。因此,对刀具磨损状态的准确识别具有相当重要的意义。当前关于刀具磨损的监测与预测的研究主要分为3个阶段:信号获取,特征提取和模式识别[3]。信号获取是通过传感器收集来自机床的原始信号。研究人员通过不同传感器或多个传感器收集数据以进行刀具监测[4]。对于刀具磨损监测的特征提取,学者做了不同的研究[5]。戴稳等[6]使用小波分解提取不同频段的信号能量作为特征参数对刀具的磨损状态进行识别。赵明利等[7]使用小波分解联合集成经验模态分解对原始信号进行处理,提取特征用于刀具磨损状态识别取得了较好结果。变分模态分解(Variational mode decomposition,VMD)一种自适应时频分析方法[8],在故障诊断和识别有着广泛的应用。郑圆等[9]将参数优化后的VMD应用于轴承故障诊断,证明相对于传统VMD、EEMD和快速谱峭度方法,该方法能够有效提升故障特征提取的敏感性,具有一定的工程应用价值。VMD在信号分解过程中实现各个固有模态分量(Intrinsic mode function,IMF)的有效划分,避免了经验模态分解分解过程中存在的模态混叠现象,基于上述优点,本文采用VMD进行信号特征提取。
在信号进行VMD分析之前,有必要先确定VMD的分解层数K。目前确定K值的方法有能量差法[10],进化算法参数寻优法[11],最小巴式距离法[12]等。本文采用最大包络峰度法确定K值,与其他方法相比,本方法具有计算量小,效果明显的优点。
模式识别方面,机器学习的方法被大量应用于刀具磨损监测与预测[13]。但是刀具磨损是一个长期的过程,当前时刻的磨损状态与前几个时刻的磨损状态密切相关,刀具不同磨损状态下的特征样本往往会互相渗透或交叠,造成模型决策边界模糊,基于可分性准则的模式识别方法效果并不理想[14]。长短期记忆网络(Long short-term memory,LSTM)能够有效地提取时间序列数据的动态变化特征和长期时间序列依赖特征。Cai等[15]使用LSTM堆叠模型对刀具磨损进行了监测。Wu等[16]基于SVD和BiLSTM对刀具实现了磨损预测。
基于上述研究的基础,本文提出了一种基于最大包络峰度法的优化VMD法,LSTM刀具磨损状态识别的方法。实验结果表明,该方法可以有效去除原始信号中的噪声,实现较高的分类精度。
1 改进VMD-LSTM分类模型
1.1 变分模态分解
变分模态分解将电机电流信号分解为几个具有中心频率的本征模态函数(Intrinsic mode function,IMF),并以分解的每个本征模态函数都具有有限带宽为前提,通过构造和解决变分问题,求每个本征模态函数及其中心频率。
定义每个本征模态函数为一个调幅-调频信号,通过 Hilbert 变换,得到每个本征模态函数的单边频谱,通过加入相位变化项调整各本征模态函数的中心频率,将其调制到基频带然后计算上述信号的平方范数,构造变分模态方程如下:
(1)
式中:um为固有模态分量;wm为模态分量的中心频率;m为模态函数的个数;t为时间;f为原信号;δ表示密度;*为卷积运算符;e-jwkt描述信号随时间旋转的相位。
接着引入二次惩罚项α和拉格朗日函数λ来重建方程获取最优解,重建后方程如下:
L({μm},{wm},λ):=

(2)
利用交替方向乘子算法优化得到各模态分量的中心频率。
1.2 最大包络峰度法确定VMD最佳参数K
K值决定了VMD的分解层数,K值过大则信号分解易出现断层,K值过小则信号分解不完全或者信号频率混叠。使用VMD对收集到的原始信号进行预处理,计算K=2~15时每个IMF的最大包络峰度。假设VMD的分解层数为K,可以计算出每个IMF的包络线,即

(3)

此时,第i个IMF的包络峰度计算式为
(4)
因此,可以计算出在分解层数为K时各个IMF的包络峰度ek1,ek2,…,ekk,从而获得局部最大包络峰度为

(5)
计算K=2~15时的局部最大值,可以获得14个值,在此基础上,绘制K=2~15时的最大包络峰度变化趋势图,因此全局最大值为

(6)
因此,基于全局最大值可以确定VMD最优分解层数K。
1.3 VMD中IMF的处理
在使用最大包络峰度法确定VMD最佳参数K的基础上,为进一步降低信号噪声,抑制模态混叠的目的。本文使用信噪比作为衡量标准,计算各个IMF信号的信噪比,筛选出以噪声占据主导地位的信号,对这些信号进行软阈值去噪及重构,软阈值去噪法为

(7)

1.4 长短时记忆网络
LSTM由RNN演变而来,克服了RNN梯度消失的问题。不同于普通神经网络,LSTM具有特殊的记忆神经单元,每个单元具有三个门(输入门,输出门和遗忘门),每个门都是用σ函数来控制它们是否被触发,输入门,输出门和遗忘门功能如下:
1) 遗忘门
ft=σ(Wf·[ht-1,xt]+bf)
(8)
2) 输入门
it=σ(Wi·[ht-1,xt]+bi)
(9)

(10)

(11)
3) 输出门
ot=σ(Wo·[ht-1,xt]+bo)
(12)
ht=ot*tanh(Ct)
(13)

(14)
LSTM训练步骤如下:
1) 设置模型初始参数,即权值矩阵U,V,W和初始状态C的初始值。
2) 对输入样本预处理,设置模型时间步和迭代次数。
3) 根据优化算法更新模型在每一时刻参数再分别累加得到C,U,V,W。
4) 重复上述过程,直到达到迭代次数,输出最优模型。
本文目的是在有限数据的前提下实现多工况下车刀磨损状态的快速监测。为充分利用数据并且使模型具有较好的泛化能力,本文使用改进后的VMD方法对信号进行分解,提取时域、频域、时频域的特征后筛选对磨损更敏感的特征组成模型的输入数据集,建立LSTM车刀磨损识别模型并且对算法性能进行检验。试验流程如图1所示。
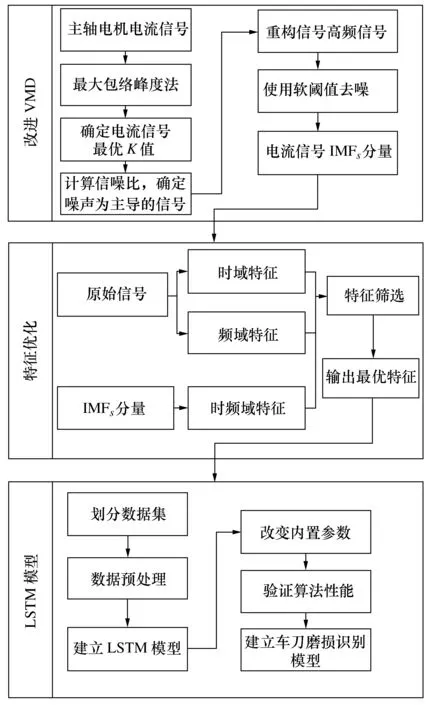
图1 试验流程图
2 试验验证
2.1 试验设计与参数
所有试验均在宁波大学加工中心CL6136车床上进行,霍尔传感器用于测量主轴电机电流变化。为了记录和监控当前信号,使用示波器记录信号,后续导出到电脑进行分析。实验加工过程采集主轴电机的电流信号,采样频率为10 kHz。加工工件为45#圆钢,工件直径为40m m,长度为500 mm,每次加工长度为100 mm,记为一次走刀,每走刀一次记录一次数据。因此文中使用走刀数来衡量切削时间的大小。
在监测试验中,影响车刀磨损的因素非常多,包括切削速度,背吃刀量,进给速度,刀具温度,工件参数等。如果考虑到全部的影响因素,试验会变得十分复杂,需要巨额的成本。因此本文简化变量为切削三要素,根据切削三要素设计了4组不同工况下的试验如表1所示。本文使用4把相同的车刀进行实验,在每组工况下记录一把车刀的全生命周期数据,车刀原始信号与频谱图如图2所示。
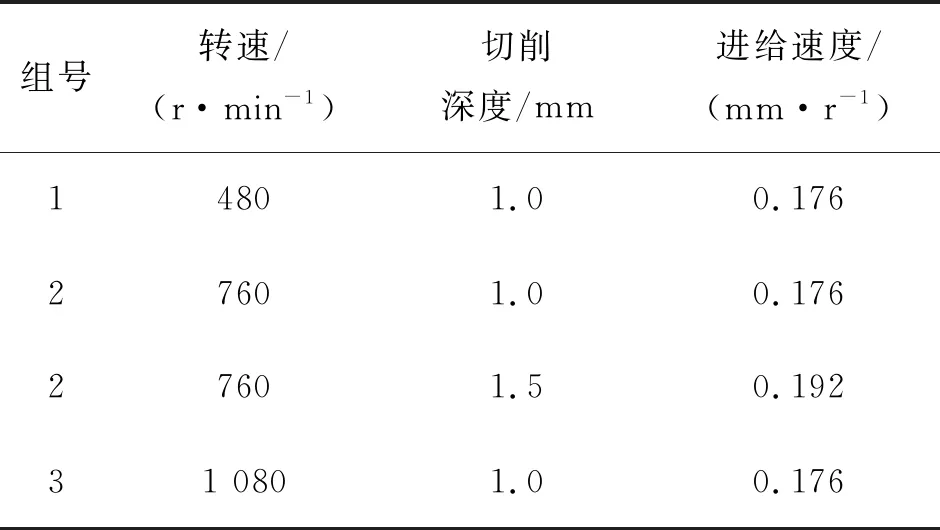
表1 试验切削条件表

图2 车刀信号与频谱图
2.2 采用VMD法的特征提取
使用最大包络峰度法确定VMD的最佳分解层数K,在第一组中随即抽取若干组的电流信号,采用最大包络峰度法进行分析。通过观察图3的局部最大包络峰度变化趋势,可以发现K=11时包络峰度最大。

图3 最大包络峰度变化趋势图
所以采取K=11的VMD对电流信号处理。分解后的电流信号如图4所示。可以从图4看出IMF1,IMF2,IMF3为低频信号,频率成分较为单一,且电流信号的主要频率成分集中在电流信号中低频,因此直接可以提取前3个IMF的特征来表示刀具磨损变化。
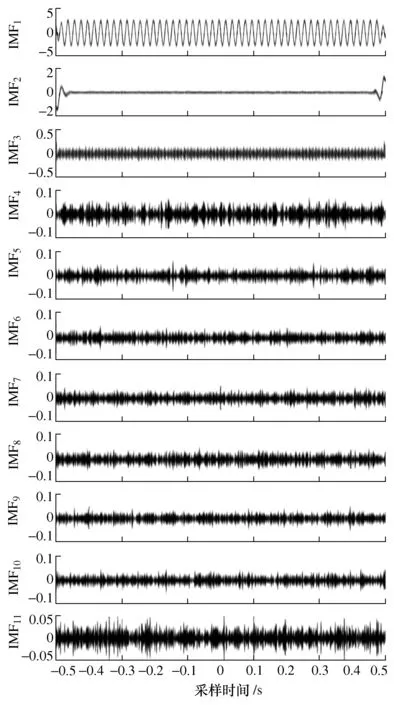
图4 VMD分解波形图
在电流信号的高频信号中存在噪声等干扰信号,且经过计算高频信号中信噪比均小于0,由噪声占据主导地位,需要用软阈值去噪法进行去噪。原始信号可以看作分解后的IMF之和,因此高频信号可以简化为

(15)
去噪后的高频信号如图5所示。从图5可以发现,去噪后的信号与高频信号相比曲线幅值更小,说明去除掉了部分噪声,刀具磨损信号特征得到保留。去噪之前高频信号信噪比为-5.558 1 dB,去噪后信噪比提升为2.012 4 dB。
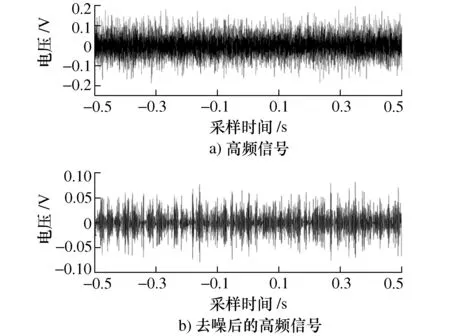
图5 去噪后信号
由于直接观察信号很难发现信号和磨损的关系,因此对原始信号进行处理,提取与刀具磨损具有某种联系的特征,本文提取时域特征7维,包括均值,均方根,峰值,标准差,方差,峭度因子,裕度因子,频域特征2维,包括重心频率和频率能量值,提取3个低频IMF和一个高频IMF的均值,均方根,峰值,一共提取了21维特征。由于本文对多工况下刀具的分类,需要考虑切削参数对电流信号的影响,因此把3个切削参数也作为特征进行分类,共计24维特征。由于特征维数过多会使模型训练速度变慢,而且这些特征中可能存在与刀具磨损不相关的特征。本文采用Python库的feature-selection中的SelectKBest类结合互信息法来筛选特征,从21维特征参数中筛选出6维特征加上3个切削参数共9维用作模型输入。
2.3 模型识别效果验证
本次实验共采集921组实验数据,每组实验数据数量如表2所示。以第一组为例,以测定的一半切削深度处的后刀面磨损带宽度为准将电流信号划分为3个磨损阶段,磨损带宽度为0~0.1 mm时为初期磨损,0.1~0.4 mm时为正常磨损,0.4~0.6 mm时为严重磨损。电流信号特征值随刀具的磨损变化趋势如图6所示,可以从图上观察到在初期磨损阶段,电流信号波动较大,是因为刀具切削刃较为锋利,后刀面与工具接触面积小,所受应力较大,后逐渐变得光滑,应力变小。在正常磨损阶段电流变化较为平缓,严重磨损阶段又急剧上升,刀具由于磨损的加重,切削力和温度急剧上升,造成磨损速率快速变大。
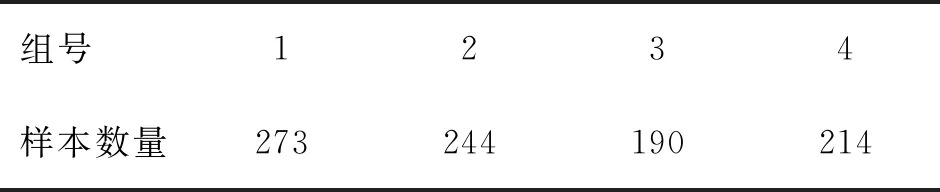
表2 实验样本数量表
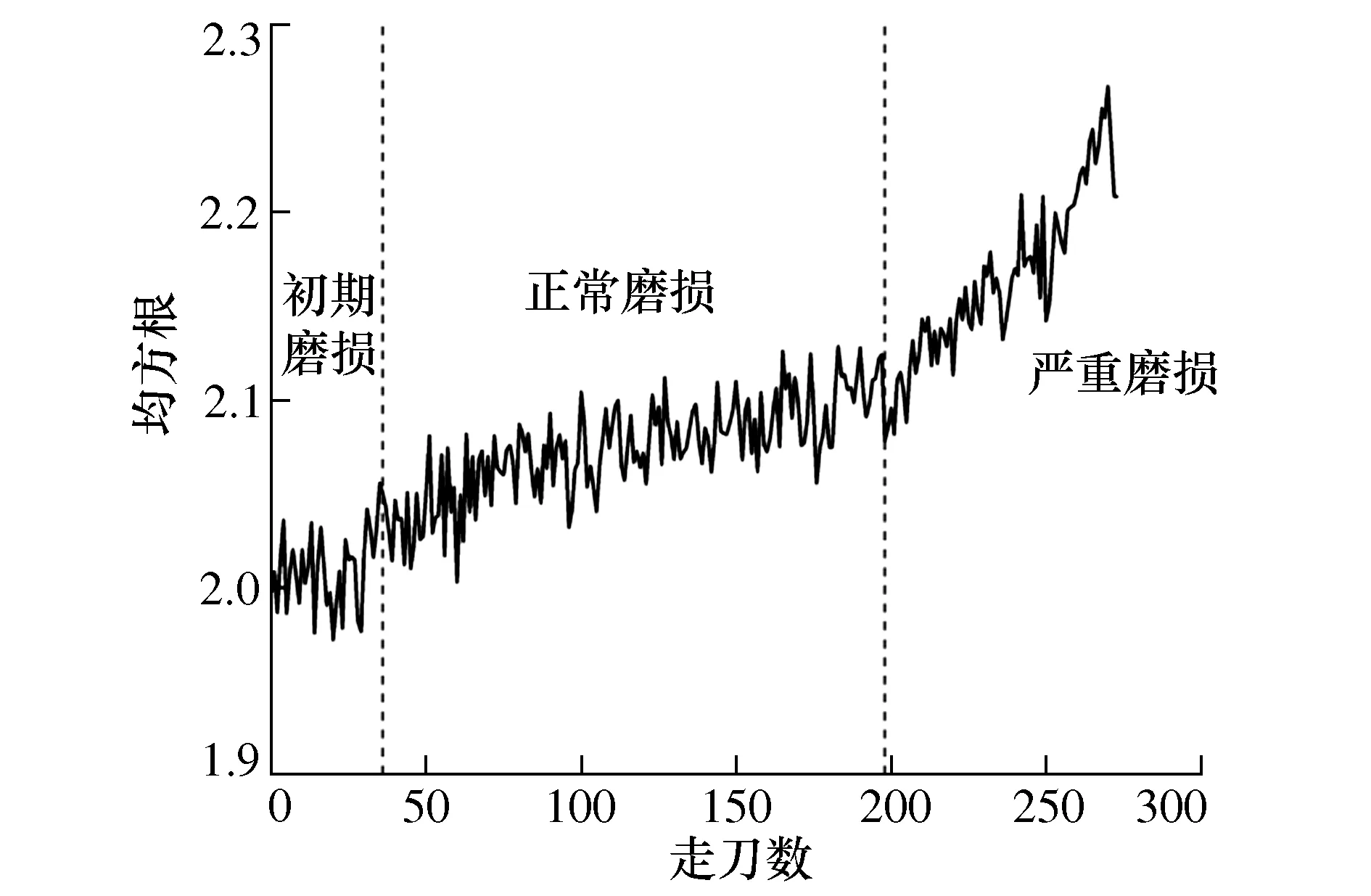
图6 特征变化趋势图
由于每组实验中初期磨损与严重磨损样本较少,正常磨损样本占据了绝大多数,样本不均衡会影响最后的分类效果,因此使用SMOTE算法对样本较少的磨损区间进行过采样,该方法在少数类样本的欧氏距离上产生新的样本点。将4组刀具实验数据划分3个磨损区间后,按照3∶1的比例划分训练集和测试集,对于多分类模型,需要对每种状态对应的输出标签进行编码,本文选用One-Hot编码方式,对于优选后特征组成的数据集,在进行分类之前需要对数据进行归一化处理,归一化公式为
(16)
LSTM作为循环神经网络(Recurrent neural network,RNN)变体,较好的避免了梯度消失的问题,可以有效地处理长期依赖问题。由于采集的样本数量不多,本文设计只含有单个LSTM层的模型,LSTM的神经单元数量设为30,批处理大小设置为32,选择交叉熵作为损失函数,使用Adam优化算法优化模型参数,LSTM模型结构如表3所示。
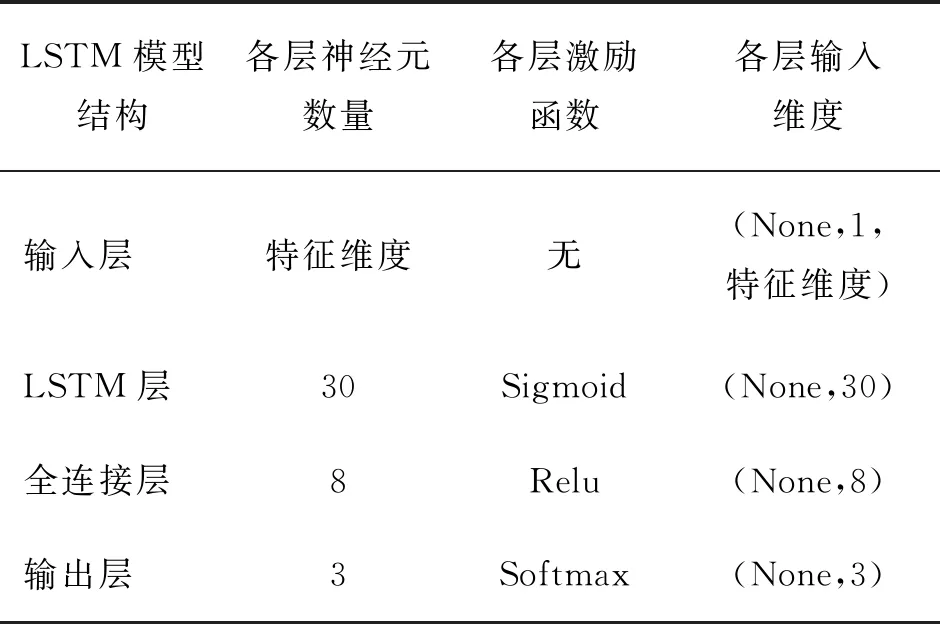
表3 LSTM模型结构
图7为LSTM的模型训练过程的精度和损失曲线,可以从图上观察到在第150次迭代后训练精度值和损失趋向于收敛,其中训练过程中训练精度达到了94.09%,该模型在测试集上的分类准确率达到了92.44%,可以得出结论,该模型的识别精度较高,并且具有很强的泛化能力,能够满足实际车削过程中车刀的磨损状态识别要求,同时也说明优选出来的特征可以较好地表征车刀的磨损变化。
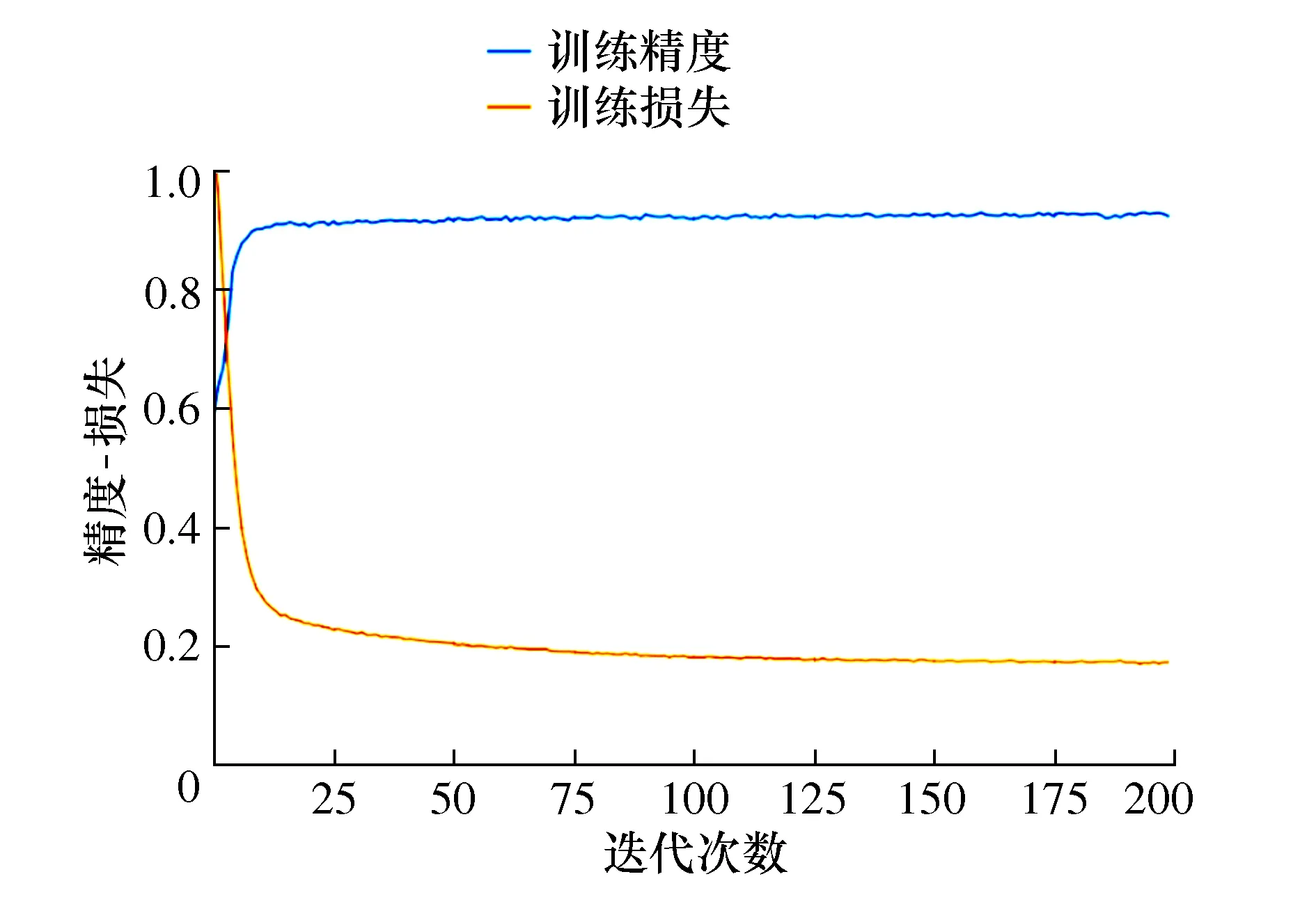
图7 模型精度训练和损失曲线
为了验证本文模型对多工况下车刀磨损状态识别的优越性,本文采用了经验模态分解(EMD)和集合经验模态分解对同一样本集构建了不同的特征向量,利用LSTM模型进行分类,最终结果与本文方法相比差距较大,精确度不高。并且本文将LSTM模型与传统的机器学习方法支持向量机(Support vector machine, SVM)和BP神经网络进行对比,其中SVM的核函数参数σ和惩罚因子C使用粒子群优化算法找到最佳参数,分别为11.580和12.926。BP神经网络采用30×8×3的结构,迭代次数为500次。为了避免实验偶然性,每个模型分别实验5次取测试集准确率的平均值。表4为模型的测试结果。
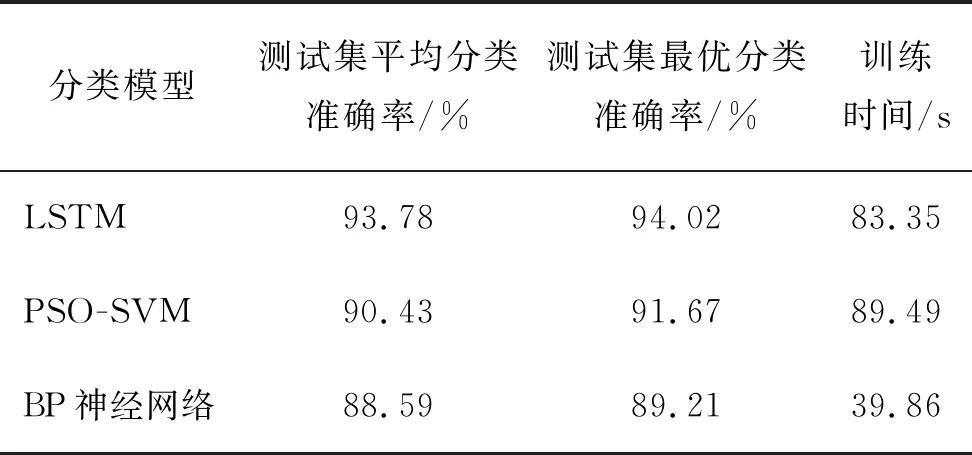
表4 模型测试结果
可以从表上看到,SVM的训练时间要比LSTM时间长,且测试集准确率要比LSTM低,本文数据样本经过样本合成后由921变为1 851组,样本数量较多,使用SVM的效率较为低下。BP神经网络的训练时间虽然要比LSTM模型短,但是识别效果与LSTM有较大差距,且不同的神经网络结构之间也有较大差异。
3 结论
为了实现车刀在实际加工中磨损状态的在线监测,克服多工况下磨损状态识别精度较低的问题。本文提出基于最大包络峰度法的变分模态分解结合长短时神经网络的车刀磨损监测方法。通过实验分析与验证,得到以下结论:
1) 变分模态分解的参数设置对信号分解的结果非常重要,通过最大包络峰度法可以优化变分模态分解的参数,克服了模态混叠的问题。
2) 通过软阈值去噪法可以有效地去除电流高频信号中的噪声,使有效的磨损特征得到保留,从而可以提取不同频段的磨损特征,构建特征向量。
3) 提出的优化VMD结合LSTM算法,可以很好的处理车刀磨损这类具有时序性的信号,与其他的信号处理方法以及传统机器学习方法相比具有更高的分类精度和可靠性。
猜你喜欢
昆明医科大学学报(2021年4期)2021-07-23 01:21:38
国际放射医学核医学杂志(2020年4期)2020-07-27 01:53:26
制造技术与机床(2019年11期)2019-12-04 05:50:14
赢未来(2018年9期)2018-09-25 08:05:02
雷达学报(2018年3期)2018-07-18 02:41:16
制造技术与机床(2017年7期)2018-01-19 02:29:55
山东工业技术(2016年15期)2016-12-01 05:31:59
发明与创新(2016年5期)2016-08-21 13:42:48
现代工业经济和信息化(2016年1期)2016-05-17 05:33:37
罕少疾病杂志(2016年5期)2016-03-11 16:34:41
