
智能制造在中药固体制剂生产中的应用
2022-03-29 21:49江维维罗勇张江艳
机电信息 2022年5期
江维维 罗勇 张江艳

摘要:为解决制约中成药做大做强的科技难题,全面提升药品质量,保障药品的安全、有效、可及,实施智能制造势在必行。现阶段智能制造引领着中药固体制剂不断发展,逐步实现了药品生产的批—批一致、段—段一致、点—点一致,运用先进的自动化、信息化技术,实现管理高效、品质卓越、生产周期缩短的目标,提高产品市场竞争力。现以某知名制药企业为例,阐述了智能制造在中药固体制剂生产中的应用情况,可以对智能制造在中药固体制剂生产中的应用起到一定的推广与示范作用。
关键词:智能制造;中药固体制剂;制药企业
中图分类号:TQ461 文献标志码:A 文章编号:1671-0797(2022)05-0055-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.05.015
1 背景
《中华人民共和国药品管理法》(2020版)全面落实了中央决策部署和“四个最严”,即切实加强食品药品安全监督,用最严谨的标准、最严格的监管、最严厉的处罚、最严肃的问责,加快建立科学完善的食品药品安全治理体系;药品生产质量管理规范(GMP)认证被取消,药品监督管理部门可随时对GMP等执行情况进行检查。随着GMP的实施[1],生产企业越来越注重生产过程风险的预防控制,而传统的人工控制措施已经不能满足现代制药需求,因此,应用先进的自动化、信息化技术成为生产过程风险预防控制的重要手段。
2 意义
智能制造在中药固体制剂生产中的应用具有非常重大的意义,一方面它能不断提高生产效率,有效降低生产成本;另一方面它有效保证了药品质量的稳定、均一,确保了药品生产全过程数据及样品真实可追溯。
3 智能制造在中药固体制剂生产中的应用
3.1 APS高级计划与排程系统的运用
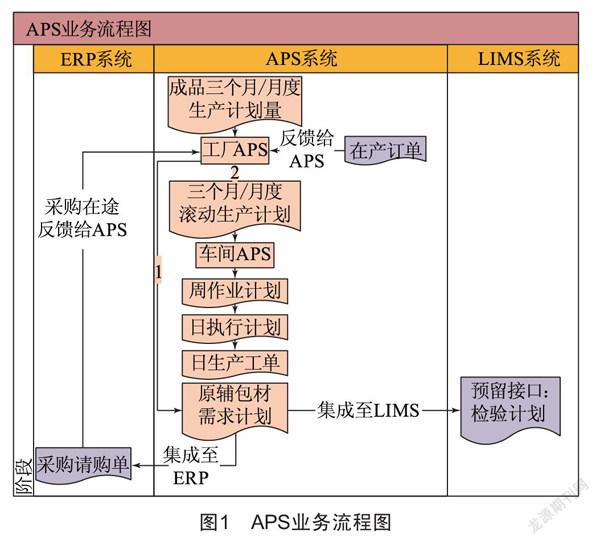
固体综合制剂车间包括颗粒剂、硬胶囊、软胶囊、片剂等4个剂型,存在品种数量多、分装规格类型多的情况。例如:桂枝茯苓胶囊有3种包装规格,分别为50粒/盒×250盒、60粒/盒×200盒、100粒/盒×150盒;杏贝止咳颗粒包装规格有9袋/盒×200盒/箱、6袋/盒×200盒/箱、3袋/盒×300盒/箱;天舒片包装规格有60粒/盒×200盒、30粒/盒×200盒、40粒/盒×200盒。此时,人工排产已经不能适应整体均衡排产的需求,采购物料不能及时到位、检验结果不能实时掌握、设备和生产状态不能及时掌握,出现了插单、生产异常(人、机、料)等情况,生产计划调整无法全面考虑关联环节,主生产计划出现高频调整,而纯手工调整效率低下,设备产能不能有效发挥最大效用。
如图1所示,通过APS系统建设,连接ERP、考勤、MES等系统,推进柔性制造,可以加强对市场的快速响应,提升排产效率和生产效率,提高设备利用率,实现生产柔性化、管理透明化、系统平台化,以适应不断变化的客户需求。同时,建设生产过程成本管理系统,满足成本管理需求,通过APS系统延伸支持,强化物料投入/产出管理,实施精细化的成本核算,有效降低了生产过程的成本。
通过测算,车间单元生产排程效率提高200%。由于排产计划时间缩短,应变能力增强,库存周转率提升30%,這也降低了物料的库存成本。另外,APS系统建设还实现了销售与APS系统互联互通,APS系统与生产系统互联互通,APS系统与ERP系统互联互通,智能工厂互联互通率可达到70%。
3.2 SCADA生产数据采集与监控系统的运用
传统的数据收集常采用人工记录的方式,不仅耗时耗力,且数据易丢失,更加无法实时监控现场的操作流程。
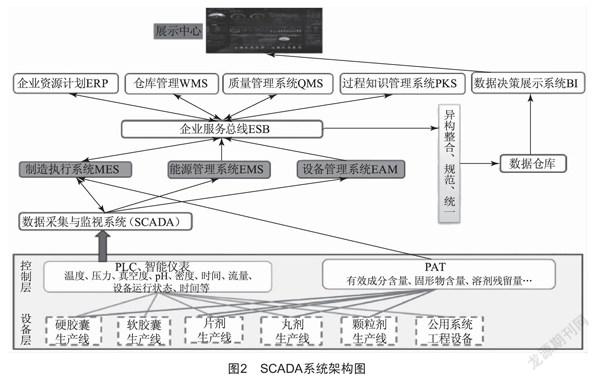
因此,建立SCADA系统,通过应用符合GMP规范的计算机管理系统以及自动控制系统,有计划、分步骤地实现生产数据的全自动采集和监控,通过计算机系统进行高效、准确、不间断的数据汇总,逐步避免传统手工记录方式容易产生的生产数据滞后、缺失及出错等问题;实时监控药品生产数据,随时调取企业生产各环节实时生产工艺流程监控画面,确保按照GMP规范要求,对所有关键环节的数据监控全方位覆盖;基于SCADA系统,各车间通过高速网络通道互联,对产品生产流程数据进行监控,形成生产数据池,累积生产相关数据,为其他信息化系统提供基础数据;在数据采集及统计基础上,对关键监控点进行趋势报警分析,保证生产过程趋势的实时监控,产品质量稳定。SCADA系统主界面及生产线采用动画展示并提供先进的生产工艺流程展示,如图2所示,界面友好,易监控。
SCADA系统共设置三层,分别为设备层、采集层和应用层。
(1)设备层:为车间各单机设备、公用工程设备、能源仪表,其中单机设备控制系统需进行改造或增加通信模块,通过以太网接入SCADA集成网关,网关支持多种协议通信,可连接不同厂家、品牌单机设备,同时支持接口开发,实现单机设备的集成;能源仪表包括纯化水、压缩空气、真空系统、蒸汽、自来水、冷冻水、用电等计量仪表,这些仪表通过PLC控制柜接入,数据采集到SCADA系统服务器。
(2)采集层:各网关通过系统网络连接到SCADA服务器,SCADA系统配置冗余服务器和Web服务器,两台服务器同时运行、存储数据,若其中一台服务器出现故障,则客户端自动切换连接至另外一台服务器,系统组态、数据处理、脚本编辑等工作在工程师站完成后下载到服务器。
(3)应用层:数据通过终端网络发布到各系统终端,如SCADA客户端、大屏幕、MES服务器、远程终端等。
3.3 全自动原辅料称配系统的运用
固体制剂主要的原辅料多为中药提取物、糊精、淀粉类,批量大,采用人工称量耗时耗力,生产效率较低。
引进全自动原辅料称配系统,不仅能提高生产效率,还能降低生产成本。整套系统的设计路线是原辅料由输送带传至自动拆包机进入收料仓,然后由AGV小车转运至卸料站,通过真空上料的方式传入下一道工序的湿法混合机。其中拆包机设备主要由传送装置(提升台、转台、过渡台)、破包装置(进料导轨、破包机构、抓袋机构、出料机构、过滤组件)、旋振筛、除铁器等组成,收料仓由真空上料器、物料管道、真空管道、清洗管道、收集仓、电子地上衡组成。整套系统密闭无污染,能够满足GMP需求,且配件易清洗拆卸,可实现精细化、柔性化、信息化作业,缩短人工称量及转运物料时间,大大降低生产成本。
3.4 近红外分析技术的运用
固体制剂中间体颗粒的主要控制指标是水分,传统检测方式为人工取样离线检测,颗粒在沸腾干燥机干燥过程中每隔30 min抽取一次样品,用快速水分测定仪做水分测定,不仅耗费人力,且检测相对滞后。
近红外分析技术作为一种通过采集样本建立数学模型对检测目标进行预测的监测方法,其预测结果可以准确地实时监测制粒过程中的颗粒水分[2]。近红外水分测定分析技术由协同工作的硬件和软件两部分组成[3],系统硬件部分包括沸腾制粒干燥机、近红外监测探头、在线近红外光谱仪子系统、主控制系统,系统软件部分包括自动控制软件、化学计量学软件、主控系统软件。
近红外水分监测分析技术为固体制剂颗粒水分控制提供了一个实时监测工具,不仅节约了人工检测成本,更有效保证了药品质量的稳定、均一。
3.5 自动引导输送车(AGV)的运用
传统的原辅料、包材配送是由人工用叉车搬运至生产线的,不仅工人体力劳动繁重,且转运速度较慢,制约生产。
自动引导输送车(AGV)是现阶段智能物流中心配送物料的关键设备,其可以取代人工配送物料。它的原理是应用仓储管理系统(WCS)和智能物流装备,集成视觉/激光导航、室内定位和机器学习等技术,实现动态调度、自动配送和路径优化,可以通过手持终端(RF)完成各项操作,如图3所示。
使用AGV小车转运物料,可以高效精准地完成物料点对点搬运,实现精细化、柔性化、信息化作业,缩短物流时间,大大降低人工成本,达到局部无人化的智能生产水平。
3.6 智能留样库的运用
传统的原辅料、中间体、成品的留样由人工按照不同的品名、批号、规格存储在留样室,因固体综合制剂车间年产量较大,产品批次、包装规格多,存取样品不仅耗费大量工时,对存储环境也有严格要求。
智能留样库的投入使用,直接取代了人工操作。它由搬运系统、存储系统、机器人抓取系统、药品出入系统、控制系统五部分组成。其中搬运系统主要由机械手、传感器组成,机械手根据系统命令將装有药品的箱子从机器人放置区搬运到指定的存储位置完成药品入库,同样也可将指定存储位置的药品移载到机械手之后搬运至机器人搬运位置区,完成出库;存储系统由框架、多层支撑模块组成,药箱通过机械手移载到存储箱位置上;机器人抓取系统由机器人模块、托盘存放模块组成,托盘通过机械手移载到托盘存放模块上,机器人根据实际需求抓取药品放置在指定区域;药品出入系统由药品放置模块、药品移载模块组成,人工通过扫码等方式将药品信息录入系统后,药品放置在药品放置模块上,移载模块将药品移载至机器人抓取区域,待机器人根据实际需求,抓取药品放置在指定区域。
智能留样库能自动控制和实时监测库内的温度、湿度,有效保证样品的存储环境。结合远程控制软件可调取库内图像和样品数据,实现远程监控。日常存取样品只需输入样品名称、批号,即可通过全自动机械手实现一键式样品自动存取。
智能留样库采用信息化管控、智能化样品追踪,除了具有存储功能外,还可以进行统计、查询、留样样品有效期提醒等操作。智能留样库的投入使用,保证了药品生产全过程数据及样品真实可追溯。
3.7 WMS立体库管理系统的运用
WMS系统用于满足立体仓库对物料出入库盘点的需要,包括入库操作、出库操作、库内操作三种功能。其中入库操作功能包括入库订单管理、收货、组盘、入库信息查询,出库操作功能包括订单定位及下发、整盘出库、集货、释放AGV位置、出库信息查询,库内操作功能包括库存查询、盘点,可以通过手持终端(RF)完成以上各项操作。
固体综合制剂车间原辅料、包材收货后由WMS系统自动入库,按照生产指令由WMS系统自动出库,然后由AGV小车转运至各生产线物流通道;成品由各生产线的物流轨道送至自动码垛机处,筛选品名、批号,依次码垛入库。WMS立体库管理系统的运用,实现了全流程的自动化作业控制。
3.8 视觉检测系统的运用
视觉检测系统主要用于固体综合制剂车间的铝塑包装联动线,该设备包括图像视觉检测设备、剔废装置及其连接装置等,可以检测铝塑板是否有空泡、胶囊粒是否变形等,自动剔除不合格品,也能检测出卷膜喷码字符是否漏打印批号,还能检测中盒的批号是否有漏打、重影、打花字体变形、打斜等,剔除率100%。自动化检测手段取代人工检测,能有效保证药品外观质量。
视觉检测基本原理:相机在接收到拍照信号后拍取照片,通过图像变化处理成更利于观察的竖直图像,然后通过灰度匹配来确定喷码的位置,从而实现打印字符与深度学习模型的比对,深度学习通过特征点对字符进行识别,然后与输入的打印内容进行对比,所有字符都匹配则判定为正确,否则判定为不合格品。
视觉检测系统的应用,不仅能够保证药品的外观质量,避免市场投诉,还能使铝塑包装生产过程更加顺畅,提高生产效率。
4 结语
综上所述,智能制造在中药固体制剂生产中的创新应用,不仅提高了生产和管理效率,同时也降低了生产成本,使固体综合制剂车间实现了人员减半、产能翻倍的目标,如桂枝茯苓胶囊的产能由原来每班200万粒提升至400万粒。另外,药品生产过程中的工艺参数和质量参数数据能够被及时规范记录和存储,最终实现了局部无人化控制,使得药品生产企业的综合实力得到了持续提升。
[参考文献]
[1] 赵志宏.制药过程自动化技术的发展[J].机电信息,2012(32):40-43.
[2] 唐辉,陈强,张学荣.近红外分析技术在流化床一步制粒工艺中水分控制的应用[J].食品安全质量检测学报,2020,11(3):955-960.
[3] 罗国安,梁琼麟,杨辉华,等.近红外在线分析与中药智能化控制体系研究[C]//BCEIA2009分析仪器应用技术报告会论文集,2009:113-117.
收稿日期:2021-12-21
作者简介:江维维(1985—),女,江苏连云港人,工程师,研究方向:中药制剂生产及质量控制。
猜你喜欢
中国高新技术企业(2016年35期)2017-02-10
商(2016年34期)2016-11-24
商场现代化(2016年1期)2016-03-18
商(2016年1期)2016-03-03
