
垂直螺旋输送不同物料特性的实验研究
2022-03-19 08:37:38薛玉坤刘海文
中国粉体技术 2022年2期
梅 潇,薛玉坤,刘海文
(上海海事大学 物流工程学院,上海 201306)
随着世界集装箱化和散货航运业的快速发展,散货卸船技术已成为散货专业码头的核心技术。螺旋输送方式以其高效的输送能力、封闭、环保的输送条件,不仅广泛应用于港口装卸散货,还广泛应用于农业、食品加工、建筑、采矿等行业中。
垂直螺旋输送机是螺旋输送机的一种运用普遍、结构简单的散货连续运输机械,它凭借其高效的输送能力,密闭环保的输送环境被广泛用于农业、食品加工、建筑、采矿等行业。关于螺旋输送的输送性能,国内外学者进行了理论分析、仿真和实验研究。近年来,仿真研究掀起了一股热潮。Orefice等[1]运用EDEM软件仿真发现:水平螺旋输送机的轴越小,生产率和效率越高,且填充率为50%时,输送效率最大。Owen等[2]通过应用离散元法(discrete element method,DEM),模拟具有周期性边界条件的单节距垂直螺旋输送机,研究了螺旋轴转速、倾角和填充率对输送性能的影响。张秋霜等[3]采用离散元单元法对双螺旋输送机进行了仿真;Mei等[4]使用EDEM软件,设置循环边界模型,模拟了输送大米的水平单头螺旋输送机。陶亮等[5]采用ABAQUS软件对螺旋输送机输送物料的动态性能进行分析。郑军等[6]使用 Fluent软件建立螺旋输送机的数值模拟模型,将Fluent模拟输送量的结果与实验结果对比。朱鸿翔等[7]利用EDEM软件分析了螺旋结构、轴转速、螺距等关键参数对螺旋输送机输送性能的影响。
由于物料特性对螺旋输送的影响,仿真参数输入的准确性会直接影响输出结果的可靠性和精度,因此实验研究是确保数值方法可靠性的重要途径。Asli-Ardeh等[8]实验研究了螺旋轴转速、倾角和物料种类对垂直螺旋输送机所需功率和输送能力的影响。Karwat等[9]通过实验和仿真手段研究了颗粒的尺寸、内、外摩擦系数对垂直螺旋输送机输送性能的影响。Li等[10]进行了砂土盾构螺旋输送机压力分布和压力梯度实验研究。Owen等[11]将预测的螺旋输送机的质量流量与实验测量值进行了比较。Pezo等[12]通过实验探讨了螺旋长度、物料粒径、螺旋设计的几何变化对螺旋输送机-混合机在物料运输过程中混合性能的影响。Tian等[13]设计了一种带有柔性离散螺旋叶片的新型螺旋输送机,并建立了能耗模型,然后通过仿真和实验验证了其实用性。Wulantuya等[14]通过理论分析和实验研究了物料的进料方式、运行条件和流动特性,以提高垂直螺旋输送机的输送效率和工作稳定性。
以上研究大多聚焦于研究螺旋体的几何参数对输送性能的影响,而关于螺旋轴转速和喂料头转速的合理配比的研究较少。本文中结合自主设计的螺旋输送实验平台,选用2种不同物料(沙子和黄豆),对不同转速配比时的生产率和能耗进行数据统计与分析,并进行无量纲分析,以确定最佳的转速比,为垂直螺旋输送机的设计与研究提供一定的参考。
1 实验平台和实验方案
1.1 实验平台
图1所示为自主设计HS30-SMU型螺旋输送实验平台结构。实验平台主要由喂料装置、垂直螺旋总成、水平螺旋总成、称重装置和测试控制系统组成。本次实验以沙子(河沙)和黄豆为研究对象,表1所示为物料的特性参数[15]。通过旋转的喂料头将物料挤入垂直输送管底部,物料在垂直螺旋叶片的搅动下螺旋上升,到达水平螺旋总成并被输送至称重料斗,完成输送过程。
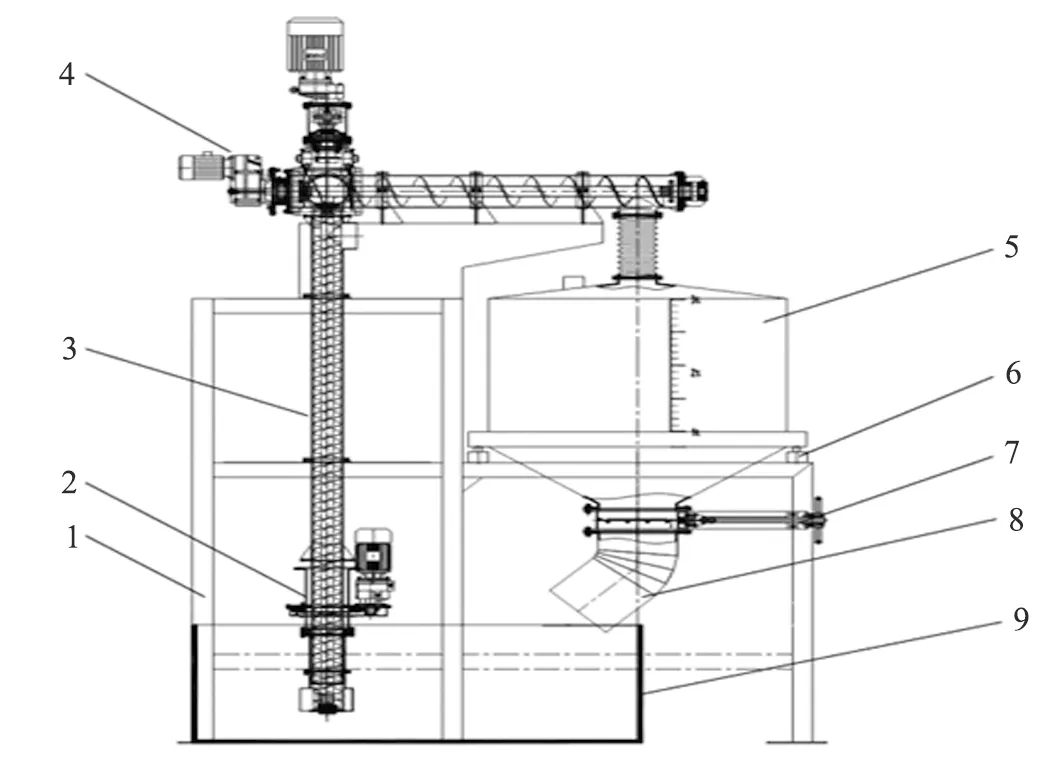
1—钢结构机架;2—喂料装置;3—垂直螺旋总成;4—水平螺旋总成;5—称重料斗;6—称重传感器;7—出料控制阀;8—出料溜管;9—移动料槽。图1 螺旋输送实验平台结构Fig.1 Structure drawing of screw conveying test bench

表1 物料的特性参数Tab.1 Material characteristic parameters
1.2 物料的输送原理
当物料颗粒处于稳定输送状态时,外管内壁、垂直螺旋轴、螺旋表面的压力、摩擦力、离心力和重力形成一个动力平衡系统,决定了颗粒的运动特性。当输送机的结构尺寸和输送的颗粒确定后,颗粒运动的特征参数是颗粒角速度,它取决于喂料头转速和螺旋轴转速。
图2为物料颗粒受力图。由图2(a)可知,颗粒在重力G、离心力Fn、螺旋叶片的反作用力F(Fz、Fxy为F沿螺旋轴轴向和径向的分力)和摩擦力Fft(μt为摩擦系数)的作用下达到平衡。如图2(b)、(c)所示,G、F和Fft形成一个平衡的矢量三角形,三角形的几何关系为
tan(αo+φs)=G/Fft,
(1)
式中:αo为螺旋叶片的升角,(°);φs为物料颗粒与螺旋叶片的摩擦角,(°)。
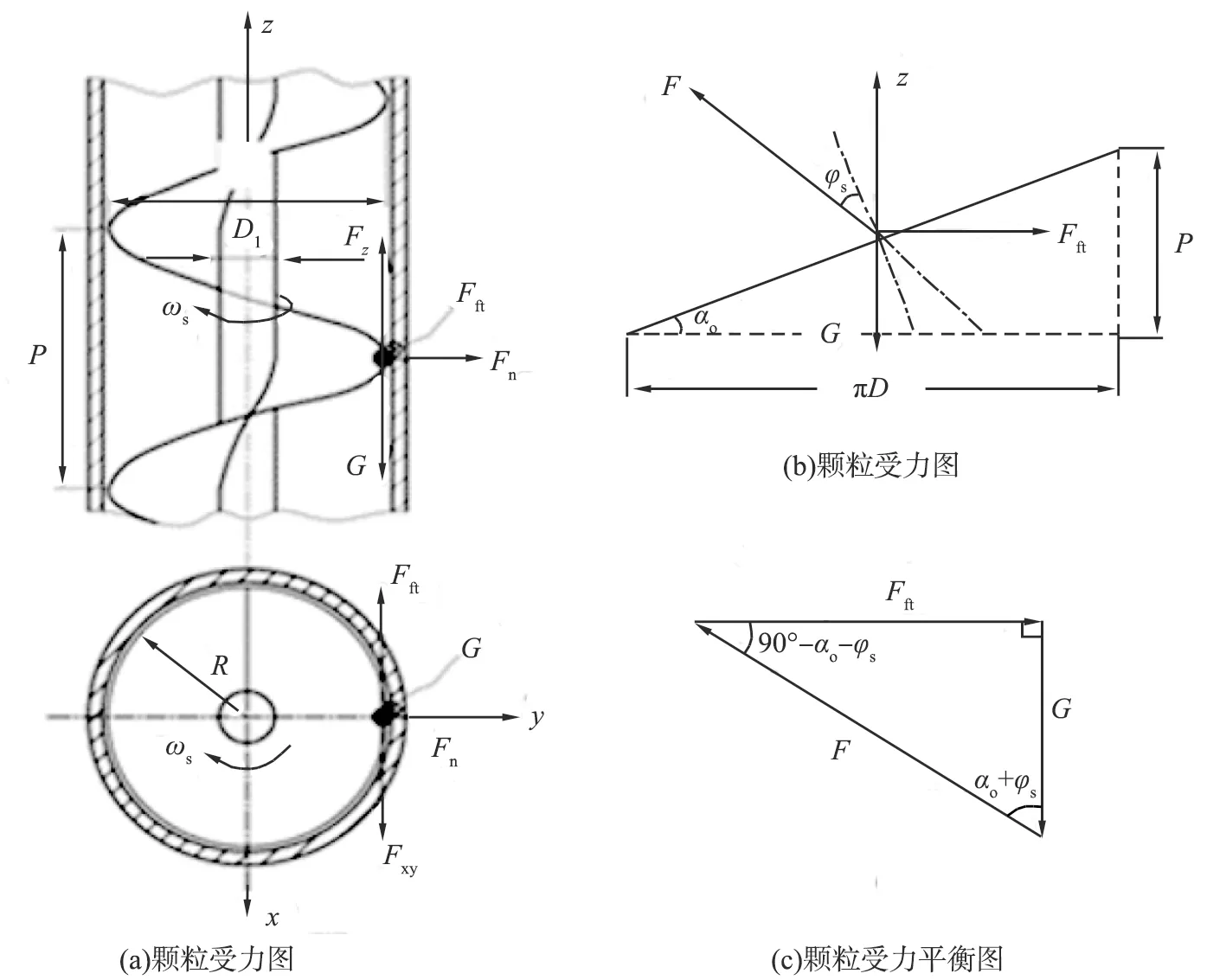
P—螺距;D—螺旋叶片直径;Di—螺旋轴直径;ω—角速度;G—重力;F—螺旋叶片对颗粒的反作用力;Fxy、Fz—F沿螺旋轴轴向、径向的分力;Fft—摩擦力;Fn—离心力;αo—螺旋叶片的升角;φs—物料颗粒与螺旋叶片的摩擦角;R—螺旋叶片半径。图2 物料颗粒受力图Fig.2 Force diagram of materical particles
根据文献[16],将相关力代入式(1),可得临界角转速
(2)
式中:g为重力加速度,m/s2;R为螺旋叶片半径,m。
将ωk=πnk/30代入式(2)可得临界转速
(3)
由式(3)可知,当螺旋轴转速n2>nk时,物料可沿轴向输送。
垂直螺旋输送机的生产率是指单位时间内输送粒状物料的体积或质量,是衡量垂直螺旋输送机输送性能的重要指标。影响生产率的因素主要包括螺旋输送机几何参数和运动参数,以及物料颗粒的密度和填充系数。
结合颗粒物料运动的轴向速度,可以求解垂直段生产率
Q=60ρφπR2Sn2,
(4)
式中:Q为垂直螺旋输送机的生产率,t/h;ρ为输送物料的堆积密度,kg/m3;φ为物料的填充率;S为螺距,m。
垂直螺旋输送机的功率
(5)
式中:H为提升高度,m;η0为输送效率,%。
Rademacher[16]提出了一种描述垂直螺旋输送机内非黏性颗粒材料的理论,利用该理论推导出生产率、能耗和效率的无量纲量之间的关系,以生产率最大化和能耗最小化为目标设定目标函数,即
(6)
式中:K为垂直螺旋输送机的性能指标;Qe为额定生产率,t/h;Pe为额定功率,kW。
通过实验比较各个工况下螺旋输送机的性能指标的大小,K最大时,螺旋输送机输送性能最佳,该工况下的螺旋轴转速和喂料头转速为螺旋输送机的最佳转速比。
1.3 实验方案
根据式(3)可计算沙子和黄豆的临界转速分别为88、71 r/min。根据2种物料的临界转速,确定实验的最低螺旋轴转速为100 r/min,实验方案见表2。每次实验首先将物料倒入储料斗,待稳定输送状态后,开始记录实验数据。
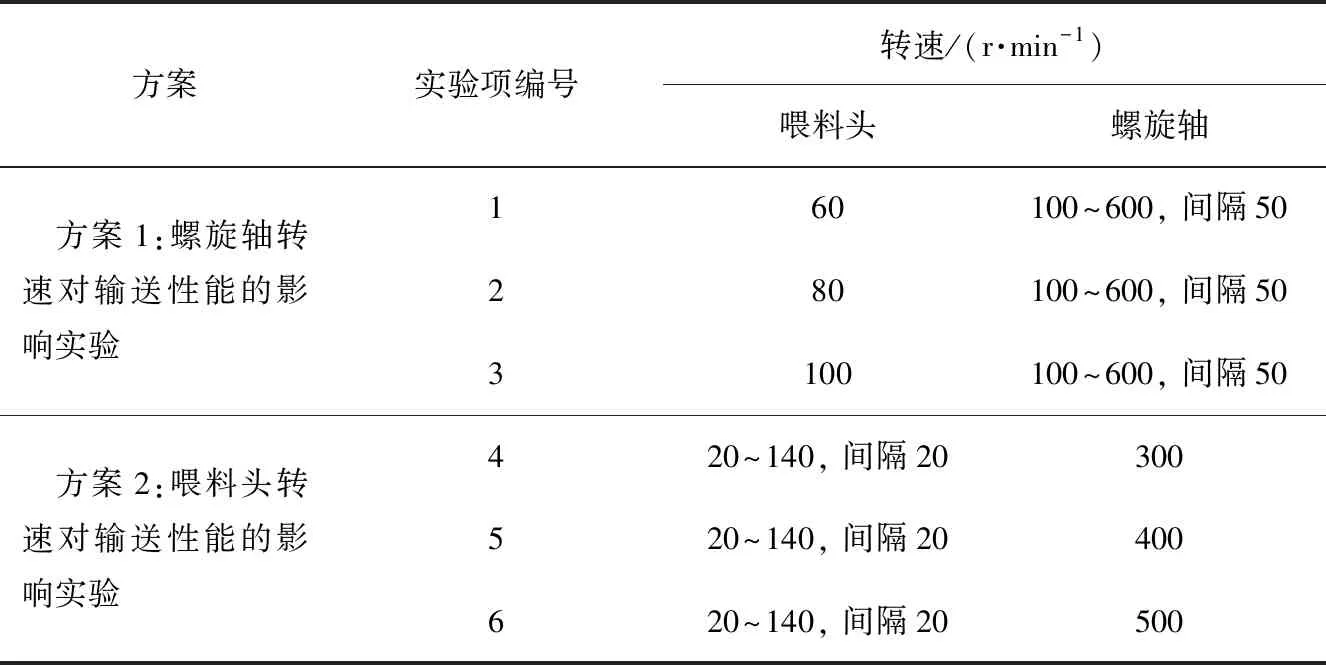
表2 实验方案Tab..2 Experimental schemes
2 结果与分析
2.1 螺旋轴转速对输送性能的影响
图3所示为生产率和能耗与螺旋轴转速的关系。从图(a)、(b)中可以看出,相同工况下输送沙子的生产率和能耗大约是输送黄豆的2倍,与两者堆积密度倍数相近。由图3(a)可以看出,随着螺旋轴转速n2的增加,生产率呈现出非线性增长的趋势。物料为沙子、喂料头转速n1为80 r/min时,当n2以50 r/min的幅度增加,生产率的增长依次为0.75、0.58、0.41、0.31、0.27、0.18、0.12、0.08 t/h;当n2>400 r/min时,生产率增长幅度逐渐下降,原因是当螺旋轴转速增加至一定值时,进料能力不能满足潜在的输送能力,导致填充率没有达到最佳,使得生产率的增长幅度逐渐下降。当n2达到600 r/min时,生产率曲线增长趋于水平,表明随着螺旋轴转速达到一定值时,继续增加其转速,只会增加能耗,而生产率并无提高。
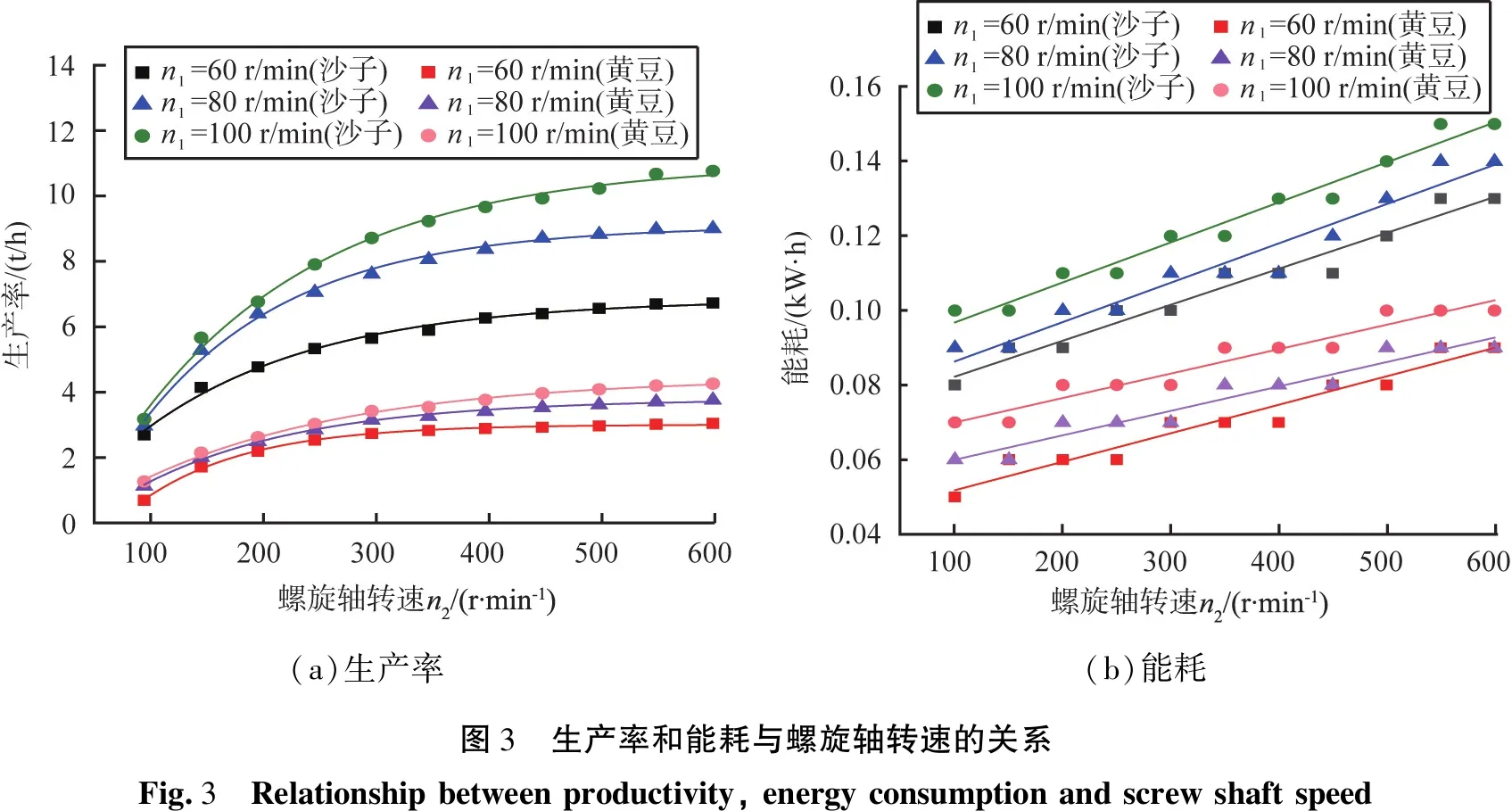
(a)生产率(b)能耗图3 生产率和能耗与螺旋轴转速的关系Fig.3 Relationship between productivity, energy consumption and screw shaft speed
2.2 喂料头转速对输送性能的影响
图4所示为生产率和能耗与喂料头转速的关系。由图4(a)可以看出,物料为沙子、螺旋轴转速n2为80 r/min时,当喂料头转速n1以20 r/min的幅度增加时,生产率的增长依次为2.21、1.92、1.6、1.3、1.12、0.98 t/h;当n1在20~80 r/min范围内时,生产率增长幅度较为稳定,而当喂料头转速大于80 r/min时,生产率增长幅度开始下降。分析其原因是当喂料头转速过高时,喂料头搅动效应过大,最终导致生产率低于理想值。由图4(b)可知,随着螺旋轴转速的增加,垂直螺旋输送机的能耗呈线性增加。

(a)生产率(b)能耗图4 生产率和能耗与喂料头转速的关系Fig.4 Relationship between productivity, energy consumption and feeding head speed
根据式(4),可计算各个工况下螺旋输送机中物料的填充率。图5所示为螺旋轴转速和喂料头转速与填充率的关系。由图可知,螺旋输送机的填充率随螺旋轴转速的增大的减小,随喂料头转速的增大而增大。在同一工况下,运输沙子和黄豆时,螺旋输送机的填充率基本相等。即同一工况下,运输不同物料时螺旋输送机的体积流量是相等的。
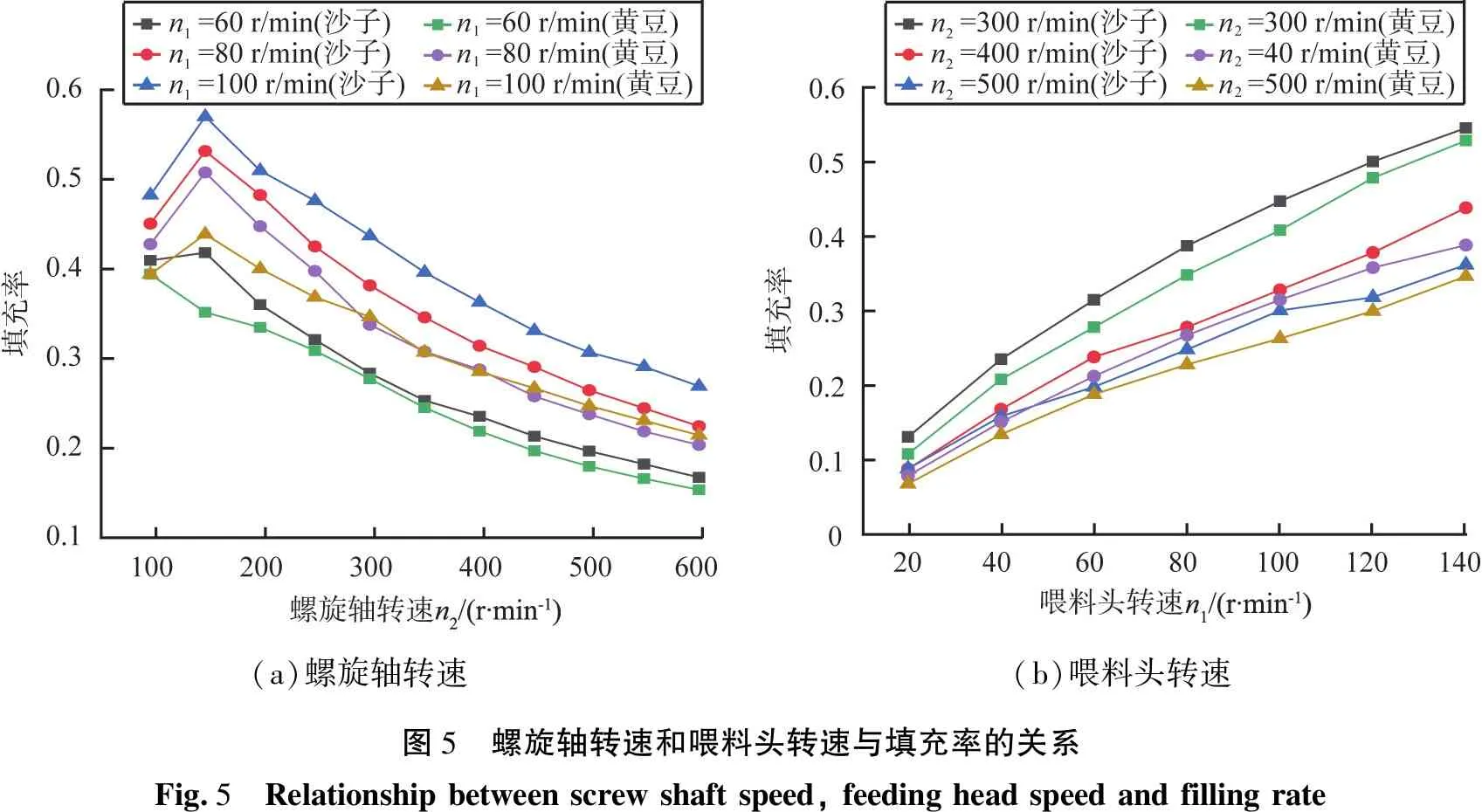
(a)螺旋轴转速(b)喂料头转速图5 螺旋轴转速和喂料头转速与填充率的关系Fig.5 Relationship between screw shaft speed, feeding head speed and filling rate
2.3 输送性能的无量纲分析
为了实现最大的生产率和最小的能耗,计算生产率和能耗的无量纲量。生产率的无量纲量与能耗的无量纲量的比值按式(6)计算。螺旋输送机的性能指标K越大,输送性能越好。
取螺旋轴转速n2的最大值600 r/min,沙子的填充率φ1为0.57,黄豆的填充率φ2为0.54,以上条件设为该螺旋输送机的额定状态,此时生产率为额定生产率Qe。计算得沙子、黄豆的额定生产率分别为225、106 t/h。螺旋输送机电机额定功率Pe为5.5 kW。
图6所示为螺旋输送机的性能指标K与螺旋轴转速n2的关系。如图6(a)可知,当物料为沙子,喂料头转速n1分别为60、80、100 r/min时,当螺旋轴转速从100 r/min增加到200 r/min时,螺旋输送机的性能指标近似线性增加;当螺旋轴转速从300 r/min增加到500 r/min时,K没有明显的增加趋势;当螺旋轴转速大于500 r/min时,K趋于平缓。从图6(b)中可以看出,当以黄豆为输送颗粒物料时,K也有相同的变化趋势。主要原因是当垂直螺旋转速增加至一定值时,进料能力不能满足潜在的输送能力,导致填充率没有达到最佳值,从而使得输送机效果提升不明显。
图7所示为螺旋输送机的性能指标K与喂料头转速n1的关系。从图中可以看出,当螺旋轴转速n2为300、400、500 r/min时,K随着喂料头转速的增大而逐渐增大;但在喂料头转速大于80 r/min时,K值的增长幅度略有下降。
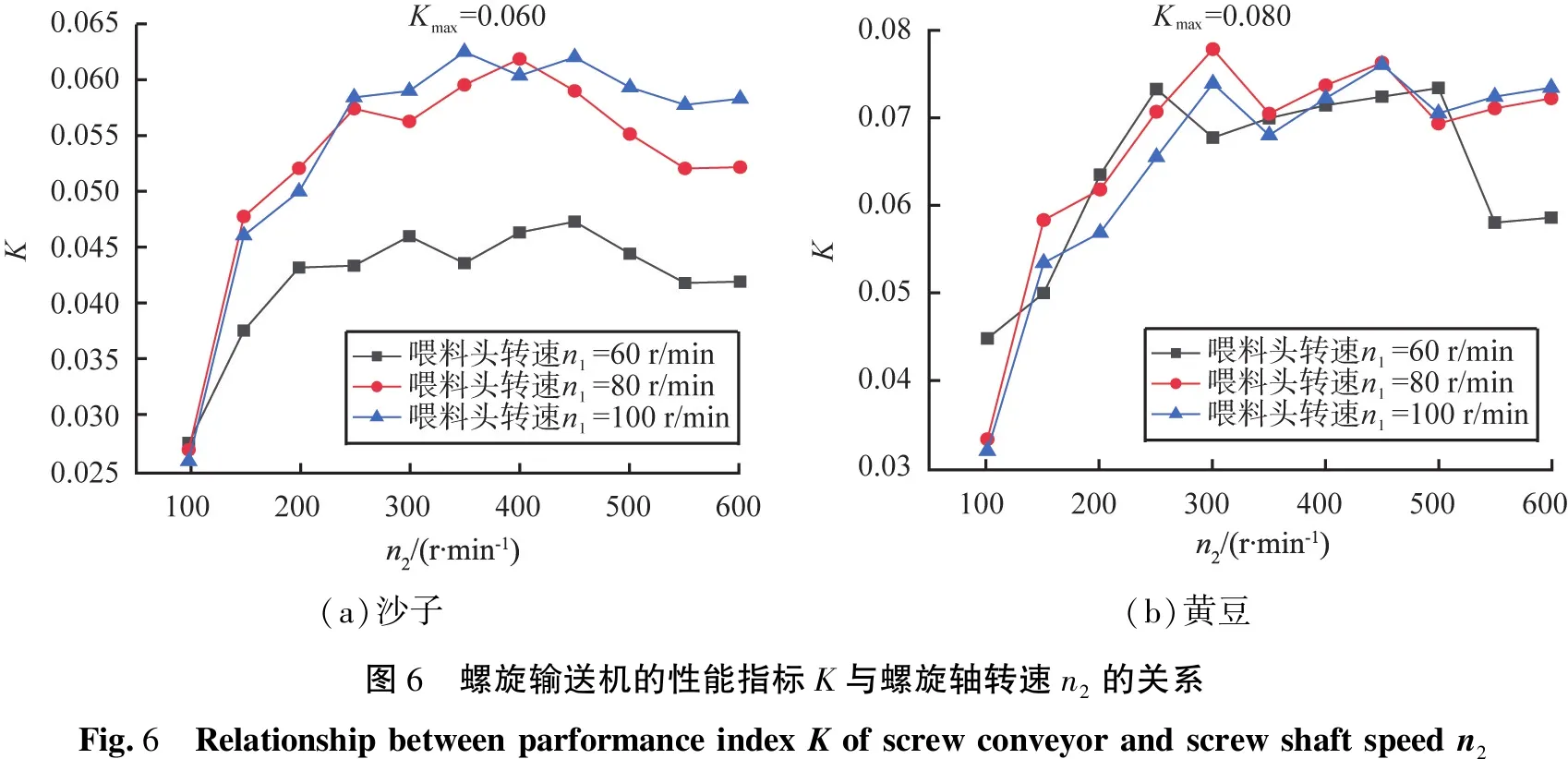
(a)沙子(b)黄豆图6 螺旋输送机的性能指标K与螺旋轴转速n2的关系Fig.6 Relationship between parformance index K of screw conveyor and screw shaft speed n2
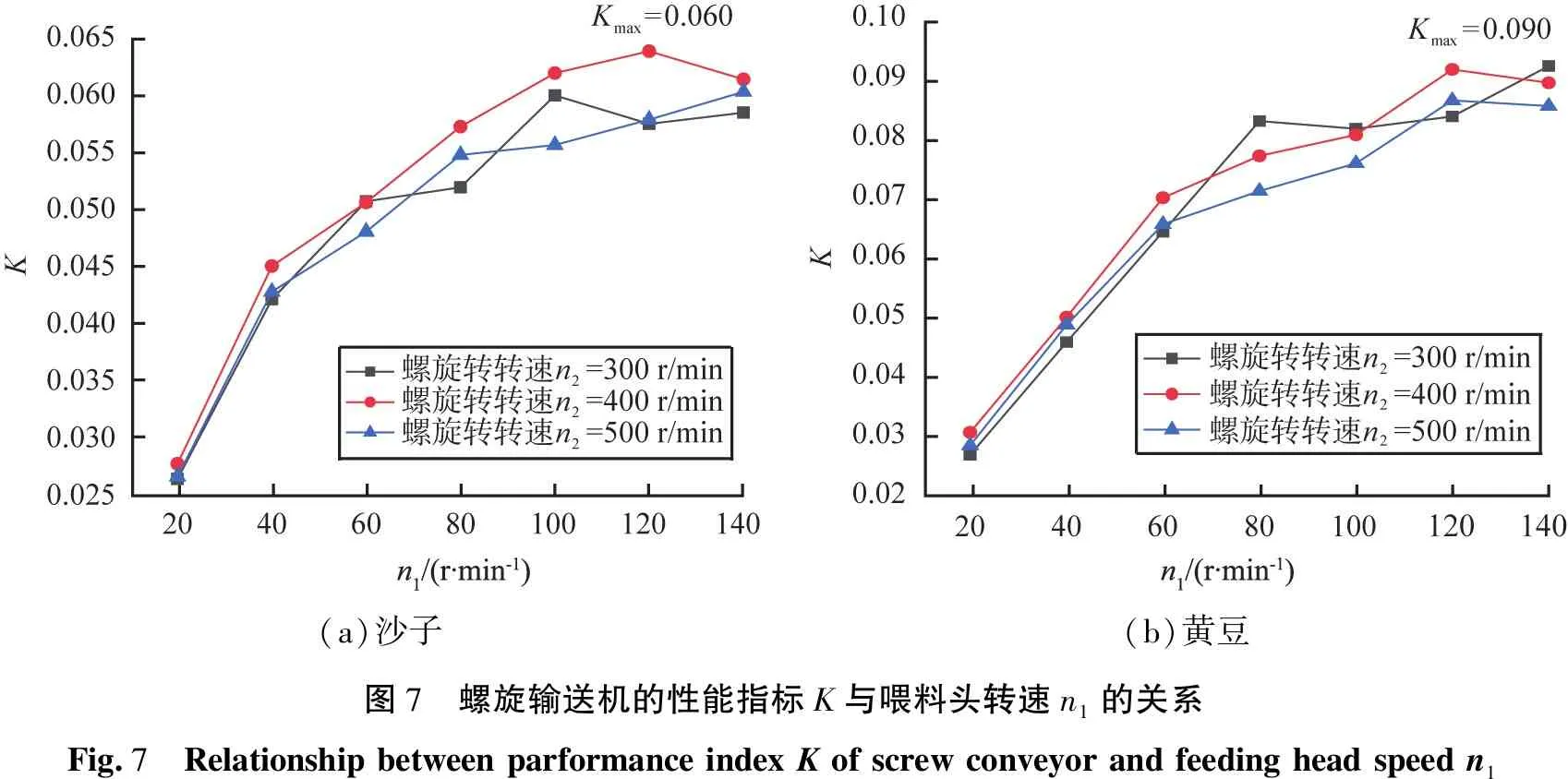
(a)沙子(b)黄豆图7 螺旋输送机的性能指标K与喂料头转速n1的关系Fig.7 Relationship between parformance index K of screw conveyor and feeding head speed n1

3 结论
通过实验,研究了不同螺旋轴转速、喂料头转速、物料种类等对螺旋输送机的输送性能指标的影响,得出以下结论:
1)在现有的螺旋输送机市场中,如何确定最佳工况是一个至关重要的问题。在螺旋输送机的结构参数不能改变的情况下,要达到最好的输送性能,改变螺旋轴转速和喂料头转速是最直接、有效的方法。
2)随着螺旋轴转速的提高,输送性能逐渐提升后又会出现下降的趋势,因此在工程设计中不能盲目提高螺旋轴转速。螺旋输送机存在螺旋轴转速和喂料头转速最佳配比,即最佳转速比。最佳转速比时螺旋输送机输送性能最佳,输送沙子和黄豆时的最佳转速比为3~4,两者基本相等。
猜你喜欢
决策(2022年7期)2022-08-04 09:24:20
作文小学高年级(2022年4期)2022-05-27 03:43:56
小学科学(学生版)(2020年6期)2020-08-13 07:47:14
好孩子画报(2020年4期)2020-05-14 13:43:25
产业经济评论(2019年4期)2019-09-10 07:41:32
小学生作文(低年级适用)(2019年5期)2019-07-26 00:45:02
红岩(2017年6期)2017-11-28 09:35:08
新高考·英语基础(高一)(2016年7期)2017-07-06 13:48:03
创新作文(小学版)(2017年23期)2017-04-04 02:05:24
中国市场(2016年45期)2016-05-17 05:15:26
