
基于FLIR的3D打印机散热片温度场试验研究
2022-03-15 02:04潘世丽汤淋淋
机械工程与自动化 2022年1期
潘世丽,汤淋淋
(1.苏州大学应用技术学院,江苏 昆山 215325;2.硅湖职业技术学院,江苏 昆山 215300)
0 引言
3D打印是增材制造的主要工艺之一,该技术将计算机图形学、复杂系统与数字控制技术、材料科学、光机电一体化技术等先进技术集于一体,克服了传统制造工艺的局限性,充分体现出制造的柔性化和高效化。很多专家学者致力于3D打印技术的优化改进,以提高打印精度以及稳定性。目前主要研究方向包括喷头结构、打印材料、散热性能以及打印程序等方面。林若波等基于FDM-3D打印喷头的热流速度控制,建立3D打印喷头的热力学模型,得出对于ABS打印材料,采用3.5 mm的铝管作为过渡段喉管,底层散热片由1 mm加厚至2 mm,散热效率可提高20%[1];高善平等进行了四因素三水平正交试验研究和回归分析,获得单尺寸目标下的最佳工艺参数组合及控制因子的显著程度,并推导出了3种不同要素尺寸的误差回归方程[2];任礼等通过分析FDM型单螺杆挤出式3D打印机喷头结构快速拆卸及更换的实用性,设计出可针对不同物料进行螺杆和料筒快速拆卸变更以适应相应材料物性参数的新结构,可实现FDM型螺杆挤出式3D打印机对打印材料更广泛的兼容和更便捷的清洁护理[3];陈德裕等设计出一款温升效率高、结构精简、投入成本低的3D打印喷头喉管冷却装置[4];曲兴田等采用模糊自适应PID控制方法控制打印喷头和打印平台加热床加热过程,并建立了控制系统MATLAB/Simulink仿真模型[5]。为了更好地分析3D打印机的散热性能,本文采用FLIR热成像仪扫描得到3D打印机喷头散热片热量云图,分析其最优的打印参数,为后续的仿真研究提供参考。
1 试验设计
本文中采用的试验方式为交叉试验,主要分析喷头加热温度200 ℃、210 ℃、220 ℃和散热片风扇转速100 r/min、150 r/min、200 r/min、250 r/min这两类因素的交叉组合下散热片的热量分布。排列组合一共有12种,具体如表1所示。在进行试验之前,需要先将散热片从中线切开,去除表面的包覆结构,然后将散热片风扇安装在散热片旁,安装距离为5 mm,这样才能获得较为明显的热量分布云图[6]。图1为打印机头部模型。
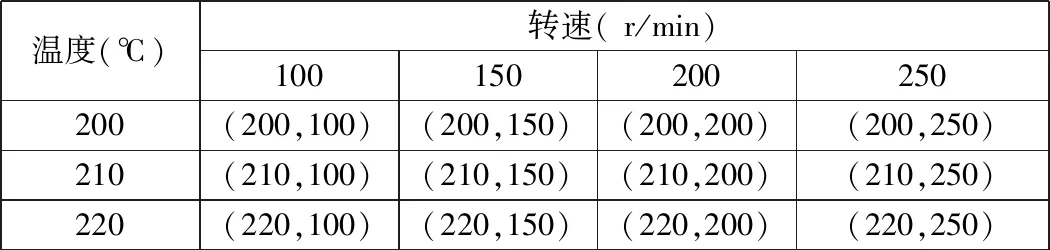
表1 不同因素排列组合表
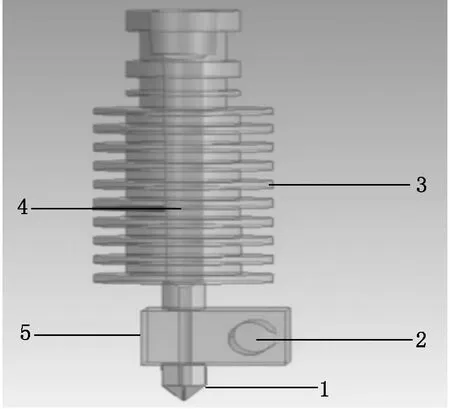
1-喷嘴;2-加热棒;3-散热片;4-喉管;5-加热块
2 试验结果
试验得到的喷头加热温度为200 ℃时不同转速下打印机散热片的温度分布如图2所示,喷头加热温度为210 ℃时不同转速下打印机散热片的温度分布如图3所示,喷头加热温度为220 ℃时不同转速下打印机散热片的温度分布如图4所示。
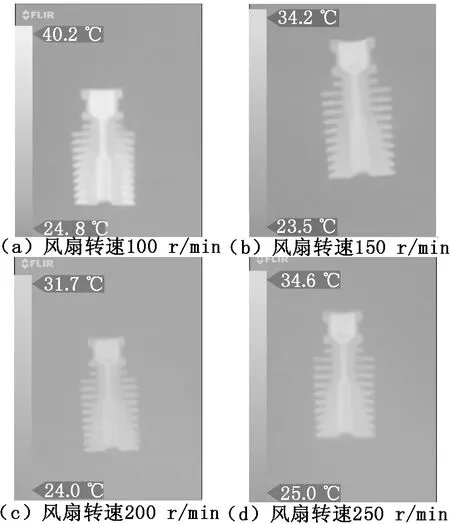
图3 打印机喷头加热温度为210 ℃时不同风扇转速下散热片的温度分布
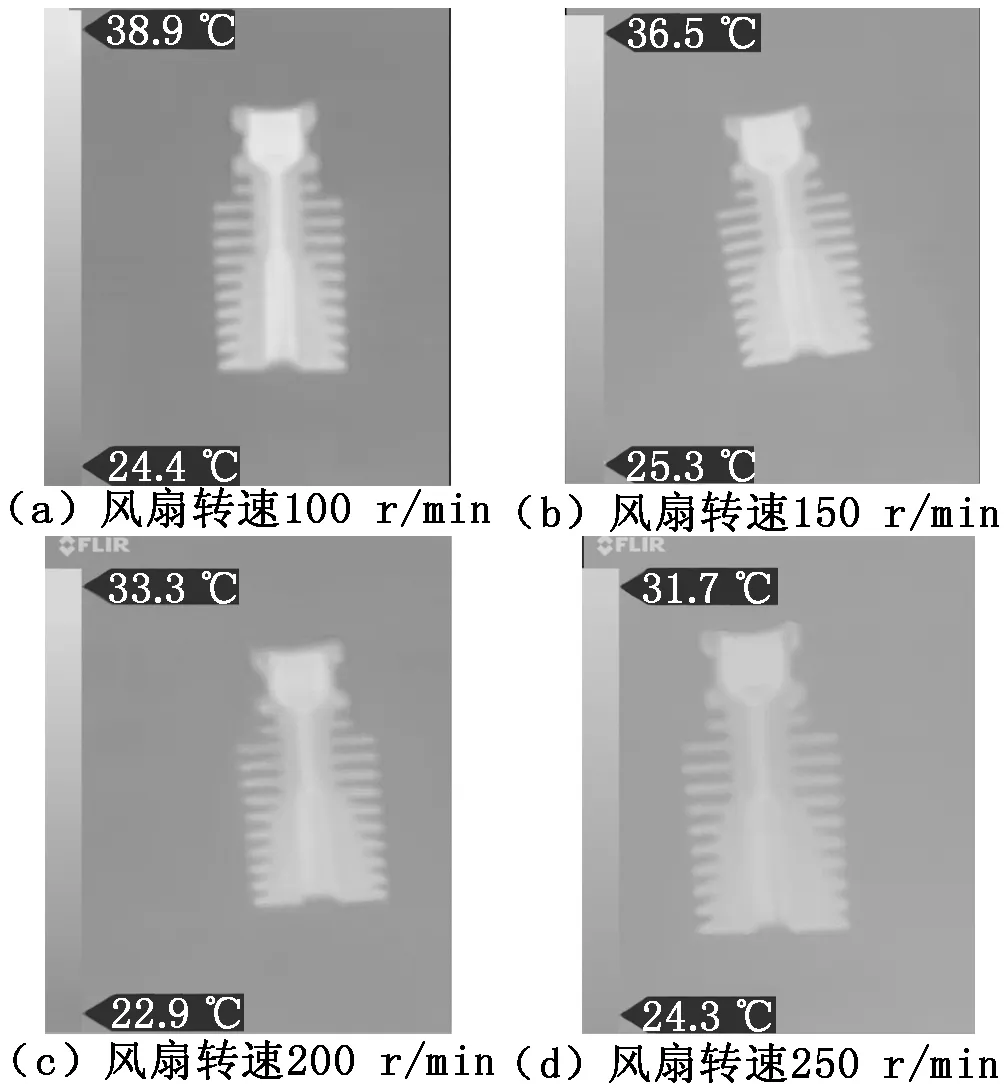
图4 打印机喷头加热温度为220 ℃时不同风扇转速下散热片的温度分布
从图2~图4中可以看出:当加热温度确定时,散热片与室温之间的温差随着风扇的转速增加而降低;当转速确定时,散热片与室温之间的温差随着喷头加热温度的增加而升高。通过FLIR热成像仪可以看出,散热片中间轴线上的颜色最亮,沿着轴线向四周扩散,颜色逐渐变暗,这表明中间轴线处的温度最高,依次向四周递减。表2为不同因素排列组合下散热片的温度差值。从表2中可以看出,温差最高为15.4 ℃,最低为6.7 ℃,分别为(210 ℃,100 r/min)和(200 ℃,250 r/min)这两种组合,表明(210 ℃,100 r/min)时散热效果最差,(200 ℃,250 r/min)时散热效果最好。从打印质量来看,同一温度下打印会随着风速的增大变得更加顺畅。当加热温度为200 ℃时,打印过程容易出现卡顿,具体见图5。在打印过程中,打印丝在喉管的上半部分,因为热量不够,在该处受温度影响逐渐变得具有粘连性,导致打印丝在此停留,无法正常打印,从而发生堵头的现象。且同一风速下打印出丝的模量(粗细程度)会随着温度的升高而增大,原因是温度升高打印丝在喉管内的流动性会大大增强,这一点在加热温度200 ℃和220 ℃有较为明显的比较,分别如图6和图7所示。当打印设定温度为200 ℃时可以适当增加打印风扇风速,这样能够有效提升打印效率。同时,进一步佐证了散热片的散热效果越差,打印发生卡顿的几率越大,可以适当增加风扇转速来解决这一问题。结合表2中的温差分布(温差集中于9.6 ℃~11.4 ℃之间)以及打印质量可以初步推断打印机最优参数设置为(220 ℃,200 r/min)。
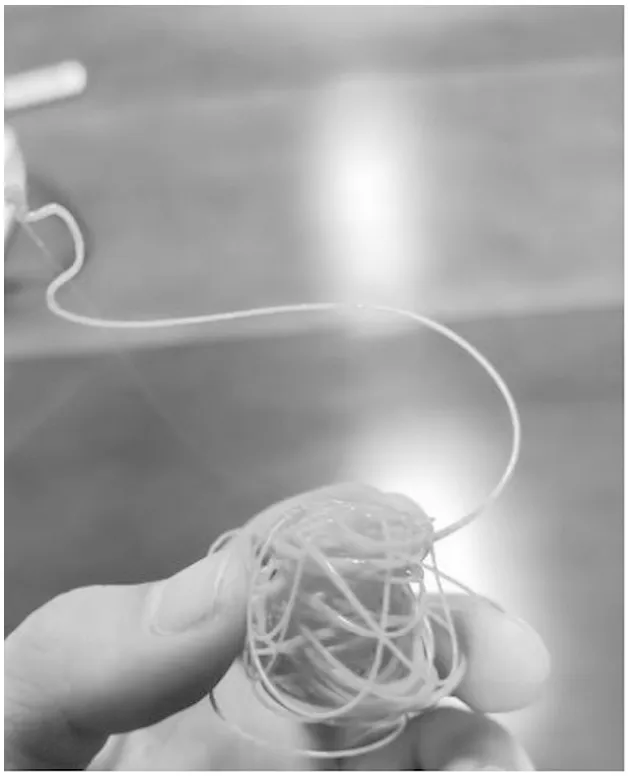
图7 220 ℃时打印丝模量
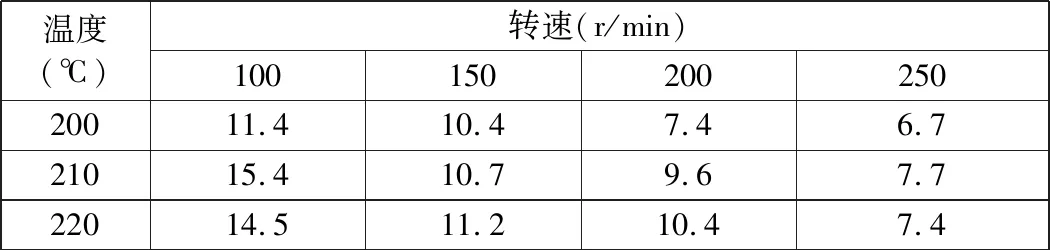
表2 不同因素排列组合情况下散热器温度差值 ℃
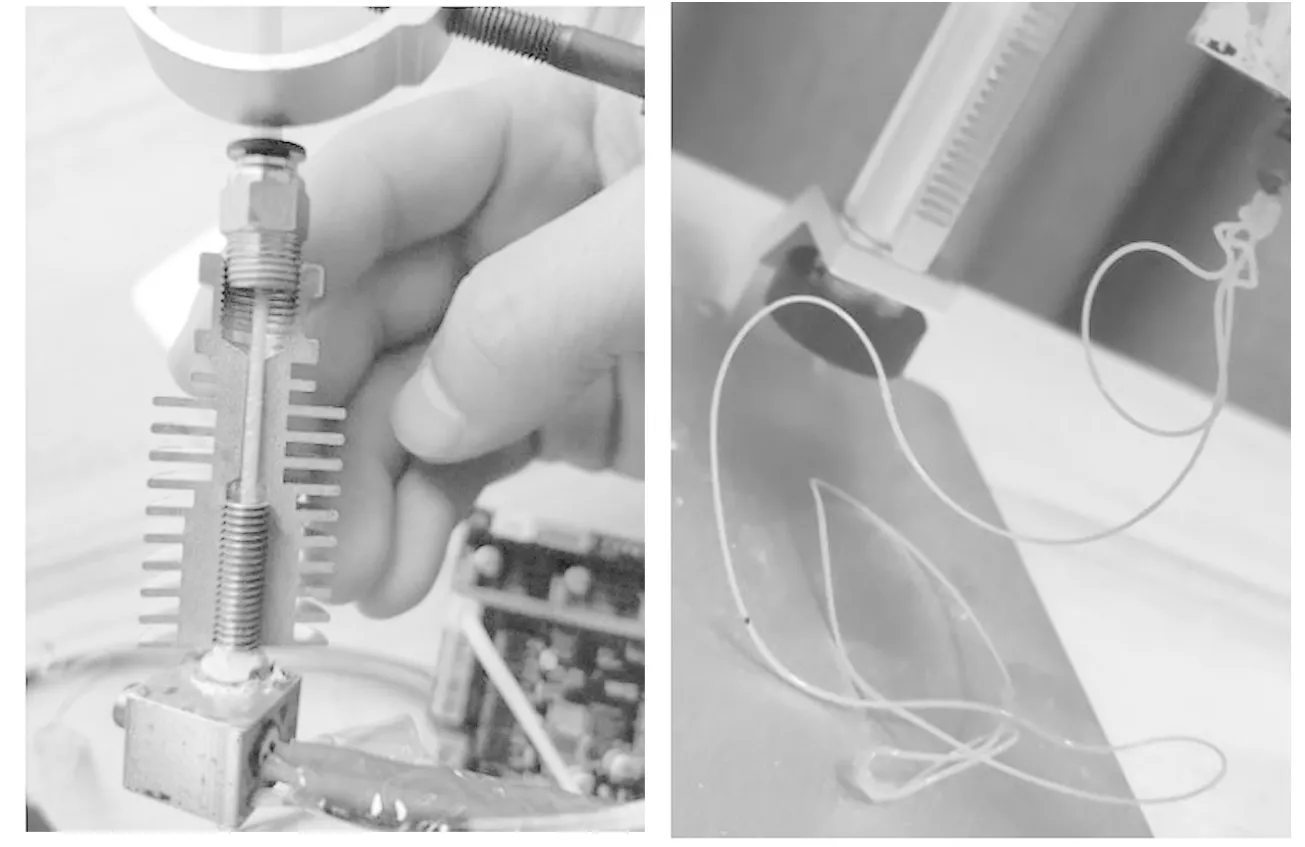
图5 200 ℃下打印出现卡顿 图6 200 ℃时打印丝模量
3 结论
本文对3D打印机散热片温度场分布进行了试验研究,得出以下结论:
(1)当加热温度确定时,散热片与室温之间的温差随着风扇的转速增加而降低,当风扇转速确定时,散热片与室温之间的温差随着喷头加热温度的增加而升高;中间轴线处的温度最高,依次向四周递减。
(2)仅从温度分布来看,打印参数为(210 ℃,100 r/min)时散热效果最差,(200 ℃,250 r/min)时散热效果最好。
(3)结合温差分布以及打印质量得出打印机最优参数设置为(220 ℃,200 r/min)。
猜你喜欢
乐器(2022年10期)2022-10-25
新高考·高二数学(2022年3期)2022-04-29
——以首场广东喉管·唢呐独奏音乐会为例
岭南音乐(2022年1期)2022-03-13
中学生数理化(高中版.高二数学)(2021年5期)2021-07-21
电脑爱好者(2020年6期)2020-05-26
电脑报(2019年16期)2019-09-10
电子制作(2017年1期)2017-05-17
考试周刊(2017年4期)2017-01-19
新高考·高二数学(2015年4期)2015-08-20
科技视界(2014年33期)2014-01-02
