
基于响应面分析法中空吹塑制品壁厚分布的优化设计
2022-03-15 12:08石志义李国富
宁波大学学报(理工版) 2022年2期
石志义, 李国富*
基于响应面分析法中空吹塑制品壁厚分布的优化设计
石志义1,2, 李国富1,2*
(1.宁波大学 机械工程与力学学院, 浙江 宁波 315211; 2.宁波大学 先进储能技术与装备研究院, 浙江 宁波 315211)
针对经验法确定吹塑制品壁厚尺寸而导致其力学性能过剩或不足、原材料浪费等问题, 通过使用响应面分析法和有限元分析法, 以吹塑制品质量最小、提升其力学性能为目标, 建立吹塑制品壁厚分布优化的数学模型, 对制品的壁厚分布组合进行研究; 在限定的目标条件内, 获取制品的最佳壁厚分布组合, 为研发过程中的壁厚尺寸提供选取标准. 研究结果表明, 通过响应面分析法与有限元分析法对吹塑制品的壁厚分布进行针对化的优化, 不仅可以提升制品的力学性能, 还可以降低制品的质量, 减少原材料的使用, 节约生产成本.
吹塑制品壁厚分布; 力学性能; 响应面分析法
挤出吹塑成型技术由于设备成本低、适用性广、可成型性能好等特点, 被广泛应用于桶、壶、罐等容器的成型制造. 随着其应用领域与使用工况的多样化, 对吹塑制品的性能要求越来越高, 制品壁厚作为影响制品性能的重要因素, 与其对应的型坯壁厚有直接的关系, 所以国内外众多研究者往往通过研究型坯壁厚的控制方法, 以实现对制品壁厚的间接控制. Kekhilef等[1]和苏安喜等[2]主要通过研究改性树脂提升树脂的物理性能, 使得其在吹胀过程中更易控制. 黄虹等[3]、Dominick等[4]和邱健成等[5]通过开发新的吹胀成型技术, 使得型坯的壁厚控制更加准确, 制品壁厚趋于均匀, 但这些新技术基本都处于研究阶段, 还无法为量产提供确实的指导. 黄虹等[6]针对某个特定吹塑制品开发异形口模技术, 可以明显改善复杂结构吹塑制品的壁厚分布情况, 但异形化口模的开发需与制品形成单一的对应关系, 导致开发成本较高, 技术局限性较大. 另外, 也有不少学者通过正交试验和数值模拟的方法对型坯壁厚进行优化, 间接控制制品壁厚, 使其壁厚分布均匀[7-8]. 以上针对吹塑型坯壁厚分布间接控制制品壁厚分布的研究主要集中在吹塑工艺、吹塑原材料等方面, 并且大多数是为了提升吹塑制品壁厚分布的均匀性, 但直接考虑吹塑制品自身结构、合理性和实际使用工况的还较少.
随着吹塑制品的使用工况越来越复杂, 其自身结构的合理性显得尤为重要, 设计过程中采用经验法确定制品的均匀壁厚虽然方便, 但无法针对制品具体位置给出确定的壁厚值, 造成制品结构不合理, 导致制品力学性能过剩或不足, 从而不能使其经济效益最大化. 运用响应面分析法, 在满足吹塑制品工况要求和制品结构强度的条件下, 以吹塑制品质量最小为目标, 建立吹塑制品壁厚分布的优化模型, 以优化吹塑制品壁厚的分布组合, 可以使结构更为合理, 也有利于降低生产成本.
1 吹塑制品的三维模型
为了便于描述和分析, 文中以某农用中空吹塑桶为例, 以其壁厚分布情况作为优化对象, 但文中方法也同样适用于其他中空吹塑制品壁厚分布的优化. 该农用中空吹塑桶原材料为高密度聚乙烯(HDPE), 密度为0.953g·cm-3, 杨氏模量为1300 MPa, 泊松比为0.41, 屈服强度为28MPa[9]. 建立吹塑桶的参数化三维模型, 并对其壁厚分布进行划分,1为桶上部壁厚,4为桶底部壁厚. 另外, 根据实际使用工况, 把桶身部位划分为上、中和下三段, 其中上段和下段高度一致, 桶身整体高度为固定值300mm, 设定2为桶身上部壁厚,3为桶身中部壁厚,5为桶身上部高度. 原始设计方案中1、2、3、4厚度均为3.5mm, 桶身上部高度5为75mm. 为了方便后续的分析计算, 在建模过程中对实际产品整体强度影响不大的结构进行简化、剔除等处理.
依据吹塑桶的实际使用工况, 在其内表面施加0.33MPa的压力, 得到其最大等效应力23.62 MPa, 小于所使用原材料的屈服强度, 所以通过经验法设计均匀壁厚的吹塑桶, 其强度是可以满足力学性能要求的, 这点与吹塑桶的实际使用情况对应. 从应力云图1可知, 原始均匀壁厚吹塑桶所承受的最大等效应力主要出现在桶体中部与圆弧连接处. 另外, 使用三维建模软件可以计算得到原始均匀壁厚吹塑桶的质量为700g.
图1 原始设计等效应力分布云图(MPa)
2 吹塑制品壁厚分布的优化模型
2.1 制品壁厚分布优化模型的建立
在吹塑成型桶壁厚分布的优化中, 设计参数较多, 且对参数间的相关性有要求, 选用响应面分析法进行优化设计能直观地表示各参数之间的关系, 便于选取实验设计中的最优化方案. 依据建立的吹塑制品三维模型, 将1~5作为设计变量, 模型质量6和最大等效应力7作为目标函数值, 其参数变化范围作为约束条件(表1).
在确定优化设计变量、优化目标和约束条件后, 采用响应面分析软件中的Box-Behnken试验设计方法(BBD)进行试验设计. 按照表1中的参数, 对桶体壁厚进行BBD试验设计, 其中1、2、3、4、5作为影响因数(输入参数),6、7作为响应值(输出参数), 根据试验设计得到的46组壁厚分布值依次进行模拟受力试验, 分别获取输出参数6和7(表2).
表1 模型各参数约束条件

表2 46组模拟受力试验点
由表2可知, 不同的壁厚尺寸组合可以使得桶体的质量和最大等效应力产生差异, 并且壁厚1、2、3、4与桶体质量6基本呈现正相关, 原因主要是因为壁厚的增大导致桶体质量的增加. 另外, 随着壁厚1、2、3、4的增加, 桶体的强度得以提升, 最大等效应力值7也就越来越小. 这也反映了在确定吹塑制品壁厚时, 简单地采取均匀壁厚设计会使得吹塑制品强度过剩, 从而导致原材料的浪费. 从图2和图3能更加清晰地看出46组输入参数与输出参数之间的关系.
图2 试验次数与桶体质量P6的关系
图3 试验次数与最大应力P7的关系
利用Design-Expert软件中的Box-behnken设计规则对46组试验数据进行多元方程回归解析, 可以得到如下所示的5个影响因素对于2个响应值的多元二次方程式(1)和(2), 该方程组即为所需要的壁厚分布优化数学模型, 通过对该方程组进行极值求解, 就可以获得优化的壁厚分布组合.

2.2 优化模型的准确性验证
在响应面分析法中, 影响因素与响应值间的显著性关系一般通过值的大小进行判定,值越小, 则说明某个影响因素对某个响应值的显著性越高, 通常认为值小于0.05时则表示该模型较为显著. 表3和表4分别为5个影响因素对于桶体质量6和桶体最大等效应力7的应用方差分析结果, 从表中数据可见, 2个数学模型方程的值普遍都小于0.05, 并且分析结果显示为significant, 说明该模型具有统计学意义, 且结果较为显著.
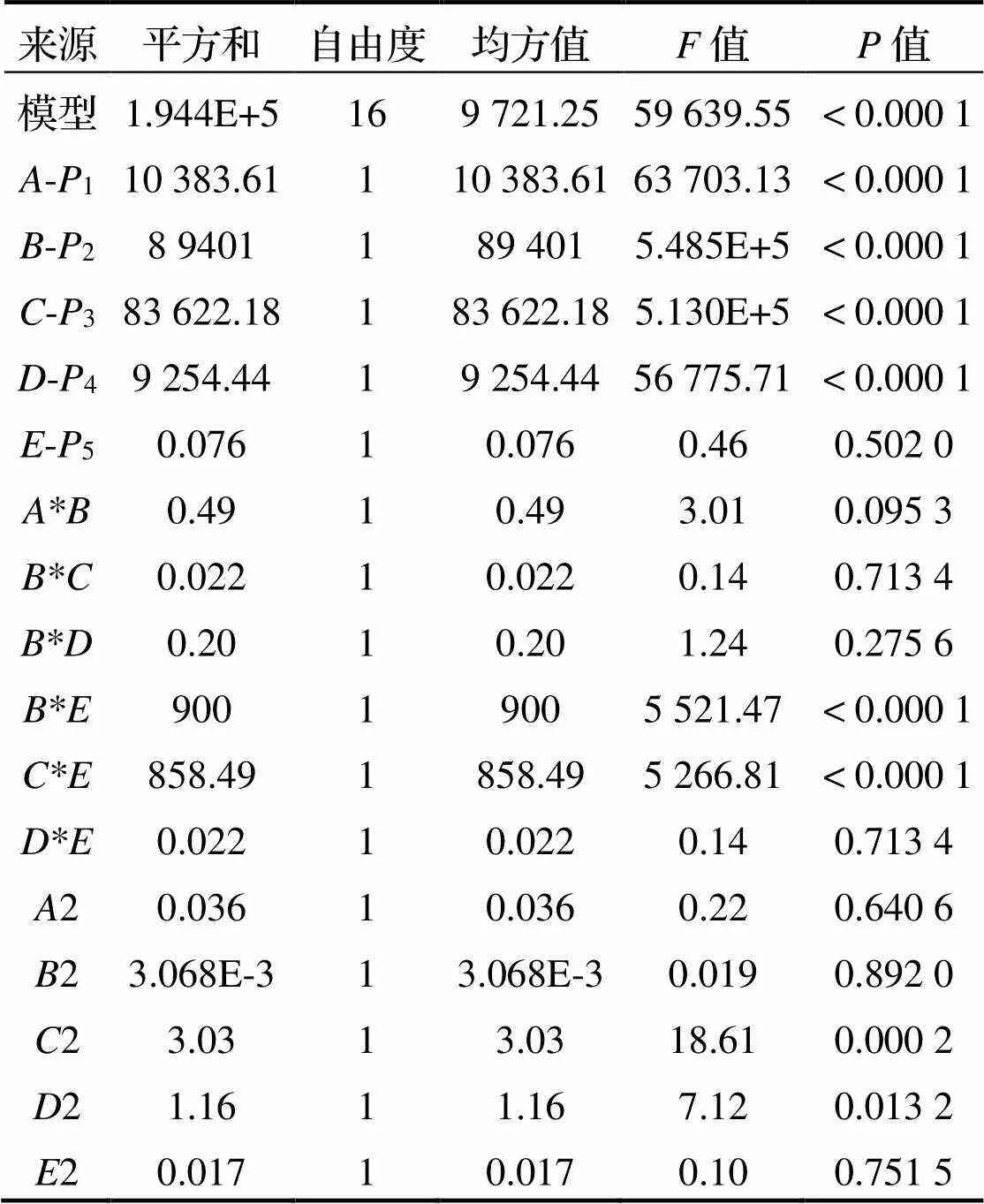
表3 桶体质量P6的应用方差分析结果
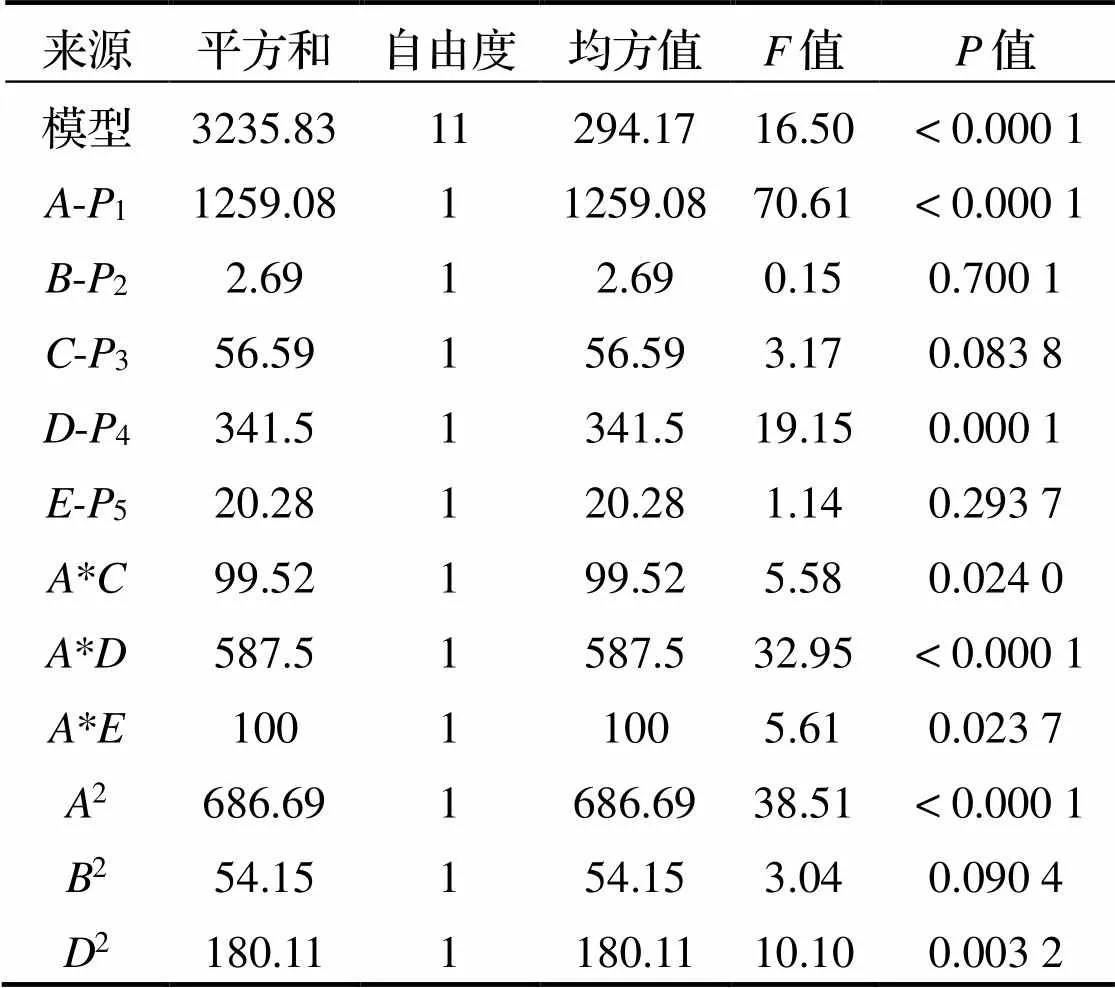
表4 桶体最大等效应力P7的应用方差分析结果

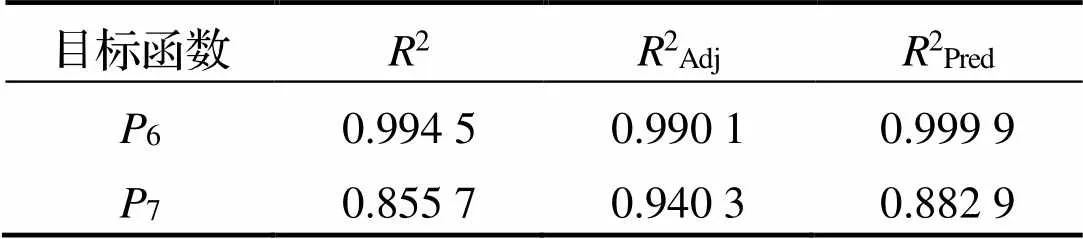
表5 模型误差分析结果
3 模型输入输出参数的相关性及优化结果
3.1 输入与输出参数的相关性分析
响应面分析中影响两因素与响应值之间的交互作用可通过响应面和等高线图进行判定. 对于响应面, 如果表现为平面, 则说明两因素对响应值的交互作用很弱; 反之, 响应面曲率越大则说明交互作用越强. 对于等高线图, 等高线图形越接近椭圆, 则说明两因素对响应值的交互作用越明显[10].
运用Design-Expert软件中的Box-Behnken设计规则对实验数据进行分析处理, 可以得到影响因素1、2、3、4、5与响应值6、7之间的响应面与等高线图.
从图4可以得出, 对于最大等效应力7、1、2、4、5之间的交互作用较为明显.1和4为桶上部和底部的厚度, 且两部分结构中都存在圆角, 所以对于最大等效应力的影响是较大的. 桶身部位由于在设计建模过程中被划分为3个区域, 桶身上下部位承担着连接大圆角和支撑桶身的作用, 所以桶身上下部位的厚度2和高度5对于最大等效应力的敏感度较大.
观察图5可以得出,2、3与桶的质量6之间的交互作用比较明显, 主要原因是在整个三维模型中, 桶身在桶中占据着较大的体积, 所以其3个区域的厚度对于桶质量影响很大, 两者厚度越大, 桶模型的质量就会相应地增加.
3.2 制品壁厚分布的优化结果
通过响应面分析, 利用BBD原则对模型进行极值求解, 以响应值质量6小于700g、最大等效应力7初始值23.62MPa的正负偏差5%为限制条件, 对方程(1)、(2)进行极值求解, 获取得到的数学模型6和7极值见表6.
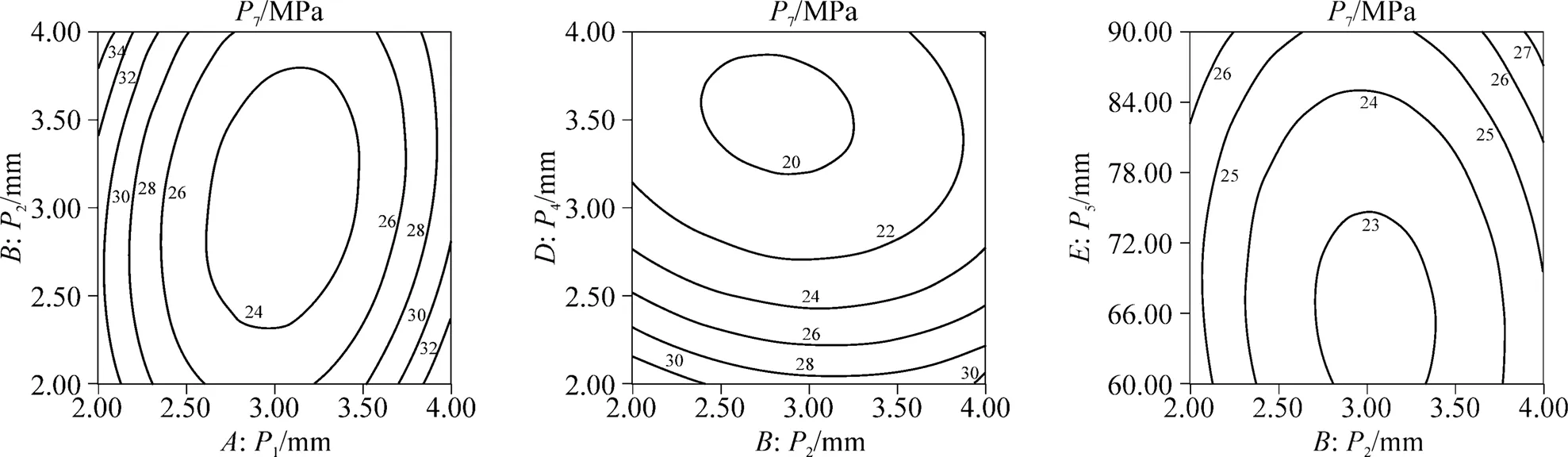
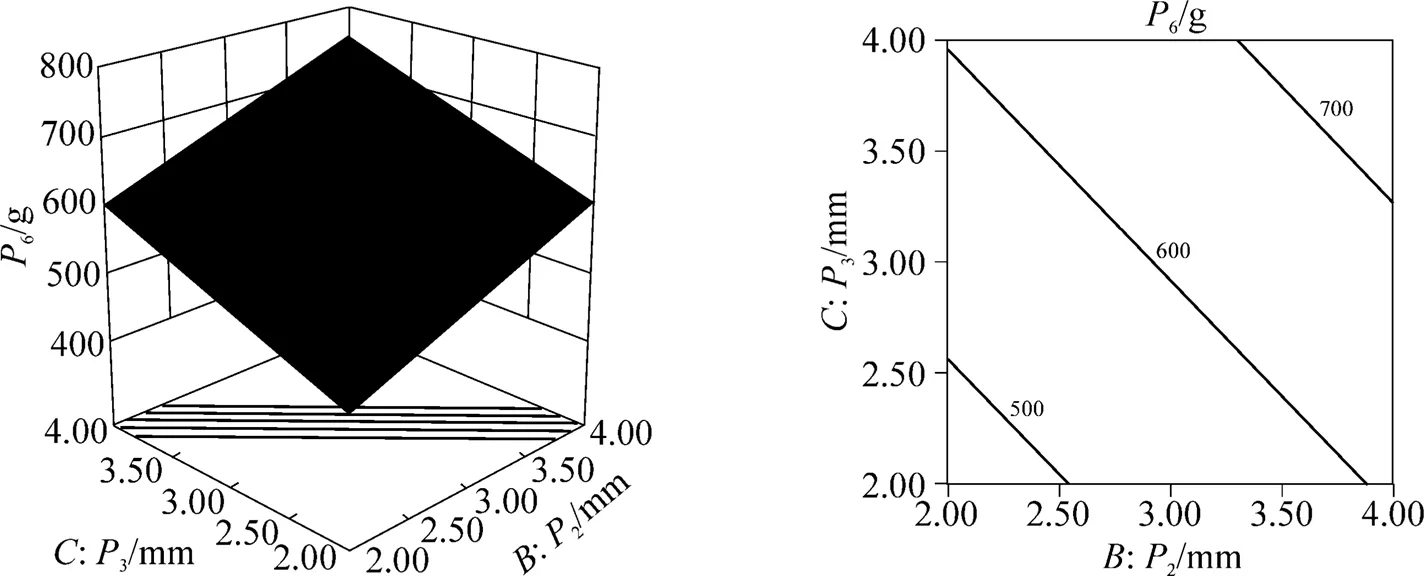
图5 对于质量P6影响的两因素响应面与等高线图
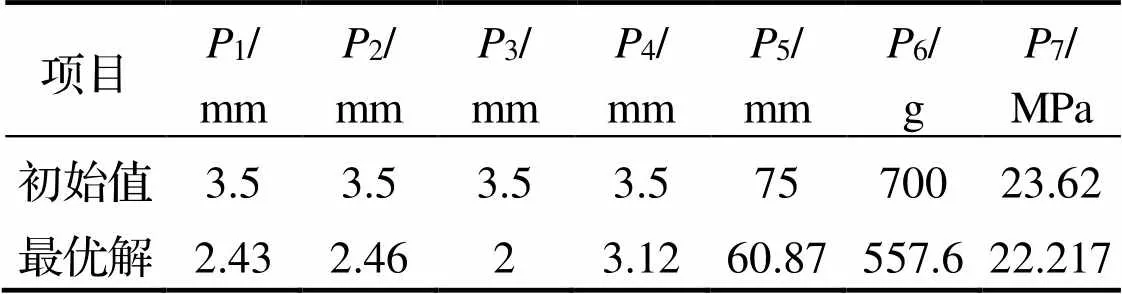
表6 初始尺寸组合与最终优化尺寸组合
对数据进行圆整, 选取值分别为2.4、2.5、2、3.1和61mm. 为了检验响应面分析法得到的吹塑制品壁厚分布的可靠性, 运用三维建模软件对模型进行修改, 并使用有限元分析软件对修改后模型进行最大等效应力计算, 优化后的结果如图6所示. 模型质量由最初均匀壁厚的700g降到558g, 减少20%; 最大等效应力由初始值23.62MPa降到20.901MPa, 减少11%, 该结果不仅与极值计算所得的最优解接近, 且在满足模型强度要求的前提下, 达到了降低模型质量、避免原材料浪费和降低成本的目标. 另外, 将上述方法用于实际试验, 以一种吹塑制品的壁厚分布值为目标, 通过调整中空吹塑机工艺参数, 获得与该壁厚分布值接近的吹塑桶成品, 测得吹塑桶质量由最初均匀壁厚的650g降为535g, 其破裂压力由采用均匀壁厚值3.5mm设计时的0.9MPa提升至1MPa, 与优化模拟结果基本一致.
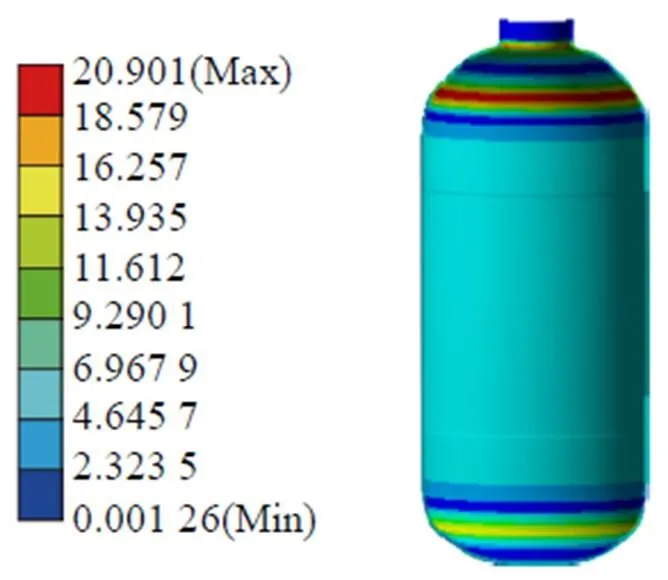
图6 优化后模型最大等效应力云图(MPa)
4 结论
结合有限元分析软件与响应面分析软件, 分析了与制品质量和最大等效应力相关的不同壁厚分布, 在既定的尺寸范围内, 对吹塑制品的壁厚组合进行了优化. 相比于经验设计得到的均匀壁厚吹塑桶, 经优化后的吹塑桶模型在不同部位采用合适的壁厚尺寸, 使得模型的整体壁厚更加合理. 研究表明, 通过优化, 可以将采用3.5mm均匀壁厚值设计的吹塑制品模型的质量和最大等效应力由700g和23.62MPa分别降低为558g和20.901 MPa, 对某种吹塑制品的实际试验也得到了相似的结果.
因此, 在满足吹塑制品力学性能的前提下, 运用响应面分析法对模型不同部位的壁厚尺寸进行优化, 可以减少吹塑制品仅通过经验法选取均匀壁厚的局限性, 并能为制品具体部位的壁厚选取提供量化标准, 使得吹塑制品壁厚分布更为合理, 进而提升制品的力学强度, 减少原材料的使用, 降低产品生产成本.
[1] Kekhilef N, Hedhli L, Seiler D. Branched PVDF gains melt strengh for film, blow molding and thermoforming [J]. Plastics Technology, 2007, 53(10):74-79; 85.
[2] 苏安喜, 黄汉雄, 张昊, 等. 改性聚乙烯醇挤出吹塑型坯膨胀研究[J]. 工程塑料应用, 2009, 37(8):30-33.
[3] 黄虹, 龙婷, 王选伦, 等. 型坯温差法优化挤出吹塑中空工业制件壁厚分布的研究[J]. 中国塑料, 2011, 25(2): 68-71.
[4] Rosato D V, Rosato A V, di Mattia D P, et al. 吹塑成型手册[M]. 卢秀萍, 王克俭, 译. 北京: 化学工业出版社, 2007.
[5] 邱建成, 林一波, 何建领. 挤出吹塑中空成型机塑化装置的创新设计[J]. 塑料包装, 2019, 29(4):33-44.
[6] 黄虹, 邱方军, 王海民, 等. 口模异型化设计在优化挤出吹塑中空工业制件壁厚分布中的研究与应用[J]. 工程塑料与应用, 2009, 37(12):68-71.
[7] 胡玉玲, 刘淑梅, 廖秋慧, 等. 基于正交试验的挤出吹塑制件壁厚优化[J]. 塑料, 2019, 48(3):57-60.
[8] 易婷, 焦志伟, 杨卫民. 挤出吹塑成型初始型坯温度的数值模拟优化[J]. 塑料, 2016, 45(6):69-72.
[9] 佚名. 赛科HDPE 5502FA高密度聚乙烯树脂[EB/OL]. http://www.secco.com.cn/uploadfiles/file/20111014/20111014203335_12863.pdf.
[10] 郑建国, 胡善明, 陈德清, 等. 响应面分析法优化聚丙烯酰胺微球大小工艺[J]. 当代化工研究, 2019(10):139- 140.
Optimization design of wall thickness distribution of hollow blow molded products based on response surface analysis
SHI Zhiyi1,2, LI Guofu1,2*
( 1.Faculty of Mechanical Engineering & Mechanics, Ningbo University, Ningbo 315211, China; 2.Institute of Advanced Energy Storage Technology and Equipment, Ningbo University, Ningbo 315211, China )
In order to solve the problems such as excessive or insufficient mechanical properties, waste of raw materials, and so on, due to the empirical method of determining the wall thickness of blow molded products, this paper proposes a mathematical model by using response surface analysis and finite element analysis. The wall thickness distribution of the product is studied with the goal of minimizing the weight of blowing molded products and improving their mechanical properties. The best wall thickness distribution of the product within the limited target conditions is obtained and it provides reference of selection standard for the wall thickness size in the R&D stage of product development. The results showed that through response surface analysis and finite element analysis, the optimal wall thickness distribution of blow molded products can not only improve the mechanical properties of the products, but also reduce the weight of the products, and save the raw materials and the cost of production.
wall thickness distribution of blow molded products; mechanical properties; response surface analysis
TH123
A
1001-5132(2022)02-0073-06
2020−11−31.
宁波大学学报(理工版)网址: http://journallg.nbu.edu.cn/
国家自然科学基金(6180211).
石志义(1995-), 男, 湖北黄石人, 在读硕士研究生, 主要研究方向: 机械结构设计. E-mail: 961904927@qq.com
李国富(1966-), 男, 浙江温岭人, 教授, 主要研究方向: 机电测控、制造系统工程. E-mail: liguofu@nbu.edu.cn
(责任编辑 章践立)
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
房地产导刊(2022年5期)2022-06-01
建材发展导向(2022年4期)2022-03-16
中学生数理化·高三版(2021年12期)2021-09-05
建材发展导向(2021年12期)2021-07-22
建材发展导向(2021年23期)2021-03-08
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
分析化学(2017年12期)2017-12-25
祝您健康(1986年3期)1986-12-31
- 宁波大学学报(理工版)的其它文章
- 港口、航运服务业与城市经济耦合协调发展评价
- 深度和结构相似性引导的四参考视点融合算法
- 学科新书导览