天然气长输管线内表面管材焊缝余高对缺欠检出的影响
2022-03-11 01:30陈兰亮宋志刚
石油化工建设 2022年1期
陈兰亮 宋志刚 李 勇 韩 涛
山东泰思特检测有限公司 山东 淄博 255438
随着工业生产对检测效率和可靠性要求的不断提高,尤其是国家对产品质量和公共安全日益重视,要求超声检测更加快速可靠,缺陷的显示更加直观,对缺陷的描述更加准确。原有的以A 型显示手工操作为主的A 型脉冲反射法超声检测难以满足新的需求,因而逐渐发展出基于扫查装置和位置编码器的B、C 或D 型超声成像检测技术,以及衍射时差法超声检测技术(TOFD)和相控阵超声检测技术等。其中,相控阵超声检测因灵活的声束组合和快速成像性能得到了越来越多的关注,成为超声检测领域的新热点,并且在各行各业无损检测领域得到了成功应用。目前,相控阵超声检测在天然气长输管线中也得到了广泛应用。
在石油天然气长输管线的相控阵检测中,检测人员经常会发现螺旋焊缝位置的耦合监控耦合不良,导致评定人员对此处焊缝的相控阵图谱无法评定,这将导致焊缝漏检。为此,制作两块模拟试块,在同等条件下进行相控阵检测,对人工缺陷的检出进行对比。
1 模拟试块的制作
制作两个带有焊缝的模拟试块,两个试块母材都带有螺旋焊缝,具体尺寸如下:
1 号模拟试块管径规格为1016mm×17.5mm,宽度300mm、长度500mm;内表面母材焊缝打磨至平滑(图1)。在焊缝两侧热影响区内顺着焊缝方向各开槽深度1mm、宽度1mm、长度100mm 的缺陷,缺陷编号为1、2、3、4;缺陷距离焊缝熔合线位置5mm。

图1 1 号模拟试块示意图
2 号模拟试块规格为1016mm×17.5mm,宽度300mm、长度500mm;内表面母材焊缝打磨至平滑,内表面母材焊缝未打磨(图2)。在焊缝两侧热影响区内顺着焊缝方向各开槽深度1mm、宽度1mm、长度100mm 的缺陷,缺陷编号为①②③④;缺陷距离焊缝熔合线位置5mm。
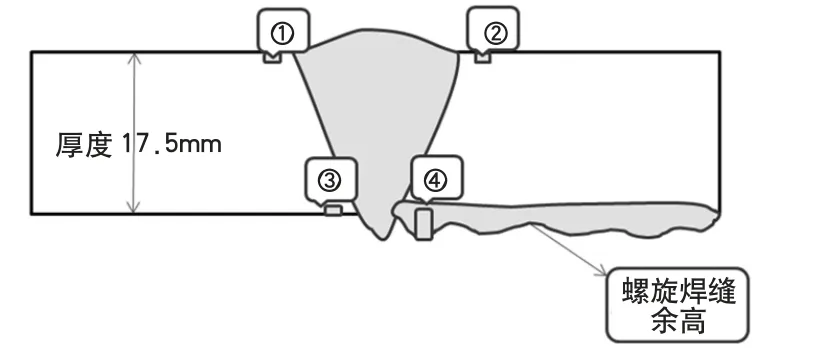
图2 2 号模拟试块示意图
2 对比实验
《石油天然气钢质管道无损检测》SY/ T 4109- 2020标准规定SPA- B 标准试块调节相控阵设备,使用探头规格为5.0- L32- 0.5- 10。设备调校时,保证焊缝达到两次扫描覆盖。
分别对1、2 号模拟试块进行相控阵检测,扫描图谱分别见图3、图4。由图3 可见,1 号模拟试块1、2、3、4 处,缺陷长度显示、缺陷位置显示均与实际开槽一致。由图4 可见,2 号模拟试块编号③、④处缺陷长度显示大体与实际开槽一致,而①、②缺陷在丁字缝位置无法显示。

图3 1 号模拟试块相控阵图谱
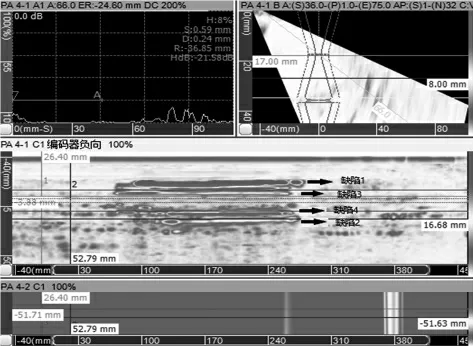
图4 2 号模拟试块相控阵图谱
通过上述1、2 号模拟试块两幅图谱对比发现,2 号模拟试块内表面母材焊缝未打磨位置的耦合监控表现为耦合不良,同时在丁字缝位置焊缝两侧模拟缺陷无法检出。而1 号模拟试块内表面母材焊缝经打磨后,相控阵图谱耦合良好,且模拟缺陷能够检出。
3 缺陷漏检原理分析
通过以上对比实验,结合相控阵相关知识及理论,对发生缺陷漏检情况进行分析:相控阵检测时,超声波在丁字焊缝处二次波回波方式如图5 所示,因母材丁字焊缝的余高未打磨平滑,超声波在余高位置产生了散射,导致二次波无法按照正常路径进行检测。
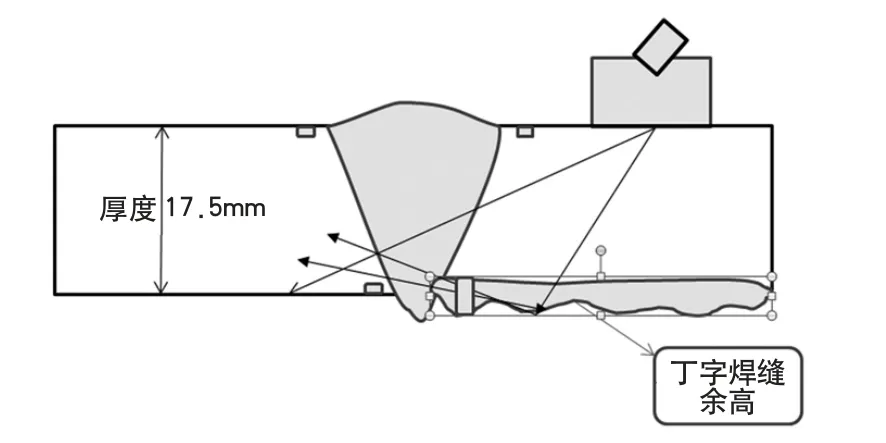
图5 母材余高未打磨回波路径
4 结语
综上所述,在石油天然气长输管线的相控阵检测中,如未将管材丁字缝位置焊缝两侧的丁字缝余高磨平,则会影响相控阵检测的缺陷检出,造成对接焊缝漏检。针对上述情况,建议在天然气长输管线焊接对口前,必须将管材丁字缝位置内外表面全部打磨平滑,打磨宽度必须满足SY/ T 4109- 2020 标准规定的探头移动区,并且应与管道曲率半径一致。这样,在丁字焊缝位置发现的缺陷和定位准确,可保证整个焊缝的相控阵检测无漏检。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
中国特种设备安全(2022年3期)2022-07-08
科学技术创新(2022年1期)2022-02-19
煤气与热力(2021年3期)2021-06-09
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
建材发展导向(2019年5期)2019-09-09
铸造设备与工艺(2019年2期)2019-07-25
电子制作(2019年24期)2019-02-23
雷达学报(2018年3期)2018-07-18