AAO及改良型工艺耦合MBR工艺应用研究综述
2022-03-10 08:12:36鲍任兵万年红魏晓蓓贺珊珊
净水技术 2022年3期
鲍任兵,马 民,徐 健,万年红,魏晓蓓,杜 敬,贺珊珊
(1.中国市政工程中南设计研究总院有限公司,湖北武汉 430010;2.武汉市城市排水发展有限公司,湖北武汉 430070)
生化处理是污染物削减的主要环节,也是污水处理提质增效的最终落脚点,其运行情况将直接影响城市水环境及人民生活质量。氮、磷是引起水质超标的主要污染物,传统AAO工艺是生物硝化反硝化工艺及生物除磷工艺的结合,能够达到脱氮除磷的效果。然而,我国污水处理厂普遍存在进水浓度低、碳氮比低、无机悬浮物浓度高的特点,大大增加了处理难度和运行成本。目前,污水处理厂改、扩建日益增多,处理工艺控制日趋复杂,调控反应滞后、运行方案不精确等问题凸显。
随着技术工艺的提升,各地政府对污水处理提出了更为严格的要求,不少省市相继出台新法规,将城镇污水处理厂污染物排放标准由《城镇污水处理厂污染物排放标准》(GB 18918—2002)中的一级A标准,提升到《地表水环境质量标准》(GB 3838—2002)中的Ⅳ类标准。在排放标准日趋严格的情况下,特别对于现有污水厂的提标,应重点关注于挖掘生化处理潜能,通过调控关键控制点,优化氮、磷去除性能,在不新增构筑物下达到出水水质的提升。
改良Bardenpho工艺和多级AO工艺因其脱氮性能好,能较好地满足大量去除TN的要求,因此,工程应用越来越多。为了进一步提升活性污泥法处理效果,提高在低碳源和低温条件下的氮、磷去除能力,增强抗水质水量冲击负荷,传统AAO工艺、改良Bardenpho工艺、多级AO工艺与MBR工艺的耦合成为新建提标改造的新型工艺形式,但仍存在回流污泥溶解氧偏高、回流形式复杂、调控困难等问题,导致出水水质不稳定、运行费用较高。本文通过总结传统AAO及其改良型工艺耦合MBR工艺的技术特点和处理难点,并结合相关工程应用案例,提出系统性的工艺优化措施和调控方案,为今后污水处理厂的新建、改扩建工艺选择以及优化路径提供技术支持。
1 常见工艺类型
1.1 AAO-MBR工艺
AAO-MBR工艺是在传统AAO工艺基础上取消二沉池,同时增设MBR池,与传统AAO工艺相比,AAO-MBR工艺污泥含量更高,普遍达到8 000~10 000 mg/L,有利于缩短工艺流程,减少水力停留时间(HRT),增强抗水质水量冲击负荷能力,并且在一级A出水要求下能够节约占地近40%[1]。MBR工艺通常采用高曝气形式增加膜丝抖动,防止污泥黏住膜丝,以提高膜使用寿命。常规AAO工艺好氧池溶解氧含量要求一般在2~3 mg/L,然而MBR反应池的高曝气量将导致回流污泥溶解氧偏高,含量通常能达到6 mg/L以上[2]。研究表明,MBR池的高浓度污泥及较长的污泥龄能够保证系统对于氨氮的去除,在低温条件下仍能保持较高的硝化反应速率[3-4]。较高的曝气强度却不利于反硝化和释磷反应,若直接回流至厌氧池或缺氧池,将引入大量溶解氧,破坏厌氧和缺氧环境,丧失脱氮除磷功能。如图1所示,AAO-MBR工艺通常采用三级回流形式,逐级降低MBR池回流液溶解氧,在高污泥浓度下保证各反应区的溶解氧要求,回流比通常依次为400%~600%、300%~500%、100%~200%。

图1 AAO-MBR工艺流程图Fig.1 AAO-MBR Process
在排放标准日趋严格的形势下,多数污水厂提标改造采用AAO-MBR工艺,但后置MBR池主要功能在于提高反应池内的生物量,延长污泥停留时间(SRT),以保证低温和进水浓度偏低条件下的生化处理性能,氮、磷的去除仍然主要依靠前置AAO工艺。在生化处理性能较好的情况下,AAO-MBR工艺有助于提升出水水质,使TP含量稳定达到0.5 mg/L以下,TN含量达到15 mg/L以下。但MBR池若采取持续的高曝气强度也增加了氮、磷去除的不稳定性,无法保证出水TN含量稳定达到10 mg/L以下。

图2 倒置AAO-MBR工艺流程图Fig.2 Inverted AAO-MBR Process
在高排放标准要求下,为了应对污水处理厂进水碳源不足的问题,通常采用外加碳源的方式。为了减少碳源投加,充分利用进水中的碳源,采用倒置AAO-MBR工艺具有一定优势。如图2所示,缺氧池位于首端,能够优先与进水接触获得碳源进行反硝化,强化脱氮效果,且可以取消缺氧至厌氧的回流,简化系统的同时节省运行能耗。为了保证厌氧释磷,需增加厌氧区的分段进水,并且需保证前置缺氧池的反硝化性能,否则大量硝酸盐进入厌氧池将导致无法有效厌氧释磷。因此,倒置AAO-MBR工艺对于缺氧池的容积要求将较大,且要保证反硝化反应的有效性,这就增大了运行的不稳定性和风险。
1.2 改良Bardenpho-MBR工艺
为达到更严格的出水TN要求(TN含量稳定达到10 mg/L以下),改良Bardenpho工艺与MBR工艺的组合工程应用日渐增多。该工艺就是在AAO-MBR工艺中间增设专用的脱氮单元(AO池),使所有好氧池产生的硝酸盐全部经过缺氧区进行反硝化,并投加碳源,强化脱氮效果,后置好氧池也可与MBR池合并。
目前,存在2种回流方式:(1)回流形式与AAO-MBR工艺一致,MBR池回流至前端好氧区,前端好氧区回流至前端缺氧区,前端缺氧区回流至厌氧区[图3(a)];(2)MBR池回流至前端好氧区,后置缺氧区回流至厌氧区[图3(b)]。刘议安等[5]和祝君乔等[4]分别采用图3中回流方式一和回流方式二,在进水碳源较好的情况下,均实现了出水TN含量稳定低于10 mg/L,TP含量稳定低于0.3 mg/L。高术波[6]采用回流方式二对北京某污水厂进行提标改造,当COD/TN约为6时,仍能保证出水TN含量低于15 mg/L。本文推荐采用回流方式二,从后置缺氧区回流的混合液经过了2个缺氧区,其硝酸盐浓度较回流方式一更低,可以避免硝酸盐对厌氧释磷的影响,增强除磷效果。另外,当进水碳源不足时,后置缺氧区需投加碳源,采用该区域回流至厌氧区,能够充分利用富裕的碳源用于厌氧区释磷,避免了碳源的浪费。

图3 改良Bardenpho-MBR工艺流程图Fig.3 Modified Bardenpho-MBR Process
1.3 多级AO-MBR工艺
与传统AAO工艺和改良Bardenpho工艺相比,多级AO工艺是采用多段AO区串联而成(一般2~3段),并采用多点进水方式,具有占地面积小、无需内回流、通常情况下无需投加碳源等优点,因此,在现阶段得到广泛应用。多级AO工艺与MBR工艺相结合后既能发挥前者的强化脱氮优势,又能发挥MBR工艺抗冲击负荷能力强的优势。为了保证生化池的污泥量,需进行污泥回流,常规多级AO工艺为二沉池回流至厌氧区,但MBR池溶解氧含量较高,需进行多级回流逐步降低溶解氧。目前,针对多级AO-MBR工艺的相关工程应用较少,也未形成系统的调控手段和运行策略。张晓飞等[7]通过构建多级AO-MBR工艺中试装置,实现在7~13 ℃条件下基本能保证出水TN含量低于10 mg/L,去除率稳定达到85%以上,出水TP含量甚至低于0.1 mg/L,去除率高达97.5%以上,这说明该工艺在低温条件下能有效满足较高的排放标准。
由于污泥回流的存在,多级AO工艺可不设内回流,但多级AO-MBR工艺因MBR池污泥溶解氧较大无法直接回流至厌氧池,其回流方式将对其污染物去除性能产生较大影响。本文提出4种多级AO-MBR工艺回流方式:(1)MBR池回流至第一好氧区前端,第一缺氧区回流至厌氧区前端[图4(a)];(2)MBR池回流至第一好氧区前端,第二缺氧区回流至厌氧区前端[图4(b)];(3)MBR池回流至第二好氧区前端,第二缺氧区回流至厌氧区前端[图4(c)];(4)MBR池回流分别回流至各好氧池前端,第二缺氧区回流至厌氧区前端[图4(d)]。

图4 多级AO-MBR工艺回流方式Fig.4 Mixed Liquid Reflux Mode of Multistage AO-MBR Process
由于目前尚缺乏相关研究,现通过理论分析4种回流方式对氮、磷去除的影响。首先为保证厌氧区的高效释磷,图4中的回流方式二、三和四较为合理,污水经过两级缺氧可获得更低的硝酸盐浓度。另外,从MBR池回流的污泥浓度较高,能大幅增加生化池的微生物含量,增强抗冲击负荷能力,采用回流方式二和四更合理,能使生化池既能保持高污泥浓度,又能保证除磷效果。一般为防止MBR反应池内的污泥浓度过高导致膜丝堵塞,回流量一般为500%。通常多级AO工艺逐级AO的HRT相差不大或有增大趋势[8-9],若采用回流方式二将导致第一段AO承受过量回流,难以稳定达到缺氧环境,因此,采用回流方式四更为合理,将回流量平均分配于多个好氧池,既能保证各功能区的污泥浓度,又能保证各反应功能区的溶解氧环境。
2 技术难点及优化措施
2.1 脱氮
MBR工艺主要针对有机物、SS和氨氮,本身不具备反硝化功能,硝酸盐的去除主要依靠前端生化工艺,因此,生化处理性能将直接影响出水TN。在耦合工艺下,MBR池的高溶解氧回流液将对前端生化反应产生较大影响。虽然采取多级回流的形式逐级降低溶解氧,能够在一定程度上缓解对缺氧反硝化和厌氧释磷的抑制,但仍然会导致高曝气量的浪费,造成能耗偏高。因此,在控制膜污染的同时,对实现溶解氧控制以及耦合工艺下的生化池优化设计具有重要意义。
(1)溶解氧控制
为控制膜污染,MBR工艺气水比通常达到10∶1以上,回流至好氧池后溶解氧含量也能达到4~5 mg/L,因此,应充分利用膜池回流的溶解氧,降低好氧区曝气量实现溶解氧控制。根据李易寰等[10]研究,控制好氧区末段溶解氧含量在1.5~2.5 mg/L,出水TN含量可以稳定在10 mg/L以下。溶解氧控制可采取分区曝气方式,通过将好氧区进行曝气分区,实时监控进水浓度和好氧区溶解氧,及时调控分区的曝气量,实现好氧区末端溶解氧的精确控制。唐鑫伟等[11]通过采用德国冰得公司生产的VACOMASS®曝气精确分配与控制系统,将好氧区分为前端和后端,降低前端曝气量以缓解膜池高溶解氧污泥回流,同时监控进水污染物负荷变化,精确控制后端曝气,使好氧区末端溶解氧含量始终位于(1.0±0.5)mg/L,实现出水TN含量低于5 mg/L。对于低碳氮比污水,降低好氧区末端溶解氧还能大幅减少碳源投加量。根据德国冰得公司研究,通过精确控制降低内回流溶解氧为3 mg/L,碳源投加量可相应降低近20%,大大降低了吨水处理药耗。然而对于现有污水厂提标改造,直接采取降低好氧区的曝气量或直接关闭好氧池风机,将容易发生污泥沉积,因此,需同步增设推流器等防积泥措施。
(2)生化池优化设计
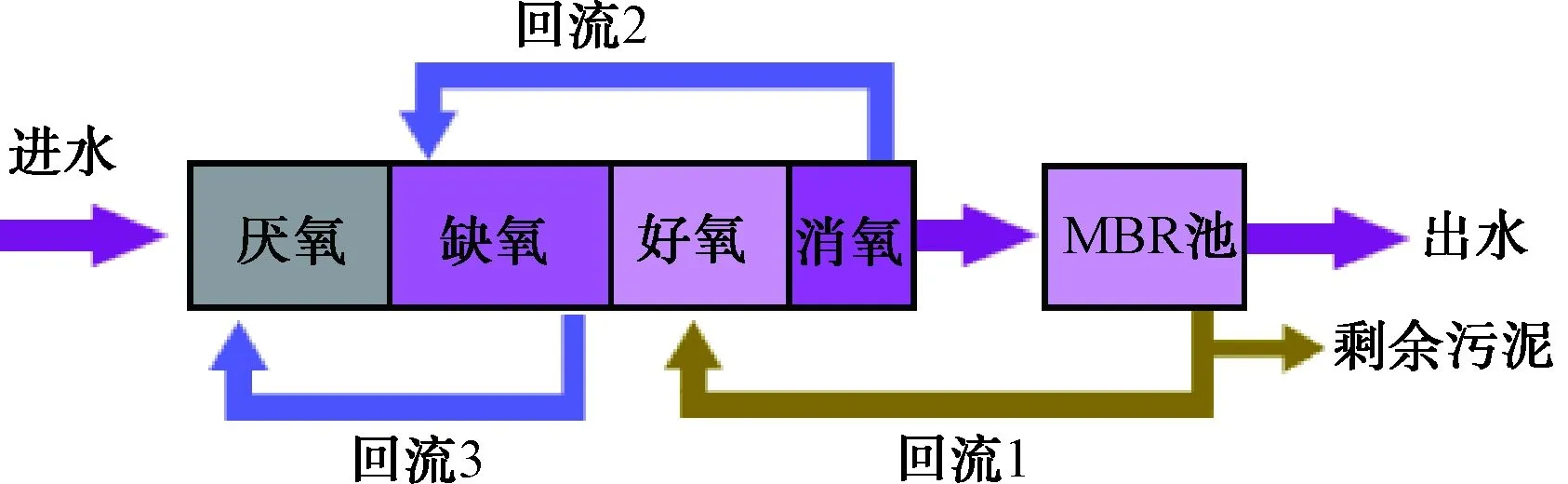
图5 AAO-MBR工艺优化设计Fig.5 Optimal Design of AAO-MBR Process
针对现有污水厂提标改造,当采用耦合MBR的工艺形式时,若直接采用原生化池设计和曝气系统,要达到好氧池末端低溶解氧的同时,保持出水COD和氨氮达标较为困难,对运行调控也是巨大的挑战。如图5所示,本文提出可在好氧区后设置单独的消氧区,膜池回流的污泥首先进入消氧区使溶解氧含量降至1.5 mg/L以下,之后回流至缺氧区。好氧区和膜池可保证有机物和氨氮的处理达标,设置消氧区对于运行管理的调控要求较低,但可能导致占地略微增大,适用于大部分污水厂提标改造的要求。一般情况下,耦合MBR生化工艺好氧区至缺氧区的回流量为300%~500%,而传统的AAO工艺回流量为200%~300%,将导致实际缺氧区HRT减少30%~50%,降低反硝化程度。因此,对于耦合MBR的生化工艺形式,还应将缺氧池HRT增大。
2.2 除磷
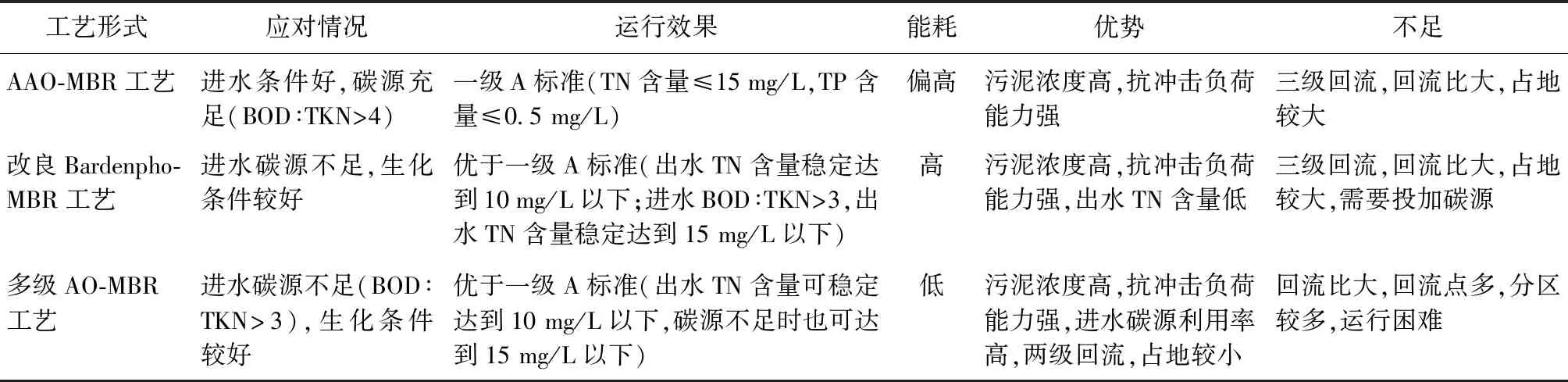
表1 AAO及改良型工艺耦合MBR工艺优选方案Tab.1 Effective Process Selection of AAO and Modified Process Coupled with MBR
为保证出水TP达标,通常采取化学除磷方式。李易寰等[10]通过向好氧区前端投加三氯化铁,实现出水TP含量低于0.2 mg/L。但随着药剂的持续投加,膜池污泥内磷、铁的含量有升高趋势,这说明逐步出现了磷富集和化学污泥占比增大的现象[12]。因此,化学除磷方式可用于应急投加,长期连续投加并不可取,重点在于低曝气MBR池的研发,进一步强化生物除磷。
2.3 膜污染控制
膜池内高浓度的悬浮污泥易附着于膜丝,是导致膜污染的主要因素,也是目前膜池采取大曝气方式的根本原因,因此,采取有效手段保持膜丝清洁的同时,保证生化效果至关重要。当膜污染形成、膜通量降低时,通常采用酸、碱或其他化学药剂浸泡的方式去除膜孔内的污染物,不但易造成二次污染,还会影响膜使用寿命[13]。目前,运行过程中减缓膜污染的物理手段主要是投加粉末活性炭、悬浮填料以及开发新型膜清洗技术等。
(1)投加粉末活性炭
在常规MBR池内,活性污泥处于悬浮状态,在大曝气量下不易形成粒径较大的生物絮体,易黏住膜丝,加快膜污染。研究表明,向反应池内投加粉末活性炭和颗粒活性炭均能够显著增大污泥絮体粒径,降低污泥比阻值,减小膜孔堵塞几率,延长运行周期[14-15]。郭小马等[16]通过向MBR池中投加0.8 g/L的粉末活性炭,有效减小了跨膜压差的上升速度,减缓了膜污染,使运行周期从7 d延长至26 d。一般粉末活性炭的投加量可在0.5~1.5 g/L,过高投加量反而会影响絮体形成,降低膜临界通量[17]。
(2)投加悬浮填料
在膜池内添加填料能够在曝气环境中增加对膜丝的擦洗作用,缓解膜污染。研究表明,在投加填料后可将活性污泥富集在填料表面,提高了生物絮体凝聚力;同时膜池内MLSS降低,膜表面滤饼层更为疏松,跨膜压差显著降低,可相应减少膜清洗频率,延长运行时间。樊嘉文等[18]通过向AAO-MBR工艺缺氧区、好氧区和膜区添加悬浮填料,在保证氮、磷去除效果的基础上,将最长膜运行时间从8.71 d延长至138 d,大大控制了膜污染进程。
(3)新型膜清洗技术
低曝气或非曝气型MBR膜清洗技术的开发,如超声波在线清洗技术[19-20]、往复运行式膜组件[21]、电场缓解膜污染技术[22]等,为该工艺的发展提供了新思路。膜组件在运行过程中不再依靠大曝气量保持膜清洁,在降低能耗的同时减少了回流污泥的溶解氧浓度,全面提升生化处理效能。目前,清洗效果尚有待进一步提升,相关工程应用较少,尚未形成完善的技术体系和设计标准,这将是今后的发展方向。
3 工艺选择与调控方案
表1总结了AAO及改良型工艺耦合MBR工艺形式的特点和应对情况,在新建污水厂或现有污水厂提标改造时,应根据进水水质和排放标准要求,综合考虑占地及运行经济性,合理选择最佳工艺方案。
目前,生化耦合MBR工艺形式的工程应用日益增多,但缺乏相关的设计标准和系统性的优化研究,仍存在无效容积大、运行复杂的难题。表2列举了关键技术问题及优化措施,为今后研究方向及工艺调控提供支持。

表2 生化耦合MBR工艺形式调控方案Tab.2 Control Scheme of Biochemical Reactions Coupled with MBR
4 结语
传统AAO工艺、改良Bardenpho工艺、多级AO工艺与MBR工艺的耦合形式能够在低碳源、低温条件下有效提高氮、磷去除能力,增强抗冲击负荷能力,这是新建污水厂和现有污水厂提标改造的有效选择。
对于现有污水厂的改造,需要根据进水水质和出水重点关注指标优化调控和运行参数,调整运行策略,保证前端生化系统的运行高效性和稳定性;对于新建污水厂的设计,应优化前置生化工艺的设计参数和回流形式,提出新的设计思路,发挥各工艺单元最大优势的同时减少无效容积。
为努力实现碳达峰和碳中和目标要求,进一步促进节能减排,探索新型的膜组件及运行方式是今后发展的必然选择。
猜你喜欢
化工管理(2024年1期)2024-01-17 08:49:20
环境工程技术学报(2022年3期)2022-06-05 07:20:20
能源化工(2021年6期)2021-12-30 15:41:26
昆钢科技(2021年6期)2021-03-09 06:10:20
科学与信息化(2020年11期)2020-06-19 08:50:42
计算机测量与控制(2017年6期)2017-07-01 16:24:28
水利科技与经济(2017年6期)2017-04-28 08:30:14
电源技术(2016年9期)2016-02-27 09:05:25
中国环保产业(2015年2期)2015-01-28 03:14:11
河南科技(2014年16期)2014-02-27 14:13:33