
高功率密度高压电机定子调同心度的工艺改进
2022-03-10 06:18柳传友崔晔陈磊
机电信息 2022年4期
柳传友 崔晔 陈磊


摘要:定子调同心度是吊入式定子结构高功率密度电机的关键制造工艺,不同调整方法的调整效果、耗费的人工都不相同。鉴于此,分析了气隙调整法、同心度调整法调整定子同心度工艺的缺点,介绍了利用激光跟踪仪调整定子同心度的具体方法,通过相关分析确认基于激光跟踪仪的3D视图评价法是定子调同心度的最佳工艺。
关键词:高功率密度电机;同心度;气隙;激光跟踪仪
中图分类号:TM30 文献标志码:A 文章编号:1671-0797(2022)04-0086-03
DOI:10.19514/j.cnki.cn32-1628/tm.2022.04.025
0 引言
高功率密度高压电机具有同规格条件下功率大、结构紧凑、性价比高的优点,因此深受国内外客户的喜爱。目前市面上主要有两种结构的高功率密度电机,区别在于定子铁芯的固定方式不同,一种是铁芯与机座内壁固定,另一种是铁芯与机座底脚固定。其中铁芯与机座底脚固定的电机结构特殊,装配难度大,尤其是定子同心度的调整工艺,如果选择不合理,不但会延长装配时间,还会影响定子同心度的调整精度。定子同心度调整精度差会引起电机振动大、电磁响声等故障,所以选取合适的定子同心度调整工艺尤为重要。
1 传统的定子装配工艺方法
鐵芯与机座底脚固定方式的定子简称吊入式定子,铁芯和机座侧板不接触,定子铁芯的电磁力引起的振动通过定子铁芯底脚向机座下部底脚板传递,能够很好地减小电机的振动。定子铁芯是通过几根螺杆紧固的,片间压力和剩余压力的保证给定子提供了一定的刚性,但这种刚性是有限的,日常操作过程中不注意细节容易引起铁芯变形,此类电机装配时需调整定子铁芯内圆与机座止口内圆的同心度。同心度调整不到位会导致电机气隙不均,电机试验时容易产生电磁响声和振动现象,气隙均匀度差还会导致电机使用过程中故障频发,严重缩短电机使用寿命[1]。
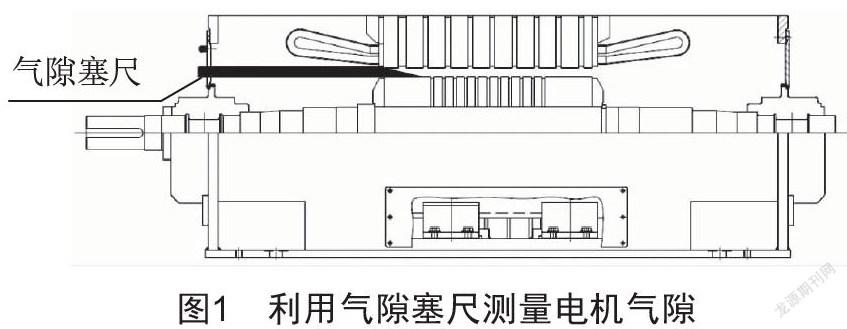
1.1 气隙调整法
电机装配后通过测量电机气隙的方式来调整定子位置、保证定子同心度的方法称之为气隙调整法。先把定子铁芯吊入机座,然后装配电机,为了保证气隙测量方便和提高气隙测量准确度,装机时不装挡风板和挡风圈。如图1所示,电机装配后使用气隙塞尺测量电机气隙,根据测量结果拆机,通过增减定子铁芯底脚处的垫片数量来调整定子铁芯在机座中的上下位置,之后再装机测量气隙,利用定子铁芯底脚处的调节螺丝调整定子铁芯的左右位置,最终保证定子铁芯与机座的同心度。定子铁芯位置每调整一次都要再次测量气隙,直至气隙均匀度满足图纸、工艺要求为止。气隙调整到位后再拆掉电机,拆机时应注意尽量保护好轴承,防止重要零部件发生磕碰损伤,安装定子挡风圈、挡风板后复测气隙合格再进行试验检测。
1.2 同心度调整法
高功率密度电机使用气隙调整法安装,气隙调整合格后需再次拆机安装挡风板和挡风圈,重复安装不但耗费大量的人工和时间,还会增加零部件磕碰损伤风险。为解决这个问题,可以使用定子铁芯内圆和机座止口内圆同心度调整工装来调整定子同心度,定子同心度调整后直接装机试验,不需要再拆机。
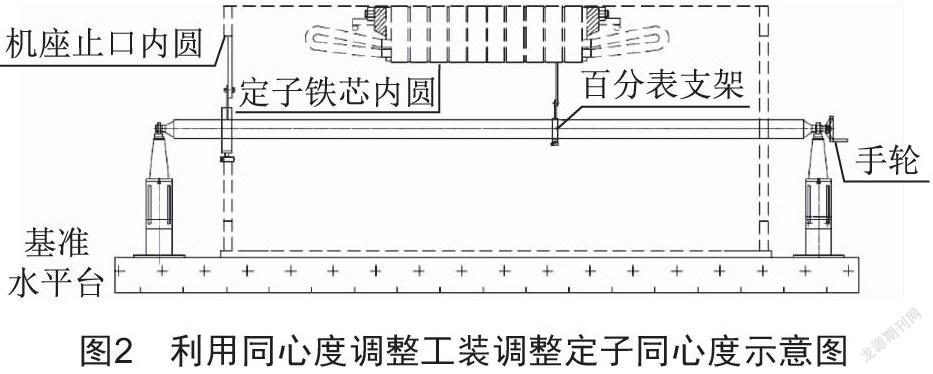
具体方法是仔细清理定子铁芯内圆需要校正跳动的位置,将铁芯吊入机座,再将机座吊上铸铁平台,在平台合适位置利用梯形块固定同心度调整工装的支座,使用量具测量工装转轴外圆到机座止口的距离,根据测量结果粗调机座的高度和左右位置。将工装上的百分表支架移动到机座止口下方并安装百分表,转动手轮读取百分表数值,测量机座止口内圆相对于工装转轴外圆的跳动,按照工装上百分表显示的跳动值精确调整机座位置,机座上下位置使用垫片调整,左右位置通过平台上设置的临时顶丝调整,最终保证机座两端止口内圆与工装同心,同心度≤0.1 mm。将工装表面带有百分表的支架移动到定子铁芯两端内圆下方,测量定子铁芯内圆相对于工装转轴外圆的跳动,根据测量结果调整定子铁芯的位置,定子铁芯上下位置使用垫片调整,左右位置使用机座上固定的顶丝调整,最终保证定子铁芯内圆与工装同心,同心度≤0.1 mm。整个调整过程如图2所示。
通过上述方法可以保证铁芯内圆与机座两端止口内圆同心度≤0.2 mm。定子铁芯内圆与机座止口内圆同心度调整完毕后直接穿入转子进行装配,然后进行试验检测。
2 传统定子装配工艺的缺点
2.1 气隙调整法缺点
定子嵌线浸漆后定子铁芯内圆残留的漆瘤和漆膜、转子浸漆后转子外圆漆膜厚度不均、转子外圆跳动、定子内圆跳动等因素都会影响气隙测量的准确性[2],工具精度及测量人员能力不同也增加了气隙测量的不准确性,以上因素会导致定子同心度调整精度不高,电机试验时极易出现电磁响声、电机振动大等问题。电机使用上述方法安装需要多拆装一次电机,试验不合格返工也会增加电机拆装次数,重复安装增加了零部件磕碰损伤风险和电机装配时间。
2.2 同心度调整法缺点
装配时需要使用平台,平台的平面度直接影响到同心度调整结果。机座止口与工装外圆同心度调整到位以后才能调整定子铁芯内圆与工装的同心度,调整时间过长。定子内圆跳动、定子内圆漆膜等因素都会影响同心度测量的准确性,调整工装加工保护难度大、测量工具的精度和测量人员能力不同也增加了同心度测量的不准确性,电机试验时也容易出现电磁响声、电机振动大等问题。电机试验不合格返工增加了电机拆装次数,重复安装增加了零部件磕碰损伤风险和电机装配时间。
3 采用激光跟踪仪调整定子同心度——3D视图评价法
激光跟踪仪具有极其强大的空间检查能力,利用激光跟踪仪采集相关数据创建3D视图,可评价定子铁芯内圆和机座止口内圆同心度,通过测量结果调整铁芯内圆和机座止口内圆同心度,保证同心度≤0.2 mm,相关步骤如下:
在机座两侧止口内圆上选取8个点并对称均布,检查8个点位置是否有磕碰损伤,若有磕碰损伤需要改变测量位置;测量位置基准面清理干净,不能有污物。利用激光跟踪仪探头记录位置并反馈到电脑软件中,软件会根据采集的8个点自动分析出一个圆形及圆心信息,两圆心连接形成一条轴线。激光跟踪仪探头摆放位置如图3左侧视图所示。
在定子铁芯两端内圆上下左右先后选取4个点,彻底清理4个点位置的漆膜、漆瘤,保证测量基准面干净,利用激光跟踪仪探头记录其位置并反馈到电脑软件中,软件会根据采集的4个点自动分析出一个圆形及圆心信息,两圆心连接形成另一条轴线。激光跟踪仪探头摆放位置如图3右侧视图所示。
通过调节垫片及顶丝装置移动定子铁芯上下左右位置,调整定子铁芯內圆轴线(即定子铁芯C、D两面圆心形成的轴线),如图4所示,使其与机座两侧止口内圆(即A、B两面)圆心形成的轴线直线距离≤0.2 mm,从而保证定子铁芯和机座的同心度。
4 3种定子调同心度方法耗时对比
以上介绍了3种定子调同心度的方法,调整方法不同,调整的效率及精度也各不相同,下面列表对3种调整方法的特点及消耗的工时进行统计,如表1所示。
采用气隙调整法安装电机,测量气隙后定子铁芯上下位置调整时,为了避免定转子磕碰,需要拆机抽出转子增减底脚处的垫片,增加了装配工作量。这种方法调整的定子同心度精度较差,试验返工率较高,综合考虑上述因素,工艺部门按照1.8倍的返工系数制订了定额工时。采用同心度调整法安装的电机调整时受限制因素较多,定子同心度调整精度差,造成试验返工率也较高,综合考虑工艺部门按照1.5倍的返工系数制订了定额工时。采用基于激光跟踪仪的3D视图评价法安装后定子同心度精度很高,没有因为同心度调整问题导致的返工,工艺部门没有给返工系数。
从表1可以看出,利用激光跟踪仪,使用3D视图评价法调整定子同心度具有极高的效率和精度,能大量节约成本和人工。
5 结论
(1)吊入式定子装配时需要调整定子同心度,本文介绍了3种调整方法,每种都可以实现同心度的调整,每种调节方法都有各自的特点。
(2)使用气隙调整法、同心度调整法调整的定子精度不高,试验返工率较高,主要是因为相关数据测量时受限制因素较多,浸漆残留的漆膜漆瘤、测量工具精度、定子内圆跳动、转子外圆跳动、人员操作技能都是很重要的影响因素。
(3)利用激光跟踪仪调整定子同心度的方法调整精度很高,测量时只需要保证测点位置清理干净,所有数据生成都由电脑、遥控器互联操作,避免了人员操作技能的干扰,调整精度很高,试验通过率极高。
[参考文献]
[1] 才家刚.电机组装工艺及常规检测[M].北京:化学工业出版社,2008.
[2] 方日杰.电机制造工艺学[M].北京:机械工业出版社,1993.
收稿日期:2022-01-07
作者简介:柳传友(1986—),男,江苏连云港人,工程师,长期从事大中型电机生产、工艺、质量管理工作。
3876500338273
