航空发动机修理物料的精准配送管理与应用
2022-03-09 12:14高浩文李士统孟涛中国航发西航
航空动力 2022年1期
■ 高浩文 李士统 孟涛/ 中国航发西航
航空发动机生产过程所需物料具有数量多、种类杂、管理难的特点。通过研究借鉴精益生产、准时生产等先进物料管理方法,构建基于AEOS的科学规范、高效优质的物料管理体系,可实现生产过程物料管控的精准化,质量管理的预防化,全方位提升交付水平。
航空发动机修理物料包括零组件、附件、标准件、辅助材料、工夹量具和工位器具等。发动机修理工艺复杂、周期长、物料品种繁多,且需要较长时间来存储、周转修理零组件,故修理车间需有完善防护的工位器具、强大的物料存储和配送能力。中国航发西航的发动机修理业务是从发动机装配分离出来的,物料管理基本还是沿用新机装配的方法,未配备专门的周转器具、存储空间和物料配送流程,很难按节点准确完成物料配套,成为航空发动机修理的薄弱环节。有鉴于此,结合中国航发运营管理体系(AEOS)中工艺管理、生产控制、生产保障等生产制造体系方面的先进管理理念,中国航发西航大修中心通过对修理装配流程所涉及的物流环节及物料防护、定置、管理进行分析,经过持续改进,建立了基于生产计划管控的物料配送精准管控机制,以解决生产过程物料配送数量不精确、质量无保证、浪费多等问题。
物料配送管理模式的内涵
物料配送是围绕着发动机修理现场物料定置、定量、定时的需求,建立的基于动态配送的车间现场生产零件、工具、辅材的管理方法,旨在形成一种符合发动机修理所需物料配送的动态管控,并在此基础上建立起工作流程和实施步骤,借助相应的信息系统,实现车间内部现场物料的动态回收和配送,如图1所示。

图1 物料配送管理体系具体内涵
发动机修理物料管理体系的特点包括:根据生产计划计算出每台发动机修理过程中各工位在特定时间段内的生产任务,通过产品的产能特性和生产计划计算出每个工位需要的物料,即按所需所有物料在一个指定的时间范围内进行配送;使用形迹化工位器具防护物料,利用隔离原理、相符原理等防错技术,缩短拣配和清点交接的时间,实现瞄检、秒接;建立存储库位、各装配工位周转存放区及故障检测区,按台份确定库位存储,建立端到端配送流程,实现工位装配物料配送;利用人体工程学设计理念,设计工具配送车和装配车工具挂板,可在30s内寻找到所需的工具,取放保证在45°范围内,配置辅材配送箱,由专门的管理人员负责辅材维护及配送,实现辅材的精准管控。
物料配送精准管控实践
强化生产计划对物料的管控,提高物料配送可靠性
通过编制物料、成附件需求等计划,加强发动机修理过程中物料的管控,通过年度甘特图编制与监控,准确提供每一台发动机到厂、分解、修理、装配以及试车等各节点物料需求,并分解下达到综合平衡计分卡中实施考核跟踪,确保过程受控,提前做好发动机修理过程中的物料配送管控准备工作,使各相关岗位做出预判,利用督办平台、分层例会,促进问题协调,及时反馈修理信息,保证修理发动机按时配套。
以精益思想为指导,推行周转存储器具的变革
一是推进周转箱防护模式,实现物料的定置化、定量化、形迹化管控。在发动机分解、装配、修理和周转过程中,要求物料在生产现场不落地,故每个环节都不能缺少盛放零件的器具。中国航发西航大修中心针对航空发动机修理特点和零件物理特性设计专用周转器具,不但有存储功能还具有强大的防错功能,从源头防止失误和缺陷。细致整齐的排列把操作者从繁琐的数量清点中解放出来,单台发动机组装过程中寻找零组件的时间减少了80%,并提高了零件防护水平。同时,周转箱的摞放功能为存储向空间发展提供了可能,便捷堆垛提高了生产现场的安全水平,为现场物料管理提供强有力支撑。专用周转箱将装卸、搬运、保管、运输等功能一体化,提高了工作效率,为现场的精细化管理奠定基础。
二是实行小零件的形迹化精准管控。在发动机修理过程中发现:小零件的形状相似,外观不易区分;数量多,管理不便,交接占用时间长;体积小,容易丢失,物料管理易发生多余物。为达到对小零件彻底预防管控和满足快速交接的需要,大修中心设计制作了小零件周转箱(见图2),推进小零件的精准化管控模式。通过使用小零件周转箱,从发动机分解就开始严格控制小零件去向,保证分解下的所有小零件全部离开分解现场,从源头防止失误和缺陷,通过形迹化模板,实现瞄点和秒接。按台份封闭存储,加强小零件批次管理,防止了存储、周转过程中的混台、磕碰、脏乱以及异物入侵等现象的发生。

图2 小零件周转箱使用前后对比
推进库位定置管理模式,关注物料存储过程管控
发动机修理过程中,需要修理车间具有强大的存储和完善的周转防护能力。在现场使用工作台上存放零件,不仅存放零件少,占地面积还大;而使用高架库存放零件无定置、无计划,随意分散摆放,寻找零件困难。
通过测量分析研究,大修中心按零件特征合理定置、细化零件存储,绘制了配套零件存放区布局图及高架库零件存放示意图。不能摞放的大型零件存于高架库,并根据形状、大小及返修频率,将其定置在高架库各空间。高架库前对应位置,用于存放周转箱,按部件进行分类,摆放在定置位置,并利用周转箱可摞放的特性,建立系统的修理现场管理体系。将以往的集群式布局改为单台发动机存放布局;将单层平面布局改为高架库、箱体摞放三维布局;将分割的物流、信息流改为物流信息流一体的显性信息物流管理,形成了库位定置管理。建立配套工作场地(零件存储区域标准化)为实现配套作业动作标准化打下了基础。
推行物料配送管理模式,变被动型保障为主动型保障
一是设计制造定置化、定量化、痕迹化的辅助材料(辅材)配送箱。辅材是发动机装配过程中必不可少的,长期以来辅材的使用及管理均由各装配小组负责,在使用中存在用量大、易混入多余物、使用监管薄弱等问题。为加强对辅材的管理,尽可能缩短每样辅材开启后使用时间及提高利用率,加强多余物控制,节约生产成本,改善生产流程,大修中心规划设计了各组件的辅材配送箱(见图3),对发动机装配过程所需的各类辅材进行定置定量管理,并实行集中式统一配送管理,由二线专职管理人员负责辅材配置箱日常维护,装配时由材料室统一配置,按不同部件供物料轮流配送,以加强对辅材的控制,保证品质,为一线作业者提供完善的生产准备,减少装配消耗用量,节约生产成本,加强了辅材使用监管,优化辅材配送管理流程,实现装配现场辅材的精准管控。

图3 辅材配送
二是利用人体工程学设计理念,使用随操作面升降的专用辅助车。为改善操作者频繁上下拿取工具、小零件易产生体力疲劳的现象,提高工作效能,大修中心设计了可随操作面升降的专用辅助车,摆放所使用的工具、量具及小零件,以达到良好的人机工作界面,将全身运动完成作业改为手臂运动,并利用专用工具车实现工具、量具定置定量的形迹化管理,从而实现修理现场科学管理。
对装配、分解过程中涉及到的工具、量具、小零件进行模具定置管理,装配时便于拿取,完工后工具、量具放回原定置位置,数目清晰,便于清点。分解下小零件后,操作者可直接放入小零件周转箱或装配时从小零件周转箱直接拿取,有效控制了发动机装配现场多余物的产生;操作台面高度可任意调整的移动生产辅助车,使工具、量具、小零件处于操作者可抓取的作业范围,避免了操作人员重复上下梯子拿取,降低了劳动强度,同时消除因工具掉落造成人员受伤或者发动机零组件打伤的安全隐患。
运用先进的物流管理技术,优化物料配送流程
流程管理是一种以规范化构造端到端的卓越业务流程为中心,以持续地提高组织业务绩效为目的的系统化方法。通过建立物流配送流程,开通便捷的物流配送通道,可以提高工作效率。
大修中心根据需求,理顺发动机修理物流秩序,确认物料配送与发动机修理流程的关系,评估出发动机修理物料配送流程的重点,即人的问题、关键流程的确认及描绘、建立顾客关系,检视流程的属性,即跨部门功能来管理的流程嵌套(无缝对接),通过流程之间的关联查看与前后置的关系,形成详细的流程图(见图4),建立符合精益六西格玛所需的层级流程。
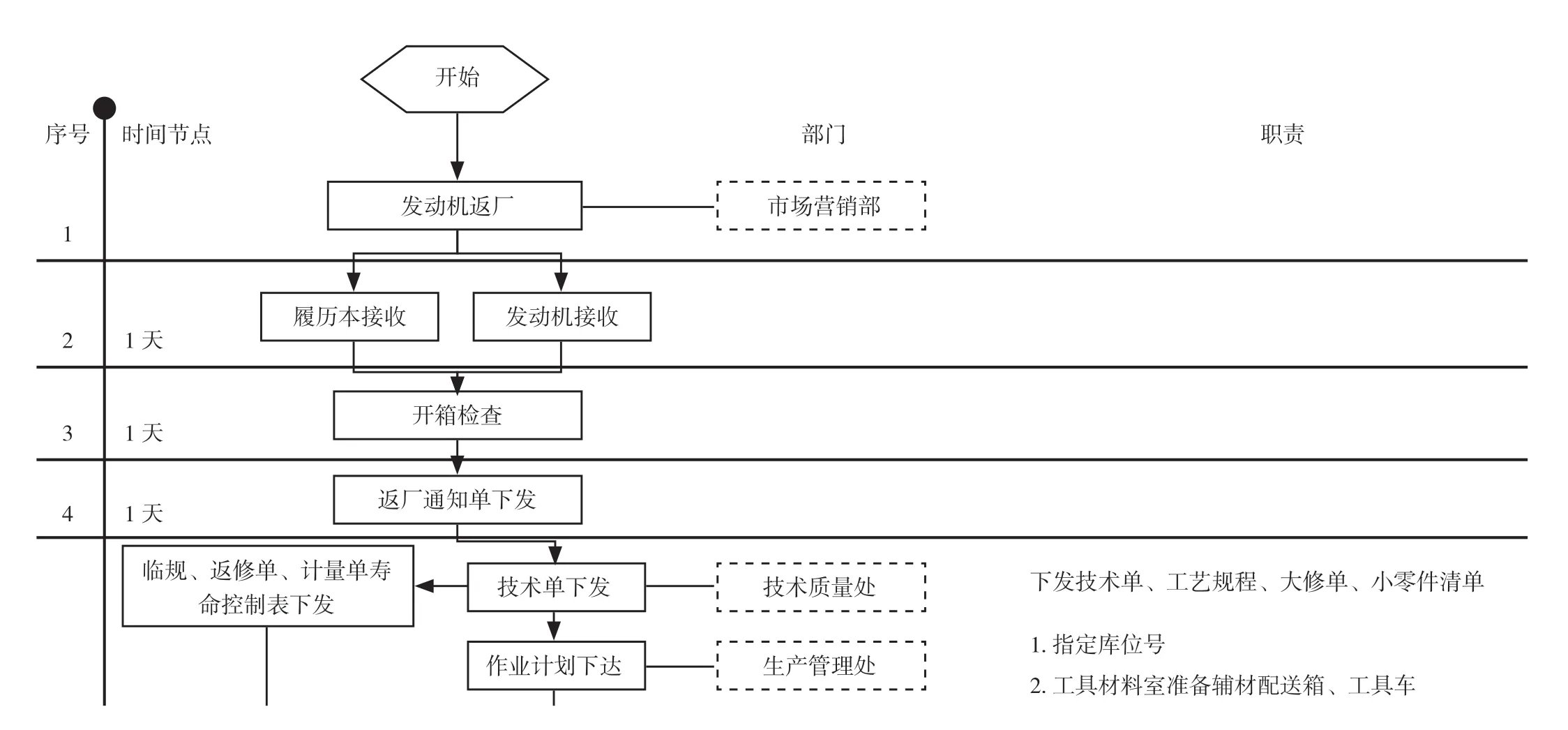
图4 物料配送流程
以规章制度为依据,打造安全、准确、高效的物料配送标准化作业
一是制定物料配送标准化作业管理制度,建立配套工作标准。在物料配送流程和库位定置管理基础上,建立员工作业行为规范的准则,包括作业程序标准、作业内容、管理项目、异常处理标准等,从而获取作业最优化、标准化,大修中心分类制定了《大修中心工具及辅材配送管理制度》《零件周转存储管理规定》等多项物料管理制度,建立配套作业动作标准化。在标准化作业状态下,物料配送是公开的、互通的,执行面是可替换的、稳定的,这种高度的重复性保证了最佳的经验可以传承下去,可以使生产达到同样的高效率,使企业能够快速响应市场。
二是实施可视化教学,使标准化作业显性化传授。为全面实施物料配送标准化作业,拍摄了《发动机修理标准化作业教程》配套部分,多方面诠释了大修中心物料配送标准化作业(见图5)。涵盖了发动机分解零件收存、油封防护方法、库位定置等,规范了每个环节的操作要求,旨在提高员工的操作水平。

图5 发动机零件配送管理教学片
三是开展制度的分层分类岗位适应性培训。在落实各项管理制度中,积极开展相关制度的“三层两类”培训工作,将发动机修理标准作业方法作为学习的目标,使每个员工可以获得安全、等速、同质效果,最大限度地激活人、物、设备的作用,追求高效率,全面提升发动机修理质量。
实施标准化实践取得的主要成效
物料的库位定置管理,提高物料管理水平
实施科学的库位定置管理,零件存储形式由平面向空间发展,大大提高了大修中心的整体存储能力和空间利用率,储存能力提高2~3倍,进一步提升了大修中心修理发动机的能力。库位定置管理使得每个零件都有其固定的存储地,节省人工查找成本10倍以上。
按形迹化定置管理,实现了定品、定量、定置配送
形迹化周转器具的使用,使发动机零件在修理过程中得到全过程、全方位、全覆盖的防护,有效减少了零件磕碰伤,保证了产品表面质量。模型与零件的一一对应,缩短了零件清点和交接时间,提升了发动机修理物料管控能力,物料配送的准确率可达99%,物料配送的及时率提高5倍以上。自项目实施后,现场返修率由原来的10.5%下降至4.2%。
结束语
AEOS给航空发动机研制生产提出了新的要求。运用AEOS运营管理工具,基于实践经验,对生产过程进行分析优化,找问题、想方法、解难点,构建现代化的航空发动机生产管理体系,促进了生产管理变革,提升了劳动效率,降低了质量问题发生率,对企业基层管理者具有指导意义。
猜你喜欢
公关世界(2022年17期)2022-10-10
建材发展导向(2022年3期)2022-04-19
房地产导刊(2022年4期)2022-04-19
建材发展导向(2021年22期)2022-01-18
ViVi美眉(2019年8期)2019-09-10
环球时报(2018-10-19)2018-10-19
高校招生(2017年7期)2017-06-30
广西教育·D版(2016年12期)2017-01-03
中国文化遗产(2009年6期)2009-01-11