
一种基于PROFINET协议的蒙拉机电控系统网络结构
2022-03-02 02:00刘渭苗程军周连斌忠赵流韵李嘉栋
重型机械 2022年1期
刘渭苗, 程军周, 连斌忠,赵流韵,李嘉栋
(中国重型机械研究院股份公司,陕西 西安 710032)
0 前言
某蒙皮拉形机电控系统的主要功能是对该种数控蒙皮拉伸机进行控制、数据采集与处理、拉形控制过程管理[1][2]。设计上采用工控机(IPC)+可编程控制器(PLC)为核心的硬件总体构成。该蒙皮拉形机拥有八个伺服轴,这些伺服轴之间都提出了很严格的同步和定位控制要求[3-5],就使得在设计控制网络、输出系统网络、采集系统网络和计算机系统网络的时候都要考虑到网络的稳定性以及较小的网络延迟。
传统的蒙皮拉形机有两种控制网络,一种是采用控制板卡作为控制器,控制信号和采集信号全部使用模拟量信号形式由采集卡采集,采集卡和控制器用以太网通讯。另一种是采用PLC作为控制器,但仅是PLC和分布式IO之间采用网络,控制信号和采集信号全部使用模拟量信号形式进入远程IO站的模拟量采集模块。
该两种控制网络的设计都过于简单,控制指令都是单独下发给执行器件,采集信号的处理也依靠控制器或者PLC,本文设计了一种基于PROFINET工业以太网协议的电控系统网络,分别是计算机网络系统、PLC及其远程IO站的控制网络、传感器的信号采集网络、控制伺服阀的执行层网络、带诊断功能的MCC布线系统和操作及其状态的布线系统网络[6][7]。特别是建立了一种执行层子网,该子网利用数字阀的控制器功能,具有独立的通讯能力,连同传感器采集信号,组成一个现场级的闭环执行系统,能够更好地执行PLC下达的拉伸同步控制要求,大大提高了工艺精度要求。
1 基于工业以太网协议的Profinet网络
以太网中用于解决数据碰撞的机制带来了数据传输的延迟,为了达到实时性能,不同工业以太网协议采用了不同的方法去避免这种碰撞[8]。PROFINET过程现场网络按照对确定性的等级需求不同而采用不同的实现方法:PROFINET RT通常用于软实时或没有实时性要求的应用场合,而PROFINET IRT则针对硬实时应用。该技术是基于以太网之上的PROFINET I/O的成功应用:指定所有I/O控制器之间的数据传输以及参数化、诊断、和网络的布局[9]。
为了覆盖不同的性能等级,PROFINET使得各协议和服务可自由采用生产者/消费者原则。高优先级的有效载荷数据通过以太网协议并以以太网帧VLAN的优先次序直接发送,而诊断和配置数据的发送则使用UDP/IP。这使系统实现循环周期时间约10 ms的I/O应用。对于时钟同步周期时间要求低于毫秒级运动控制应用,则提供PROFINET IRT,它实现了一个分时复用的硬件同步开关-所谓的动态帧包装(DFP),为用户提供一个新的PROFINET循环时间的优化设计[10]。
应用于该蒙皮拉形机计算机控制系统的PROFINET网络全部使用UDP/IP。应用于该蒙皮拉形机PLC控制系统的PROFINET网络全部使用PROFINET IRT。
2 该蒙皮拉形机计算机网络系统
该蒙皮拉形机计算机系统是基于计算机的综合集成监控系统。主要对该蒙皮拉形机的过程数据、设备状态及工艺参数进行监控和管理,同时完成生产数据处理,参数管理,机组状态设置,数据及通讯管理等功能,为用户提供产品生产实绩和设备工作实绩数据。
该系统设置两台交换机,一台位于现场操作室,负责连接现场操作站及打印设备等。另一台位于电气室,负责连接服务器、操作站、HMI、PDA站、工程师站、打印机等。主要完成镀锡准备机组各分段设备的生产数据管理及生产流程控制,完成生产控制数据向L1系统的下达和L1生产实绩数据的收集存储,同时负责与MES(L3)系统的数据交换。
计算机系统在该局域网络上基于UDP/IP协议进行网络通讯连接,如图1所示。
3 该蒙皮拉形机PLC及其远程IO站的控制网络
可编程序控制器选用SIEMENS-S1518-4PN型产品,用于机组的自动化控制。包括机组中的逻辑控制、顺序控制、位置控制以及工艺操作和工艺联锁控制,故障检测分类报警控制等[11-13]。
现场IO远程站用于开关量和模拟量检测信号的采集、开关阀的控制等。
PLC与现场IO远程站控制系统的PROFINET网络全部使用PROFINET IRT。PLC的PROFINET端口X1连接左侧ET200远程站的X1端口,组成PROFINET1子网络。PLC的PROFINET端口X2连接右侧ET200远程站的X1端口,组成PROFINET2子网络。两台远程IO站并行连接进入总的PROFINET网络,其中一台掉站不会影响其他远程站工作,系统会根据掉站状态进行相应分级处理,如图2所示。
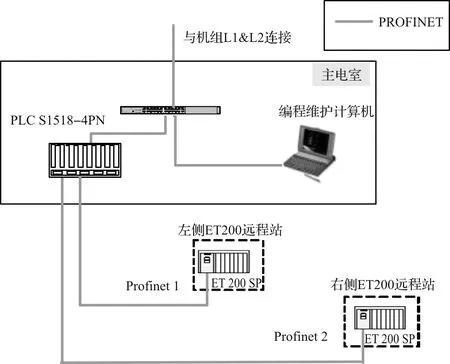
图2 PLC及其远程IO站的控制网络
4 该蒙皮拉形机传感器的信号采集网络
该蒙皮拉形机的传感器网络元件主要由动作油缸的位移传感器、液压控制回路的压力传感器、机械旋转机构的角度测量传感器、工艺控制用工艺传感器、以及安全系统用安全保护传感器组成。
PLC与现场传感器系统的信号采集全部使用PROFINET网络,网络形式全部使用PROFINET IRT。根据设备布置的工艺需求,把左侧的传感器群和右侧的传感器群分为两个子网络,左侧子网络为PROFINET3,右侧子网络为PROFINET4。PLC的PROFINET端口X3连接左拉伸位移的X1端口,左拉伸位移的X2端口连接左托架的X1端口,一直连接到该网络最后一台设备左旋转的X1端口,这样就组成的PROFINET3子网络。同理,右侧组成PROFINET4子网络。由于传感器之间采用级联的形式,所有传感器都带路由功能,保证其中一台传感器损坏时候其他传感器也能正常工作,如图3所示。
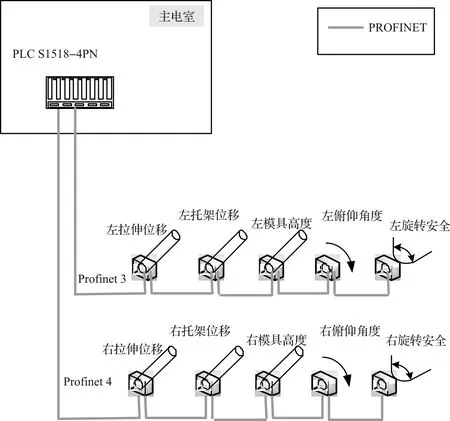
图3 传感器信号的采集网络
5 该蒙皮拉形机控制伺服阀的执行层网络
该蒙皮拉形机的伺服阀执行层网络主要由动作油缸的数字伺服阀组成[14-16],具有同步功能的数字阀、动作油缸液压控制回路的压力传感器、动作油缸位置测量传感器[17][18]组成一个新的PROFINET子网,该子网利用数字阀的控制器功能,具有独立的通讯能力,使得同步油缸之间实现基层的现场级控制。
PLC与数字阀、现场传感器系统的信号采集全部使用PROFINET网络,网络形式全部使用PROFINET IRT。根据控制精度的工艺要求不同,分为子网同步PROFINET网络和PLC同步PROFINET网络。PLC的PROFINET端口X5连接左拉伸数字阀的X1端口,左拉伸数字阀的X2端口连接右拉伸数字阀的X1端口,右拉伸数字阀的X2端口连接左升降数字阀的X1端口,一直连接到该网络最后一台设备右升降数字阀的X1端口,这样就组成了PROFINET5子网络。该网络是子网同步的PROFINET网络,把具有同步功能的拉伸数字阀、拉伸油缸液压控制回路的压力传感器、拉伸油缸位置测量传感器组成一个新的PROFINET7子网,该子网利用左右拉伸数字阀的控制器功能,具有独立的通讯能力,连同传感器采集信号,组成一个现场级的闭环执行系统,能够更好的执行PLC下达的拉伸同步控制要求,大大提高工艺精度要求。同理,左升降系统和右升降系统也需要组成一个新的PROFINET8子网,来执行升降系统的同步工艺。
没有同步要求的其余数字阀组成PROFINET6网络,PLC的PROFINET端口X6连接左旋转数字阀的X1端口,左旋转的X2端口连接右旋转的X1端口,直到最后一台没有同步要求的数字阀设备。他们直接单独执行PLC下发的控制工艺要求。由于数字阀子网之间采用级联的形式,所有数字阀都带路由功能,保证其中一台伺服阀故障时候其他伺服阀也能正常工作,如图4所示。
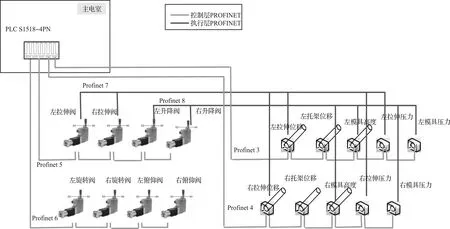
图4 伺服阀的执行层网络
6 该蒙皮拉形机带诊断功能的MCC布线系统及操作状态的布线系统网络
该蒙皮拉形机的布线系统网络主要由MCC执行布线系统和操作及其状态布线系统组成,如图5所示。MCC执行系统的布线控制柜与传统控制柜比较,开关设备部件全部由智能布线设备连接;开关设备和PLC之间的传统控制接线被智能布线系统中简单的接线技术所替代;集中和分散的I/O层直接集成到了开关设备层。
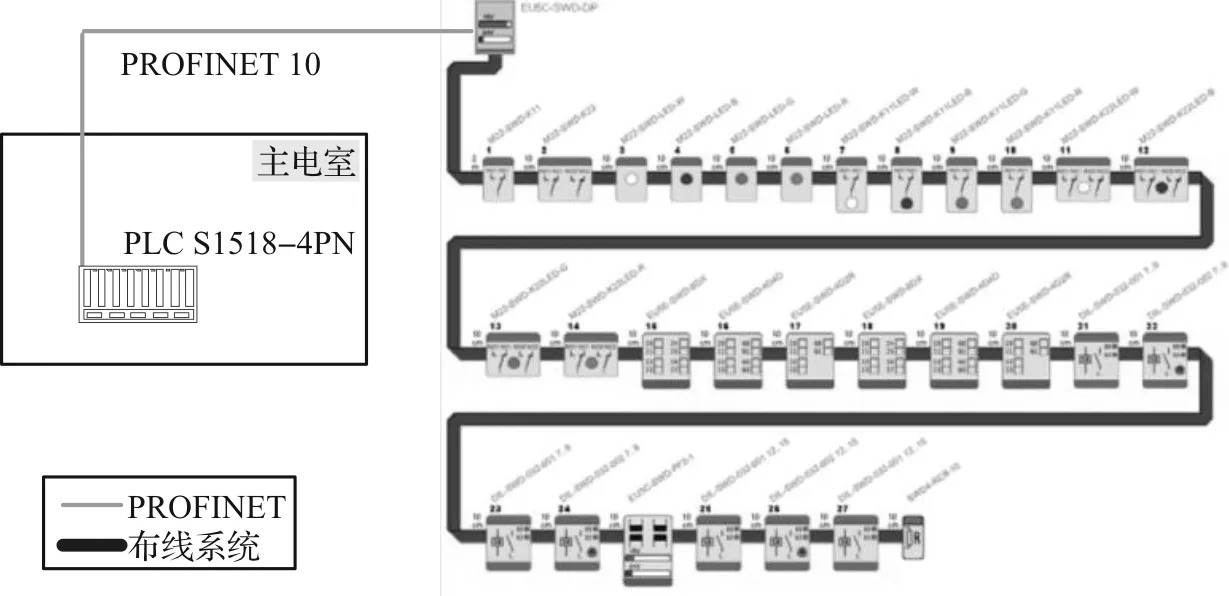
图5 带诊断功能的MCC系统及操作状态的布线系统网络
常规操作及其状态的设备,按钮指示灯都是单独接线,分别接到控制的输入输出模块,需要大量的施工工作,并存在接线错误的风险。操作及其状态的智能布线技术只需要一根扁平电缆,节省时间,减少出错。更关键的是,每个按钮通过PROFINET网络通讯实现了自诊断。
PLC的PROFINET端口X7连接布线系统的接口模块X1端口,PLC硬件组态中通过布线系统GSD文件约定的报文格式和报文数量执行MCC接触器和按钮指示灯的输出,同样的方式也能采集MCC开关状态和按钮系统的操作状态。
7 实际测试论证
使用IBA公司的PDA软件,通过信号采集办卡,对蒙皮拉形机拉伸油缸的同步控制进行监控。
使用PLC程序通过单独主PROFINET网络对拉伸油缸位移传感器信号进行采集,在PLC中利用PID调节器对拉伸缸伺服阀进行控制[19-20],测试得到拉伸油缸位移传感器反馈进PLC的位置控制曲线,如图6所示。然后,使用拉伸油缸数字阀、拉伸油缸液压控制回路的压力传感器、拉伸油缸位置测量传感器组成一个新的PROFINET子网,在伺服阀控制器中利用PID调节器对拉伸缸伺服阀进行控制,测试得到PROFINET主网络反馈的拉伸位置控制曲线。
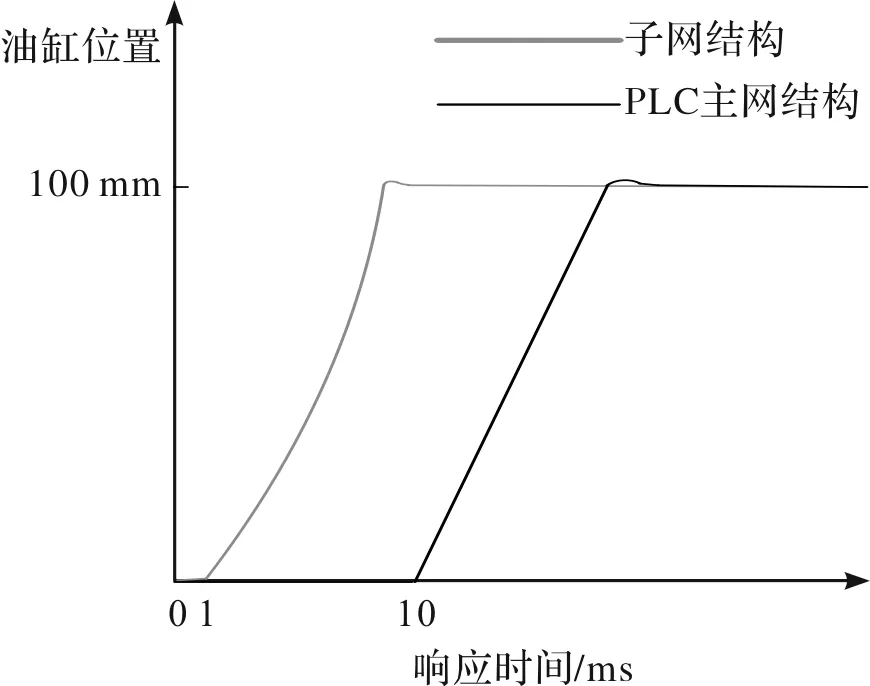
图6 两种不同网络结构下网络延迟对比
通过实际测试的数据曲线,可以看到相同控制参数下不同网络结构下拉伸油缸到达稳态的时间差异,本文论述的子网络通讯延迟比单独PLC主网络的10 ms减小至1 ms。同时,明显看出子网PROFINET网络下信号采集曲线点的变化率更多,也使得自己所在的闭环系统可控性更好。
8 结束语
本文提出了一种基于PROFINET工业以太网协议的电控系统网络,文中详细介绍了计算机网络系统PLC及其远程I0站的控制网络、传感器的信号采集网络、控制伺服阀的执行层网络、带诊断功能的MCC布线系统网络,这五部分网络在同一网段,针对执行不同工艺任务需求,又能灵活的建立新的执行子网,实现了控制网络一网通,同时缩短了网络延时,使得整个电控控制系统更加可靠和高效。
猜你喜欢
军民两用技术与产品(2021年5期)2021-07-28
民用飞机设计与研究(2021年4期)2021-07-08
计算机教育(2020年5期)2020-07-24
家庭影院技术(2020年2期)2020-03-25
中国新通信(2019年21期)2019-03-30
航空世界(2018年12期)2018-07-16
航天器工程(2018年2期)2018-04-24
环球市场信息导报(2016年29期)2016-12-30
山东工业技术(2016年15期)2016-12-01
科技视界(2012年35期)2012-08-22
