
提高铝合金薄壁阀芯互换性的制造技术
2022-02-24 07:30李政银
金属加工(冷加工) 2022年2期
李政银
航天江南集团有限公司 贵州贵阳 550009
1 序言
铝合金薄壁阀芯广泛应用于液压控制阀类零件中,具有质量轻、体积小及换挡灵敏等特点,其表面经硬质阳极氧化处理后,可有效增强零件的耐磨性,延长其使用寿命。该类产品在轨道交通、军用车辆等特殊装备的自动控制阀中得到了较好的应用。但是,铝合金阀芯在硬质阳极氧化处理过程中,氧化层厚度常受槽液浓度、温度和电流等因素的影响,产品一致性差,互换性不好,不利于企业降本增效。
传统工艺常在零件硬质阳极氧化处理后,根据阀孔内径尺寸进行单配,即检验员测量阀孔尺寸并填写配磨表,对阀芯外圆进行精磨,以满足阀孔与阀芯的装配间隙要求,确保自动控制阀的换挡品质。精磨阀芯外圆对磨床精度、操作人员技能、砂轮及切削液的选用要求甚高,且阀芯单配阀孔工艺流程长、成本高,不利于批量生产,严重制约企业规模化发展。本文通过对零件结构及工艺进行分析,设计专用硬质阳极氧化处理设备,改进工艺方法,在提高阀芯互换性的同时,缩短生产周期并降低制造成本。
2 铝合金薄壁阀芯零件的结构特点
图1为硬质阳极氧化处理前阀芯的机械加工要求,φd1为阀芯外圆尺寸,是阀芯与阀孔装配的重要尺寸,有严格的尺寸精度及几何公差要求。图2为加工完成的铝合金薄壁阀芯结构,φd2为泄油孔直径。该零件属薄壁类零件,材料为6A 02-T6,其质量轻、体积小,外圆表面需硬质阳极化处理以增加零件的耐磨使用寿命。该薄壁盲孔零件结构简单,主要由内孔和外圆组成,生产类型为大批量生产。

图1 硬质阳极氧化处理前阀芯的机械加工要求
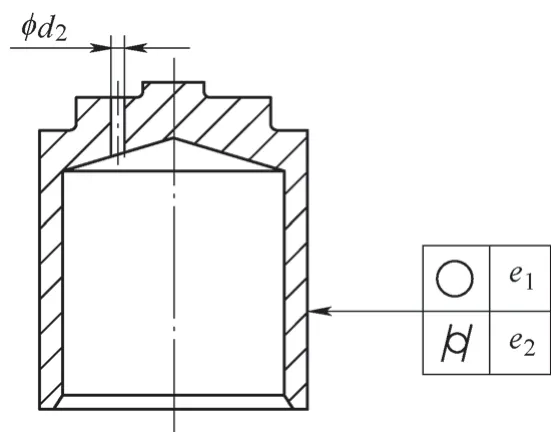
图2 铝合金薄壁阀芯结构
φd1外圆尺寸精度及几何公差精度要求高,且加工过程中极易变形,是制约铝合金薄壁阀芯提高生产效率和质量的瓶颈。传统工艺常通过预留加工余量后半精车外圆,然后进行表面硬质阳极氧化处理,再使用定心弹性膨胀夹具反撑内孔精磨外圆,以满足较高的外圆加工精度要求。
3 铝合金薄壁阀芯加工工艺分析
铝合金薄壁阀芯外圆尺寸为φd1-0-0.005mm,几何公差要求控制在5μm内,以满足设计要求。较高的阀芯外圆尺寸精度及几何公差要求是实现自动控制阀可靠、平顺换挡的保证。阀芯与阀孔的装配间隙要求0.02~0.03mm,阀芯成品的外圆尺寸及精度要求需根据与其装配的阀孔尺寸进行工艺设计,以满足装配间隙要求。在传统工艺中,硬质阳极氧化层厚度因受工艺水平限制,一般在0.02~0.04mm,一致性不好且易产生锥度,阀芯在阳极氧化处理过程中因烧蚀而报废的情况时有发生,产品合格率较低。另外,传统工艺常采用精磨外圆单配阀孔的工艺满足装配间隙要求,但硬质阳极氧化层厚度小,精磨后,阀芯外圆的耐磨氧化层更是少之甚少,导致阀芯的耐磨使用寿命较短,难以满足设计要求。因此,亟须攻关解决既能增加阀芯氧化层厚度,又能保证阀芯外径尺寸和公差的加工难题,以增强阀芯的耐磨性和互换性,解决企业大批量生产、高质量发展的难题。
为降低铝合金薄壁阀芯的生产制造成本,提高产品的互换性和效益,需设计制造一种铝合金阀芯硬质阳极氧化处理设备,并通过改进工艺方法,严格控制薄壁阀芯零件的变形量,经硬质阳极氧化处理后,使铝合金薄壁阀芯外圆尺寸精度、几何公差均满足设计要求。改进后的生产工艺能保证阀芯外圆表面的硬质阳极氧化层厚度均匀,且产品一致性好,阀芯互换性及耐磨使用寿命可得到有效提升。
4 高品质互换性阀芯的制造工艺方法
高品质互换性铝合金薄壁阀芯外圆尺寸及几何公差一致性较好,阀芯外圆不必精磨单配便可满足与阀孔装配后间隙要求,保证自动控制阀良好的换挡品质。具体加工工艺方法如下。
(1)备料 选用高性能铝合金材料并挤压成形的6A 02-T6棒料,并将棒料切割成段,每段可加工两个阀芯。
(3)热处理 去应力退火,在(150±5)℃环境下保温4h,保温结束后室内自然冷却至室温。
(4)二次车加工 二次车工件两侧60°锥面和外圆,保证工件圆柱度e和同轴度φf达到设计要求。
(5)低温冷却 将工件置于冷柜中,并在-25~-22℃下冷却22h(对于薄壁阀芯具有较好的变形量控制效果)。
(6)热处理 去应力退火,(150±5)℃保温4h,炉冷。
(7)表面处理 使用专制设备按铝合金硬质阳极氧化工艺进行表面处理,保证处理后工件表面氧化层厚度为φd1max+(0.040~0.045)mm,硬度≥500HV,并保证工件圆柱度e1和e2。
(8)三次车加工 装夹工件一端外圆φd1,从工件中间割断,一分为二。
(9)钳加工 钻通孔φd2,修清零件毛刺,并将锐边倒钝R0.04~R0.07mm。
(10)检验入库 按设计图样要求检验零件,达标后对零件采取防护措施后封存。
5 高品质互换性阀芯硬质阳极氧化装置
铝合金硬质阳极氧化处理装置主要是为了保证薄壁阀芯在经过表面处理后,阀芯外圆表面硬质阳极氧化层厚度均匀、可控,能满足产品使用寿命要求,且具有良好的互换性,不需传统工艺的阀芯外圆精磨单配便能满足装配间隙要求,保证自动控制阀的高可靠性换挡[1]。
该装置最核心的部件是铝合金硬质阳极氧化处理精确控制系统,主要由微型计算机控制器、整流设备、冷冻机组、空压机、槽液调配器和阳极氧化槽组成,铝合金阀芯硬质阳极氧化装置控制系统如图3所示。整流设备由微型计算机控制器控制,给阳极氧化槽提供大电流脉冲电源,对零件氧化过程进行电流、电压的有效控制;冷冻机组根据微型计算机控制器指令对阳极氧化槽液进行温度控制,微型计算机控制器可根据槽液温度反馈信息进行恒温调控;空压机按微型计算机控制器程序进行槽液搅拌,确保铝合金阀芯表面阳极氧化层的一致性;槽液调配器由微型计算机控制器控制,根据槽液浓度反馈信息进行自动分析并调配所需槽液;阳极氧化槽采用双层结构,外层为钢结构,内槽采用铅板制造,阳极氧化槽设计尺寸为500mm×330mm×1500mm,槽内设置冷冻管、压缩空气搅拌管[2]。

图3 铝合金阀芯硬质阳极氧化装置控制系统
6 硬质阳极氧化处理工艺
硬质阳极氧化处理属特殊工艺过程,对于仅作防腐蚀的表面处理零件来说,阳极氧化处理工艺控制要求并不高,但对于铝合金薄壁阀芯类零件来说,处理过程的控制要求极高。对槽液的配制浓度、温度、电流和电压等参数的控制至关重要,它们是影响铝合金薄壁阀芯零件硬质阳极氧化层厚度及均匀一致性的重要因素。实施处理过程精细化控制,可有效保证阀芯外圆尺寸精度、几何公差和表面质量要求,产品质量稳定、一致性好,可直接与精镗后的阀孔装配,减少传统工艺的阀芯精磨单配工序,可进一步缩短产品生产周期,为企业带来良好的经济效益。
硬质阳极氧化表面处理过程:铝合金薄壁阀芯用铜丝固定并与阳极氧化槽的电极连接,表面处理过程中,微型计算机控制器通过分析槽液浓度消耗情况的反馈信息,向槽液调配器发出指令后,槽液调配器向阳极氧化槽补充槽液,槽液浓度控制在200~220g/L,同时,微型计算机控制器根据槽液温度对冷冻机组进行调控,使槽液温度控制在-4℃,空压机根据预设程序对槽液进行搅拌,使工件各表面得以均匀氧化。电流密度设定为3A/dm3,电压设定为70V。
注意事项:阀芯在使用专用设备后,硬质阳极氧化层厚度可增加0.06mm(试验最大值可达0.08mm),但最佳厚度在0.04mm(实践证明已能满足设计使用要求),且能耗较低。如再持续增加厚度,则会消耗较多的槽液和能源,制造成本急剧上升。如阀芯表面氧化层厚度不足0.02mm,则会影响阀芯使用寿命,不能满足设计要求。因此,根据试验及自动控制阀售后质量调研检测,阀芯表面硬质阳极氧化层厚度一般设计为0.030~0.045mm。
7 结束语
实践证明,在实际生产过程中,采用合理的加工策略,研制实用的专用工装或设备,并实施精细化的工艺控制,铝合金薄壁阀芯的质量稳定有保证,且互换性高,以致产品的可靠性和维修性得以改进、提升。同时,在安排零件的加工工艺路线时,必须结合零件的结构形状、加工精度和生产类型认真分析研究,合理设计并制定可行的制造工艺,保证产品质量满足设计要求。硬质阳极氧化处理设备及槽液的精细化控制方法,可推广运用于需硬质阳极氧化处理的类似换挡阀芯,产品具有耐磨使用寿命长、互换性好的高品质。
猜你喜欢
石油沥青(2022年4期)2022-09-03
石油沥青(2022年3期)2022-08-26
煤气与热力(2021年9期)2021-11-06
科学大众·教师版(2021年6期)2021-10-04
煤气与热力(2021年5期)2021-07-22
石材(2020年11期)2021-01-08
科技风(2019年8期)2019-10-21
新课程·小学(2017年4期)2017-06-26
科技创新与应用(2017年6期)2017-03-23
山东工业技术(2016年23期)2016-12-23
