
哈氏可磨指数不确定度评定
2022-02-23 03:08:34李宁
山东煤炭科技 2022年1期
李 宁
(力鸿检验集团有限公司唐山分公司,河北 唐山 063601)
哈氏可磨指数测定[1-5]是将一定粒度范围内的煤样通过哈氏可磨仪研磨60转,然后筛分出0.071 mm以下煤粉重量,代表煤的易碎程度,通常用HGI表示。
1 测定程序
1.1 设备与材料
(1)设备
哈氏可磨仪、电子天平、二分器、0.071 mm标准筛、0.63 mm标准筛、振筛机、保护筛。(2)被测对象烟煤、无烟煤。
1.2 测量过程
(1)煤样的制备
试验煤样制备依据标准《煤样的制备方法》(GB/T 474-2008)、《煤的可磨性指数测定方法 哈德格罗夫法》(GB/T 2565-2014)规定,首先需要将煤样破碎至6 mm,使用二分器缩分出不少于2 kg的煤样一份(可从共用煤样制备过程中6 mm破碎缩分后的弃样中分取),放入样品盘内摊平,厚度不超过9 mm,使其达到空气干燥状态后,缩分出测试样和存查样(每份至少1 kg),分别称量(准确到1 g);使用对辊破碎机、1.25 mm标准筛、0.63 mm标准筛,对煤样进行逐级破碎并过筛,使全部通过1.25 mm标准筛且0.63~1.25 mm之间的样品占比大于45%,否则,作废重新制备。
(2)测定过程
依据标准《煤的可磨性指数测定方法 哈德格罗夫法》(GB/T 2565-2014)对煤样进行测定。
(1)样品前处理。用二分器(格槽开口尺寸为5 mm)将哈氏可磨样品混合两次,并缩分出120~150 g,用清洁的0.63 mm标准筛去除煤粉,再用二分器缩分出不少于50 g的煤样两份。(2)检查、清扫设备。确认哈氏可磨仪、振筛机运转状态;清扫研磨碗、研磨环、钢球、0.071 mm标准筛和保护筛。(3)称量、装样。从一份煤样中,称取(50±0.01)g样品,均匀倒入研磨碗内,盖好研磨环。(4)研磨。将研磨碗移入机座内,运转60转后停止。(5)振筛。将研磨好的样品放入0.071 mm标准筛上,并在振筛机上进行振筛,分别在10 min、15 min、20 min清扫筛底。(6)称量。称量0.071 mm筛上、下的煤样质量,称准到0.01 g。(7)重复测定。从另一份煤样中称取(50±0.01)g样品进行重复测定。(8)结果计算。用称取的煤样质量减去0.071 mm筛上煤样质量,计算出0.071 mm筛下质量。根据计算出的0.071 mm筛下质量,代入一元线性回归方程得出可磨指数,保留一位小数。取两次重复测定的算术平均值,修约到整数。
2 结果计算
专用无烟煤和试验煤样的比例为5:1时,黏结指数按式(1)计算。

式中:HGI为哈氏可磨值;X为0.071 mm标准筛筛下物质量,g。
3 不确定度来源分析
不确定度来源于:称量、重复性(包括制样、仪器组装、振筛次数、筛底清扫等)、校正曲线变动和有证标准物质。
4 测量不确定度评定
4.1 A类不确定度评定(测量重复性)
按预评估重复性法计算,预先通过对一个类似煤样进行了10次重复测量所得HGI,数据见表1。

表1 哈氏可磨指数重复10次测定结果
测量结果的标准差按式(2)计算。
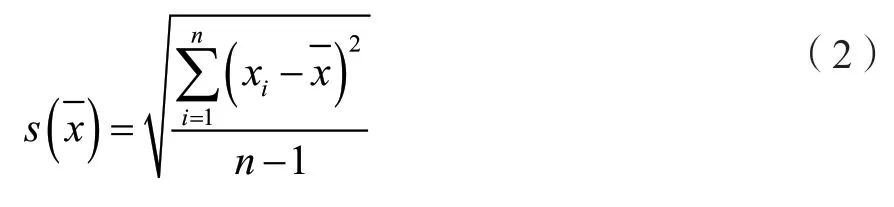
式中:xi为第i次的测量值;为n次测量所得一系列测量值的算术平均值;n为测量次数。
按式(2)计算可得

本样品的黏结指数测定数据见表2。
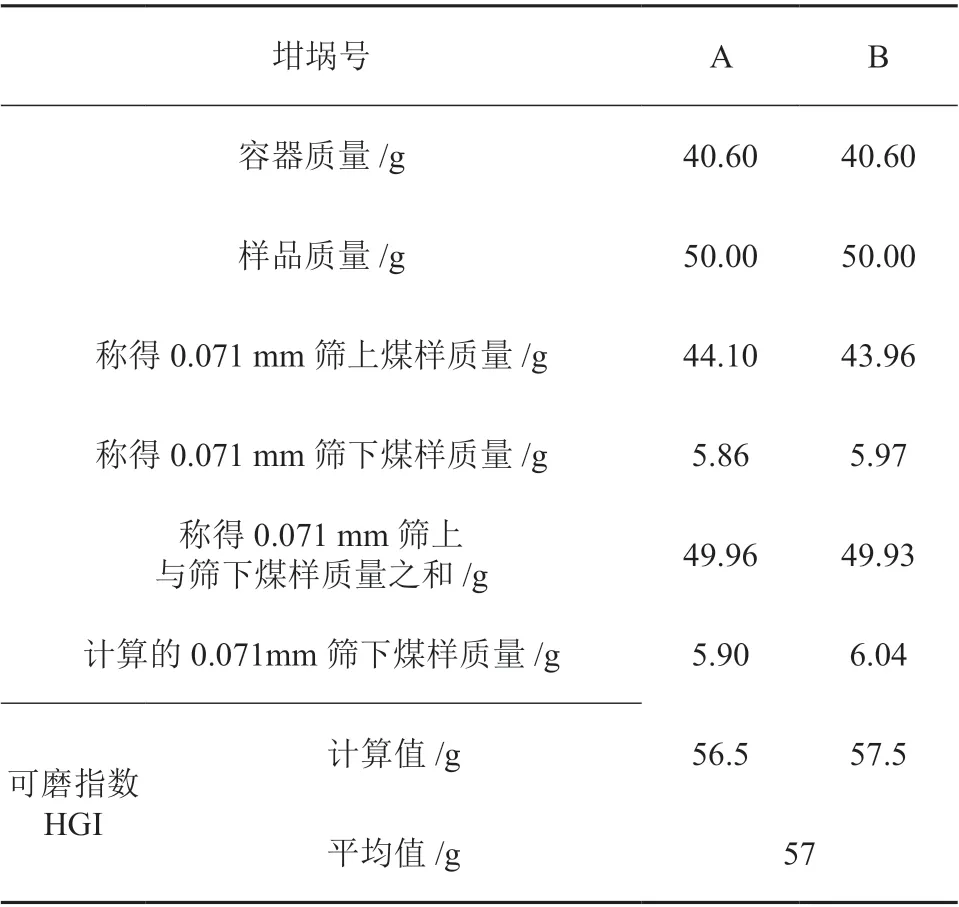
表2 哈氏可磨指数测定数据
本次实验两次重复测量结果引入的标准不确定度为

4.2 B类不确定度评定
(1)称量不确定度
检定合格的万分之一天平的最大允许误差为0.10 g,按均匀分布转化为标准不确定度。


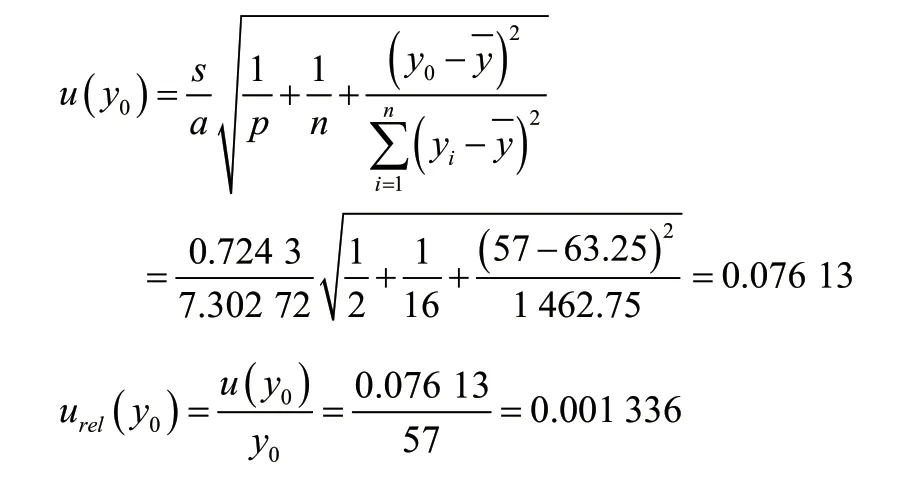
(2) 工作曲线变动性产生的标准不确定度
用4个有证可磨性煤标准物质按第一步所述步骤进行测定,每个测定4次(结果见表3、表4),然后用最小二乘法求得HGI和0.071 mm筛下物质量相关方程。
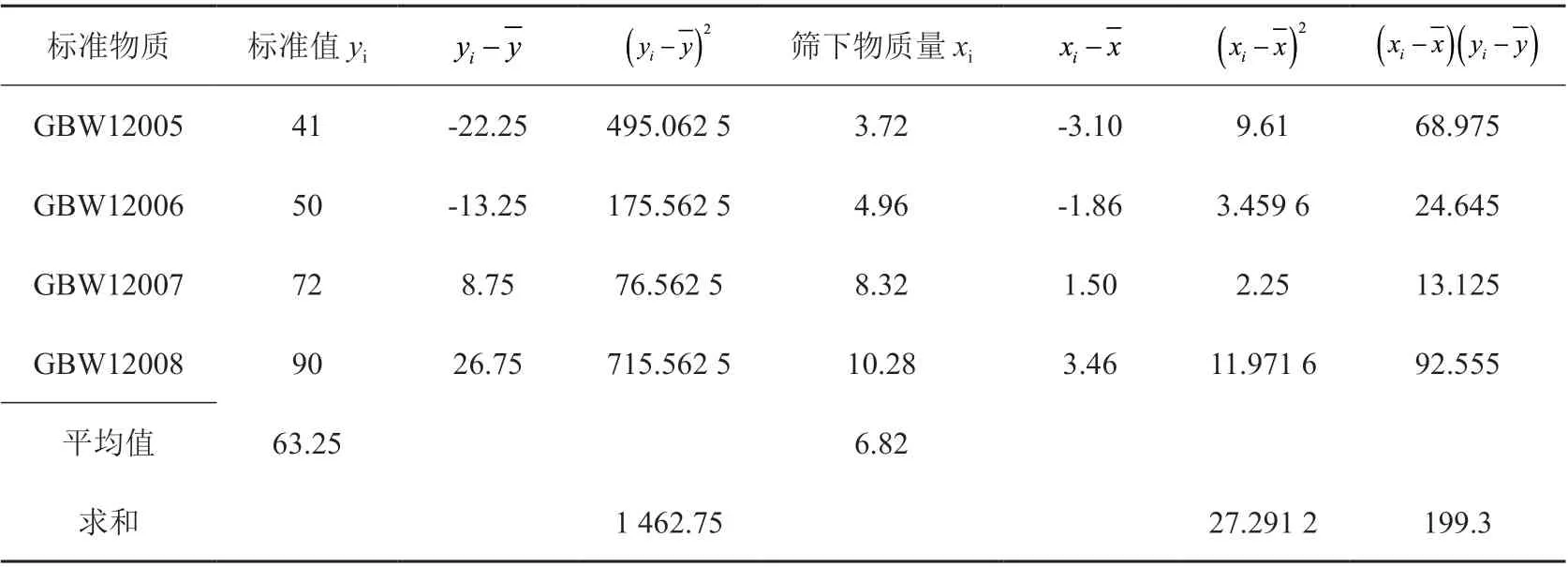
表3 哈氏可磨曲线标定数据
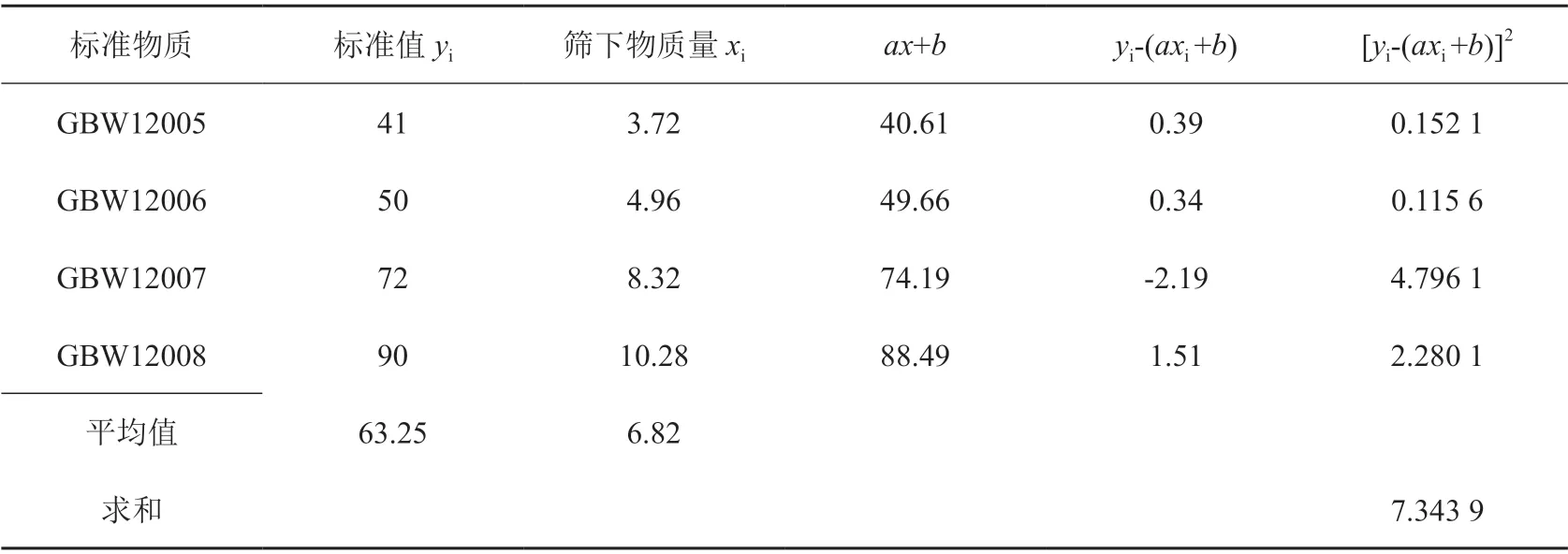
表4 哈氏可磨曲线变动数据
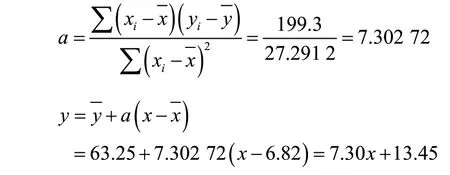
设校正曲线方程为y=am+b,相关系数为:
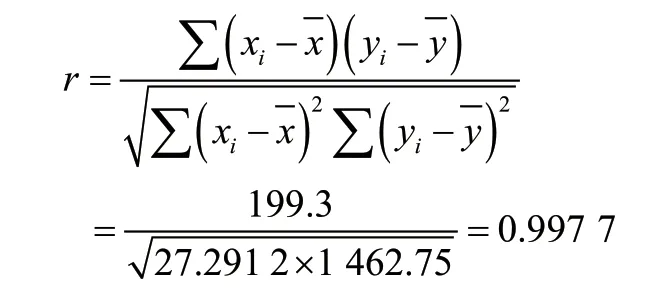
斜率为:
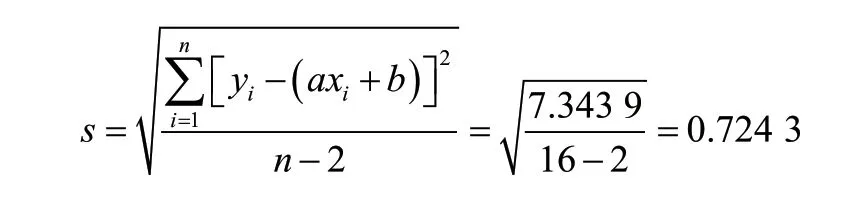
残差标准差s为:
试样重复测定两次,y0=57。
(3) 有证标准物质不确定度
通过查看标准物质证书,扩展不确定度(包含因子k=2),认定值与扩展不确定度见表5。
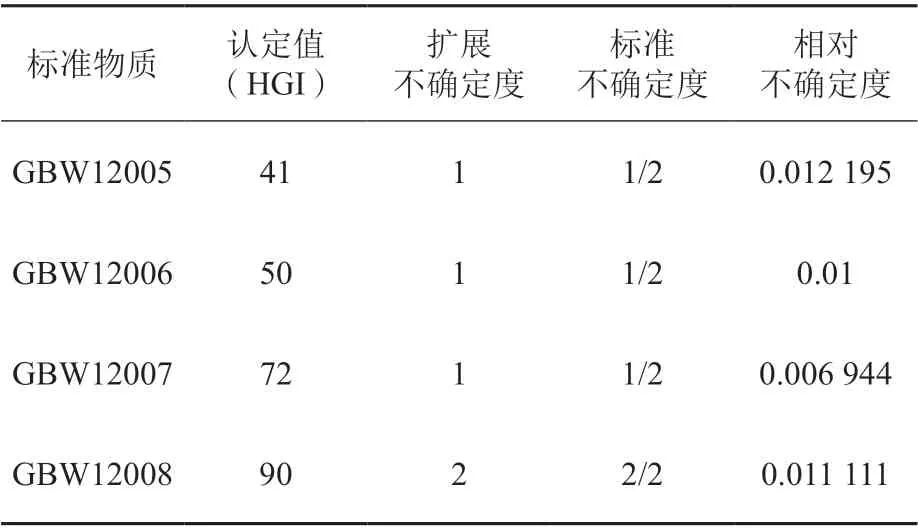
表5 标准认定值与扩展不确定度

4.3 合成标准不确定度
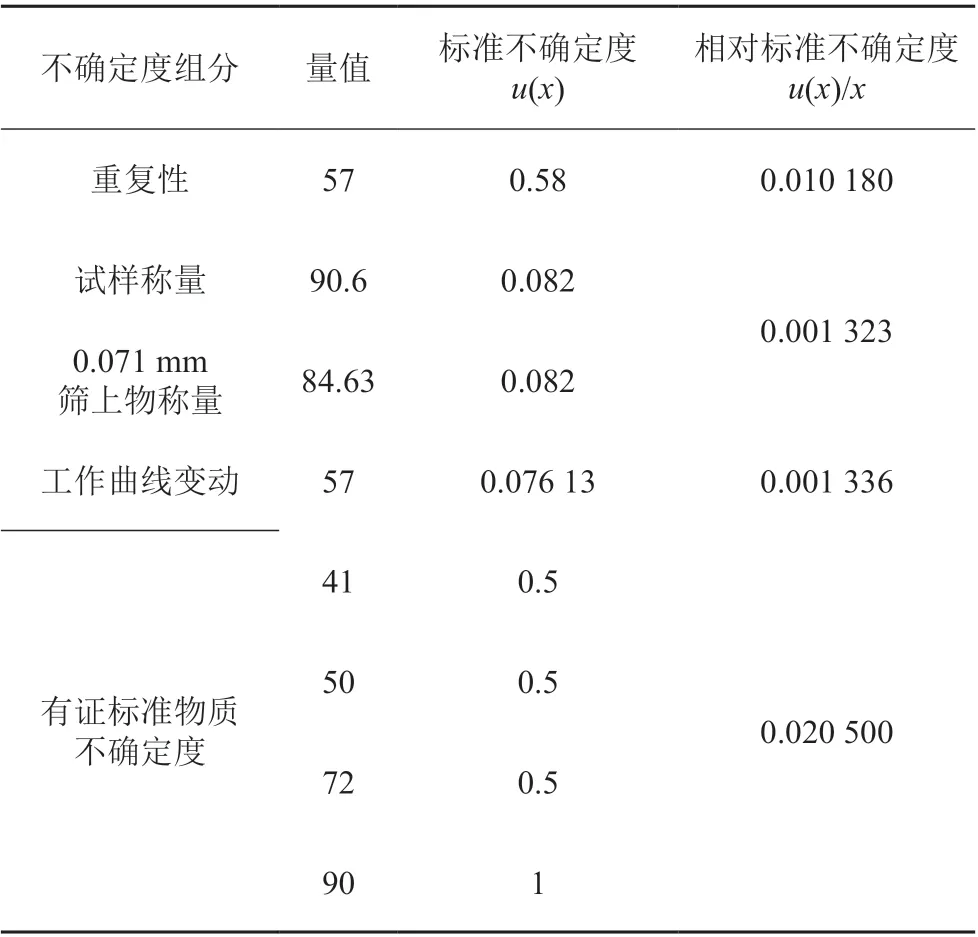
表6 合成标准不确定度
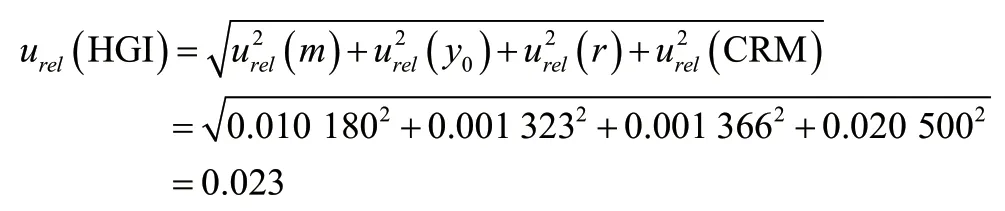
由于各分量的不确定度来源彼此独立,互不相关,相对合成标准不确定度为:
样品哈氏可磨指数测定值为57,故标准不确定度为u(HGI)=57×0.022 966=1.309。
4.4 扩展不确定度
在置信概率95%时,包含因子k=2,扩展不确定度u(HGI)=1.309×2=2.62。
5 结果表述
该煤样的哈氏可磨指数测量结果为57±3。
猜你喜欢
电子乐园·下旬刊(2022年5期)2022-05-13 20:57:01
世界有色金属(2021年13期)2021-11-03 13:05:36
科学技术创新(2021年16期)2021-06-26 08:26:06
煤矿安全(2020年10期)2020-11-02 08:27:50
煤(2019年4期)2019-04-28 06:51:38
中国科技博览(2018年4期)2018-02-09 10:04:41
西南农业学报(2016年5期)2016-05-17 05:42:48
煤炭学报(2015年10期)2015-12-21 01:56:02
佛山陶瓷(2015年9期)2015-03-19 01:46:26
化工装备技术(2014年2期)2014-05-05 06:25:44
