上桥抽水站3号机组运行异常原因分析与处理
2022-02-18 11:32:40曹旭
小水电 2022年1期
曹 旭
(安徽省茨淮新河工程管理局,安徽 怀远 233400)
1 概 述
上桥抽水站是安徽省茨淮新河上桥枢纽的1座大型泵站。泵站设计流量120 m3/s,转速为150 r/min,安装了6台全调节立式轴流泵(2800ZLQ24—4.7),配套6台同步电机(TDL325/36—40),单机功率1 600 kW。3号机组于2013年进行了第一次机组大修后已运行7 a。在2020年6月的一次开机运行中,值班人员巡视发现3号机组法兰盘处摆度异常,用百分表测量摆度后,数值达到0.55 mm,已超出规范允许的范围;且还发现存在水泵振动大、泵壳异响以及上、下导轴瓦温度较快上升的情况,存在严重的安全隐患。
2 原因初步分析
水泵水导处的导轴承采用水润滑轴承(即以水作为摩擦介质的轴承),由橡胶轴瓦与铸钢轴瓦衬用螺栓紧固组成。橡胶轴瓦采用优质聚氨基甲酸酯橡胶,具有性能稳定、耐磨性能好等特点。橡胶轴瓦为分块结构,开有8条竖向具有散热功能的水道槽。在机组正常运行时,冷却水在橡胶轴瓦与泵轴轴颈之间形成楔形水膜,使两者不发生直接接触摩擦;当水中含有的固体颗粒落入橡胶轴瓦与轴颈之间,随着轴颈的旋转方向将其滚推到最近的水道槽中,被冷却水冲走。如果冷却水供应减少或者中断,落入橡胶轴瓦与轴颈之间的固体颗粒将难以被冲走,将会对两者都产生干摩擦,使橡胶轴瓦烧坏,水泵轴磨损严重,从而造成摆度增大,机组振动加大。
泵壳是由铸钢内球面部分车削后,镶焊小块材质为1Cr18Ni9Ti的不锈钢衬,并重新加工的。由于不锈钢比铸钢的热膨胀系数大,如果焊接后没有进行很好的消除应力处理,在机组运行中受到温度变化、振动等因素的影响时,可能会导致不锈钢衬变形,严重的还会导致脱焊的发生。由于泵壳内球面和叶片外球之间的间隙仅为2.8~4.2 mm(叶轮直径的1/1 000~1.5/1 000),当不锈钢衬发生变形、脱焊,间隙更小,过流速度快,更易产生气蚀,增大机组振动。
本站机组叶片的调节是通过安装在电机顶部的调节电机来带动摆线针轮,并经过减速器减速以后,带动螺纹副丝杆一起转动。由于丝杆轴向是固定的,因此调节螺母在进行轴向运动时,便会带动调节轴以及轴承箱一起做向上或者向下的移动,使与之相连接的调节杆随之一起做轴向运动,从而带动叶片调节杆轴向运动。叶片调节杆在进行轴向运动时,会使与叶片相联接的转臂发生旋转,便可以调节叶片角度。当操作架与调节轴螺母之间产生松动,便会形成一定的间隙,在机组运行时,随着流态的变化,造成螺母与操作架发生碰撞,从而产生振动响声。
3 解体处理及存在问题
为了查找机组运行异常的原因并予以解决,须对机组解体处理。由于6月份正值汛期,开机任务较多,经研究决定,解体处理于10月份进行。
机组解体后,发现导致机组运行异常情况的原因与之前的初步判断基本一致,存在的主要问题如下:
(1)流道中给橡胶轴瓦供冷却水的水管被水流冲断,导致冷却水供应中断。
(2)水润滑轴承的橡胶轴瓦已烧坏,上面的水道槽基本被磨完(见图1)。

图1 橡胶轴瓦磨损
(3)主轴轴颈磨损严重,其下部分磨损出多条沟痕,最深处超过2 mm(见图2)。
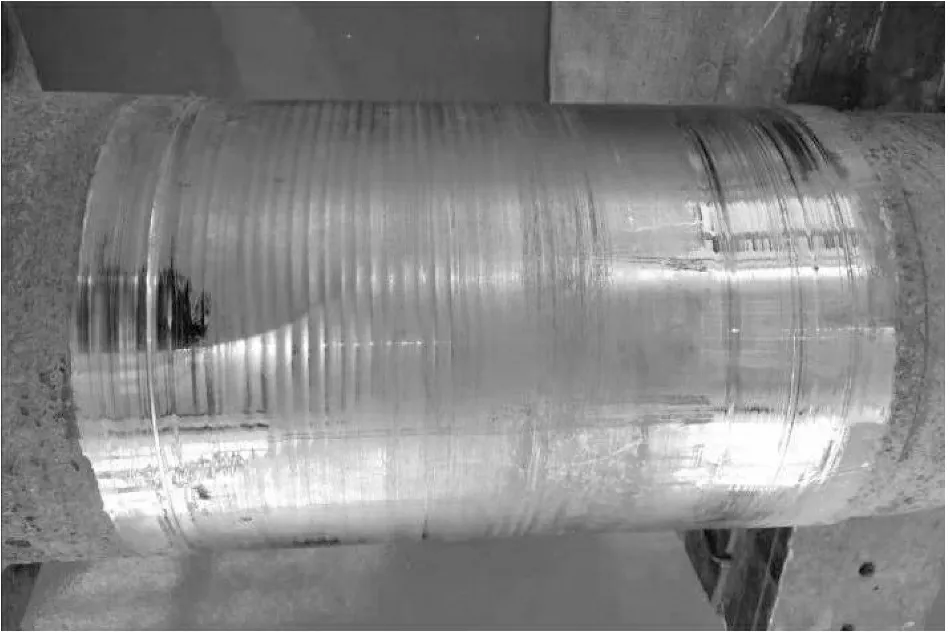
图2 泵轴轴颈沟痕
(4)泵壳内球面上1块面积约500 mm×150 mm的区域内,镶焊的不锈钢衬出现脱焊,上面有明显的磨损痕迹(见图3)。

图3 泵壳局部磨损
(5)叶片不同程度的出现了麻点、坑穴等气蚀现象(见图4)。

图4 叶片气蚀
(6)操作架与调节轴联接处螺母松动,间隙达到6.5 mm(见图5)。

图5 叶轮内部
4 问题处理
(1)采用DG32的无缝钢管代替被水流冲断的供水管,并与混凝土中预留的水管焊接;焊接处打磨处理后涂抹环氧树脂,进入水箱与水导上导水锥处进行了加固处理。
(2)由于橡胶轴瓦磨损严重,已无法使用,返回制造厂后,用聚氨酯橡胶重新浇筑了橡胶轴瓦。在加工时考虑了聚氨酯橡胶特有的吸水膨胀性能,从而保证了橡胶轴瓦与泵轴轴颈之间的间隙在规定的范围内。
(3)主轴轴颈由于存在严重的磨损情况,返回制造厂进行了修复处理。在处理轴颈前,先检查了泵轴同轴度,以防同轴度不符合要求。在磨损的轴颈部位车去原轴套后,堆焊新的轴套,并达到了加工精度不低于h7,表面粗糙度不大于Ra0.4 μm的要求。
(4)泵壳内球面出现脱焊的部位,由于脱焊不是很严重,在对不锈钢衬进行钻孔后,先在钻孔处使用不锈钢焊条进行补焊,再对整个磨损区域补焊。补焊后按样板进行人工打磨,使补焊区域同未脱焊的区域连成整体的光滑面。
(5)叶片气蚀部位采用不锈钢电焊条补焊处理。补焊前对气蚀部位进行铲削,补焊后对补焊层打磨处理。
(6)操作架与调节轴联接处螺母松动,安装时进行了紧固处理。
5 安装质量及试运行
在对机组存在的问题进行处理后,机组其他部位也进行了必要的维护工作,如泵轴涂漆防腐、推力轴瓦研刮以及上、下导油盆透平油更换等工作。由于水泵的安装质量将直接影响机组的安全运行,所以在安装过程中,重点对轴线垂直度及摆度、定转子磁极中心、空气间隙、导轴瓦间隙、叶片间隙等进行质量控制,确保了安装质量符合规范要求(见表1~表3)。
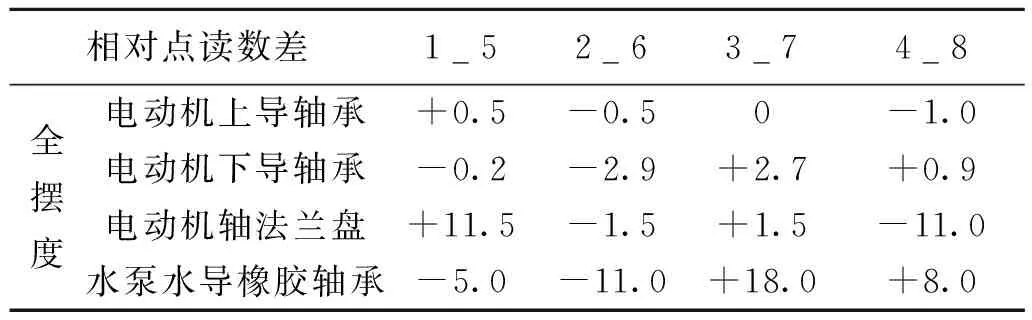
表1 轴线摆度测量记录 0.01 mm
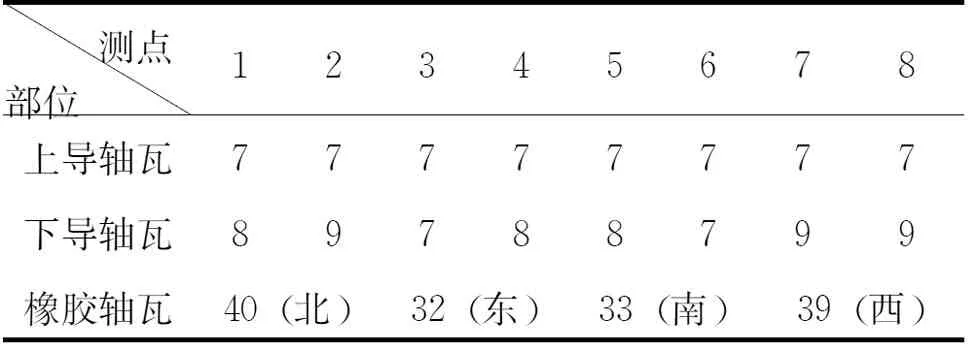
表2 导轴瓦间隙测量记录 0.01 mm
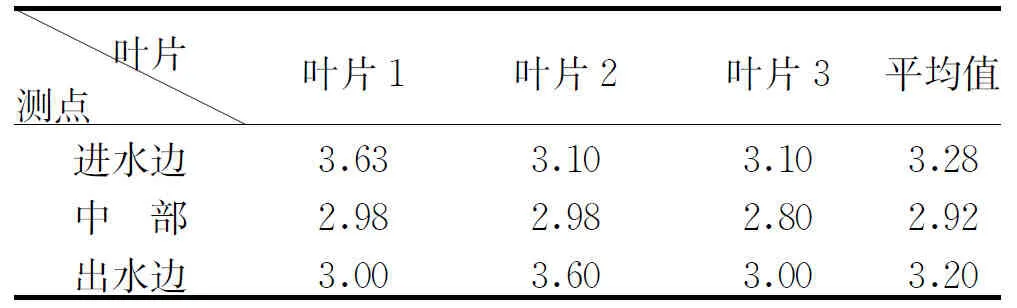
表3 叶片间隙测量记录 mm
安装工作结束后,于12月7日进行了16 min的空载试运行,各项参数正常;12月9日进行了2 h的重载试运行,运行正常。
6 结 语
对于3号机组在运行中发现的异常情况,通过机组解体大修,查明了原因并予以解决。在处理这次异常情况时,也有一些情况值得我们在日常运行管理中予以重视,从而更好地保障机组的安全运行。
(1)机组运行中,值班人员要严格按照规定的时间进行巡视检查,发现问题要及时处理,可以有效防止事故发生。
(2)泵站的冷却水取自上游出水口,为了减少水的含沙量,在冷却水管上安装有过滤设备。过滤设备应定期检查、清理,否则,待其过滤能力饱和后,将有不少沙粒进入水润滑轴承中,造成磨损破坏。
(3)理论和实践都已经证明气蚀无法完全消除,所以只能采取措施减少气蚀的影响。对于叶片,为了增加它的耐气蚀能力,减少气蚀的破坏,可以采用非金属材料涂覆、合金粉末喷涂、激光熔覆技术等最新的技术手段。此外,合理的运行工况也可以减少气蚀的扩大。夏季开机运行时,有时会随着水流漂浮来大量的水草等杂物堵在拦污栅前,造成水位的跌落,导致水泵淹没深度降低,增加了水泵发生气蚀的可能,须及时用清污机或者挖掘机等设备进行清理。
猜你喜欢
电子制作(2018年18期)2018-11-14 01:48:22
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
电镀与环保(2017年1期)2017-02-27 08:02:24
北京航空航天大学学报(2016年12期)2016-02-27 06:32:39
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
焊接(2015年11期)2015-07-18 11:12:46
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
山东农机化(2015年6期)2015-01-03 08:09:44
水电站机电技术(2014年1期)2014-09-26 11:59:51
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40