
70 m天线俯仰扇齿组合的加工与安装*
2022-02-15 08:34李东伟孙懿敏贺新刚
电子机械工程 2022年6期
李东伟,孙懿敏,贺新刚
(1. 中国电子科技集团公司第三十九研究所,陕西 西安 710065;2. 陕西省天线与控制技术重点实验室,陕西西安 710065)
引 言
70 m天线是目前亚洲地区建成的最大单口径全可动天线,天线质量为2 700 t,主反射面直径为70 m,高约72 m,相当于一座20多层大楼的高度,建成后为我国首次火星探测任务以及后续的深空探测任务打下了坚实的基础[1–2]。70 m天线是一台大型轮轨式全方位可动的超大口径天线,可做方位和俯仰两个方向的运动,方位工作角度为-1°~360°,俯仰工作角度为0°~90°,大范围的工作角度确保了天线能接收更广、更远的信号[3]。传统大型转台式天线可以在工厂内完成整个天线结构系统的预组装及精度测调,外场安装仅通过专用销钉复位就可复现预组装状态,保证天线外场安装精度,而70 m大型轮轨式天线外形尺寸大,重量重,焊接工作量大,运输受限,因此其安装只能在外场进行,无法在工厂内完成整个天线结构的预组装。在工厂内只进行部件的生产及预安装,到外场后在检验人员配合下进行现场安装。因此如何高效完成轮轨式天线结构系统的外场安装任务、避免返工及无法安装的问题、提高外场安装效率、规划好外场安装整体工艺路线及保证外场安装精度成为轮轨式天线外场安装必须要提前策划的重要问题。其中俯仰扇齿组合是构成70 m天线俯仰运动的关键部件,其加工精度和安装精度直接决定天线俯仰的指向精度,因此需要从天线结构系统现场安装总规划需求出发,分离出俯仰扇齿组合的加工和安装精度要求,从而全面做好俯仰扇齿组合的整体工艺路线策划,确保现场俯仰运动部分可靠、准确的安装[4]。
1 结构简介
俯仰扇齿组合是70 m天线座架的关键部件,其结构如图1所示。它由7段箱型环形梁和12根齿弧组成,左侧4段箱型环形梁安装有12根齿弧,齿弧和环形梁上共有560个向心连接孔,右侧3个环形梁无齿弧,整个结构为非对称结构。俯仰扇齿组合的尺寸约为40 m(长)×0.9 m(宽)×20 m(高),质量约为95 t。

图1 70 m天线座架及俯仰扇齿组合示意图
俯仰扇齿组合的结构特点决定其安装环节不可调,外场安装的精度完全由每个部件的机加工精度保证。俯仰扇齿组合外形为40 m×20 m,这样的大尺寸部件在外场组装时,一旦加工累计误差过大及未提前规划设计好外场组装工艺方案,就会出现俯仰扇齿组合外形尺寸误差超出理论要求、齿弧及环形梁上成百个孔群错位及各段齿弧接缝齿形误差超出理论要求等在外场无法解决的问题。这些问题将直接导致现场无法正常安装,只能将安装零部件运回工厂内重新上机床加工修复后才能重新组装,这样将极大影响外场的安装施工进度,增加安装成本。因此,70 m天线座架部分总体安装工艺思路为除俯仰扇齿组合在厂内预组装外,其余部件均在施工现场在检测仪器配合下安装组焊[5]。俯仰扇齿组合在厂内预组装旨在解决如下关键问题:1)厂内俯仰扇齿组合预组装和现场其他部件安装并行进行,预组装时做好现场复位工装,现场通过复位工装和复位销钉复位,提高现场安装效率。2)俯仰扇齿组合是组装件,因此预组装可以提前发现加工的累积误差,避免现场出现因接口不对而无法安装的情况。3)避免现场出现齿弧和各环形梁连接的560个孔群因累计误差错位而无法安装的情况。4)由于天线俯仰工作范围为0°~90°,俯仰扇齿组合设计为非对称结构,左侧安装有12根齿弧,总质量为36 t,右侧无齿弧,因此吊装时会出现重心不在整个结构中心的偏心问题。另外,由于加上12根齿弧吊装,总质量超出了施工外场最大的2 000 t履带吊的吊装能力,因此为了保证吊装安全及考虑吊车的吊装能力,只能在将整个俯仰部分整体吊装到天线座架上后,再在高空依次安装单根齿弧。总体安装工艺流程决定了齿弧必须先在地面和环形梁上完成预组装,这样才能保证在施工现场高空中准确快速地将每个齿弧安装到位。5)降低现场窝工的概率。
2 总体工艺规划
从施工现场俯仰部分总工艺安装规划思路出发,工厂内的关键控制点在于俯仰扇齿组合的厂内加工及预组装。为保证俯仰扇齿组合厂内预组装的顺利进行,在生产加工前,需提前规划出加工、检测、装配的需求,从加工阶段开始就将后期装配需要的检测基准等提前规划在加工环节,站在宏观的角度总体把握整个俯仰扇齿组合的制造过程。
为了保证俯仰扇齿组合的现场安装精度,厂内预组装需保证以下关键点:1)俯仰扇齿组合跨距的准确性;2)各段环形梁上的孔和与之连接的12根分段齿弧上共560个孔位的准确性;3)如何保证12根齿弧截断面拼接时接缝缝隙的准确性;4)如何在现场快速定位及复位俯仰扇齿组合,提高现场安装效率;5)总装时检测基准的规划。
为了保证上述各关键指标,在工艺规划上从以下几方面入手:1)为了保证俯仰扇齿组合的跨距,必须选择能满足加工精度的机床,在加工阶段保证每段环形梁的夹角及尺寸精度;2)在加工阶段必须严格保证每个孔位相对基准面的位置精度;3)设计齿弧截断面连接工艺工装,确保齿弧截断面连接的准确性;4)设计俯仰扇齿组合定位及复位工装,实现现场快速复位;5)在加工7段环形梁时,在齿弧连接面的外圆侧面及箱体上端面做检测基准面及检测基准孔,这样厂内预组装及现场安装时就有可靠的检测基准点。
3 加工与检测基准建立
俯仰扇齿组合总装时的安装精度与零部件的加工精度和加工中检测基准的设立密切相关。只有控制好加工阶段的精度和检测基准,才能保证俯仰扇齿组合总装时的精度[6]。
3.1 环形梁的加工要求及检测基准建立
环形梁的结构如图1所示。每段环形梁的结构类似,加工方法相同,加工的关键点均为保证环形梁的两个夹角尺寸和外侧弧形面上成百个向心孔的位置精度,这两个关键尺寸可通过高精度的数控镗床加工来保证。如果只按照结构图纸加工,则只能符合图纸设计意图,在部件加工完的检测阶段和总装阶段会出现一些不便及难测量的问题,这就要求在加工阶段融入部件及安装检测基准的加工。因此,环形梁的加工重点为从系统总装角度考虑,在环形梁加工阶段加入工艺安装检测基准面及基准孔。
环形梁工艺设计重点如下:
1)在环形梁的外圆一侧设计深5 mm、宽7 mm、半径为R1的工艺检测基准台阶,如图2所示。此处台阶外圆为俯仰扇齿组合总装时半径检测基准外圆,能确保每个环形梁按理论位置安装到位,并能通过此检测基准检测调整,确保现场总装时俯仰齿弧中心与整个天线的俯仰轴中心相交于一点。
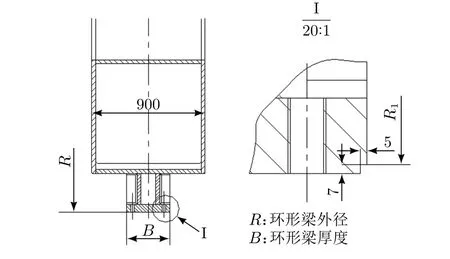
图2 环形梁检测基准示意图
2)在环形梁两侧设计2组工艺检测基准孔,每组3个孔,共6个,为Φ10 mm、深15 mm的盲孔,如图3所示。加工工艺检测基准孔时要严格控制孔中心的位置,一个定位尺寸为满足基准台阶面到孔中心的定位尺寸,另一个定位尺寸是满足环形梁连接面到孔中心的定位尺寸。此检测基准孔一方面是为了环形梁加工完成后便于检验人员通过测量各孔与其他孔的相对弦长检测工件尺寸加工的准确性;另一方面是用于俯仰扇齿组合总装时检测安装位置的准确性。
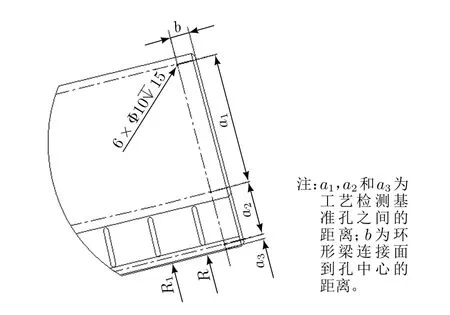
图3 环形梁检测基准孔位置示意图
3)在加工位于中心的环形梁4时,在其内侧配重连接平面刻画左右对称的中心线,此线作为装配检测的中心基准线。
综上所述,通过在环形梁上设计简单的工艺检测基准面及基准孔,解决了部件的检测和整个俯仰齿弧安装缺检测基准的难点问题。
3.2 齿弧的加工要求及安装工艺基准设计
俯仰扇齿组合中有12根齿弧,每根齿弧的外形如图4所示。齿弧的尺寸为2.85 m(长)×0.55 m(宽)×0.35 m(高),质量为3 t。齿弧可以在数控镗铣床上按传统加工方法来加工,但加工后如何快速准确地进行检测以及安装时如何保证每两根齿弧接缝缝隙的准确性是齿弧加工及安装的难点,在工艺设计上必须提前策划,将系统问题转化到零件加工阶段[7–8]。

图4 齿弧及齿弧检测模板
齿弧工艺设计重点如下:
1)设计如图4所示的齿弧齿形快速检测工艺模板。与传统检测方法相比,该模板能更直观地检测齿弧外形的精度。齿弧齿形快速检测工艺模板不应该和齿弧加工采用同一设备和程序,以免因同一设备和程序自身的加工误差而产生零件检测误差。本工程齿弧检测工艺模板采用线切割方法加工,可保证模板的精度。同时在俯仰扇齿组合总装时也可使用检测模板检测每两个齿弧缝隙中齿形的准确性。
2)在每根齿弧两端设计如图5所示的工艺台阶面定位缺口,台阶面上设计有连接孔和定位销孔。加工销孔时,±0.05 mm的位置精度是安装的关键点,因此要进行严格控制,使孔的位置精度和齿弧齿形采用同一个基准加工,以确保最终的齿弧安装精度。

图5 齿弧工艺台阶面
3)设计齿弧连接工艺定位块,定位块的加工关键为外形尺寸及销孔±0.05 mm的位置精度。定位块的作用是使两段相邻齿弧能够在保证理论缝隙的前提下快速安装,保证接缝处齿弧的齿形。
4)12根齿弧通过工艺定位块快速连接成一个整体,其装配安装示意图如图6所示。先通过销孔定位再通过外形尺寸精度控制,确保齿弧安装到位。
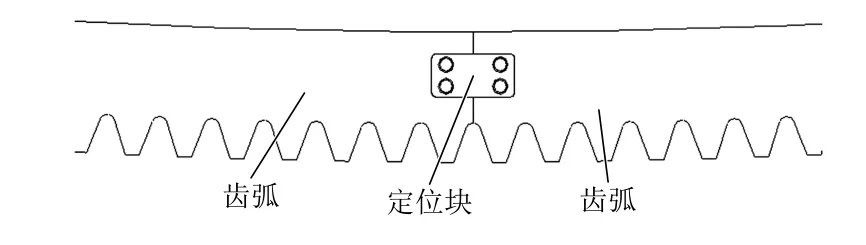
图6 齿弧快速连接装配示意图
综上所述,通过在齿弧上设计高精度工艺安装台阶面及工艺连接定位块,解决了齿弧简便测量和整个齿弧快速准确安装的难点。
3.3 总装复位工装的设计
俯仰扇齿组合在厂内完成预装后,必须考虑现场的快速复位问题。工艺策划中设计了俯仰扇齿组合复位工装,其结构及安装位置如图7所示。复位工装由2个焊接件通过销钉及螺栓螺接为一个整体。完成预装后,在每个环形梁接缝3个面上焊接复位工装,将复位工装中的2个焊接件分别焊接在两个相邻的环形梁上。拆开俯仰扇齿组合时拆开每一对复位工装,待现场安装时通过专用销钉复位工装,重现预装状态。总装复位工装的设计保证了70 m天线施工现场俯仰扇齿组合的安装效率和装配精度。
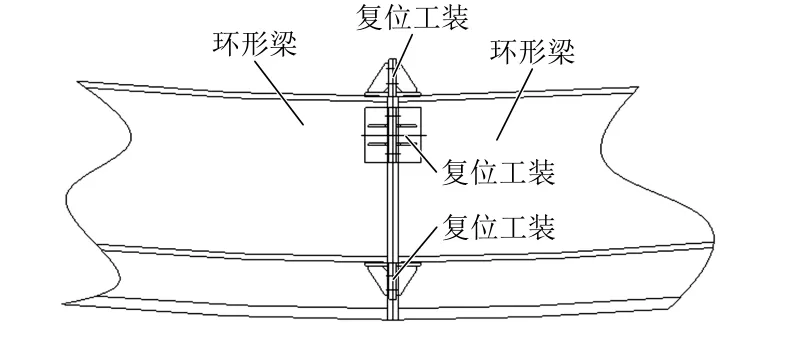
图7 总装复位工装及安装示意图
4 装配与检测
俯仰扇齿组合装配与检测的详细流程如下:
1)在场地设定俯仰扇齿组合装配的圆心,并用卷尺粗定中心环形梁4的位置,使得环形梁4上内侧配重连接平面到圆心的距离为L,环形梁4的中心与俯仰扇齿组合装配的圆心左右对称,通过水准仪将环形梁4基准台阶面调至水平。
2)装配圆心放置经纬仪,转动经纬仪的方位角度,一直调整到经纬仪方位锁定后,俯仰方向转动时,经纬仪目镜内十字线与中心环形梁4配重连接面上的工艺中心十字刻线对齐,记录此位置,它是整个总装的中心基准。
3)在经纬仪配合下,将其余6个环形梁依次摆放到理论角度,并将直尺搭在两个环形梁接缝处的基准台阶外圆面上,粗调,保证所有工艺检测基准台阶面水平,粗调并用肉眼观察,保证所有工艺检测基准台阶面在同一外圆上。
4)激光跟踪仪配合精调,使基准台阶外圆半径误差在±0.5 mm 内,基准台阶面的水平度误差在±0.2 mm内。
5)用激光跟踪仪测量俯仰扇齿组合的跨距,跨距误差控制在±2 mm内。跨距为此次装配的关键指标,若出现超差,有问题的环形梁必须重新上机床修配。
6)用激光跟踪仪检测图8所示的7根环形梁上端面(大端面)各Φ10 mm工艺基准孔间的相对弦长尺寸(以W12,W13,W14,W15,W16,W17,N12,N13,N14,N15,N16,N17表示)并做好记录,此数据为70 m天线施工现场安装复位检测的依据。
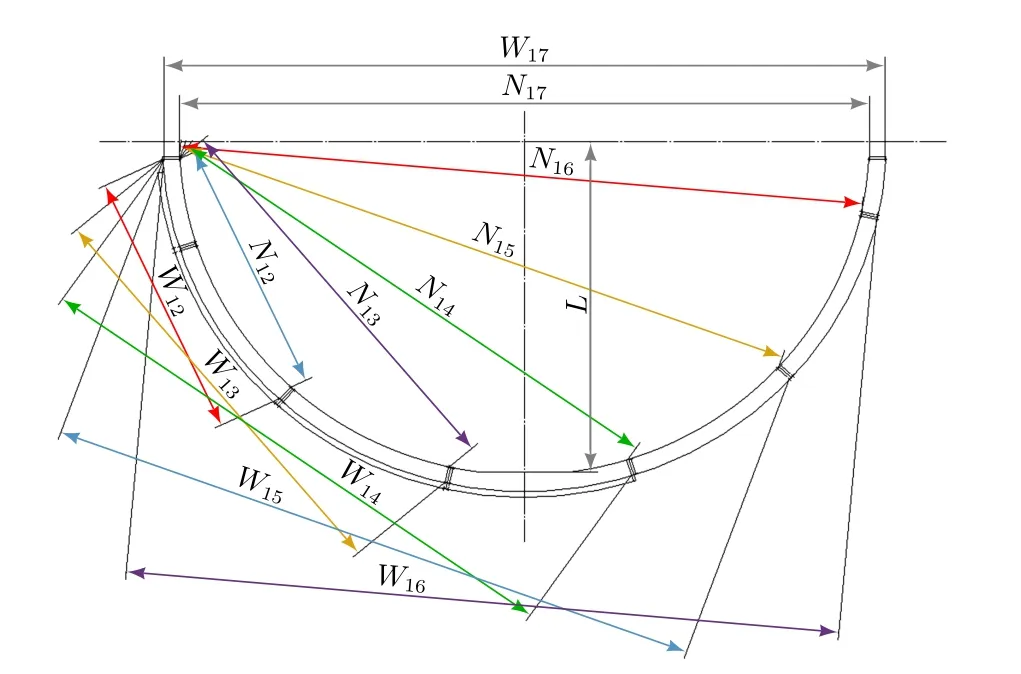
图8 俯仰扇齿组合基准检测孔检测示意图
7)从环形梁1开始,依次将12根齿弧安装到各环形梁上。每根齿弧与相邻齿弧连接时,通过工艺台阶面及工艺定位块的销孔定位,用螺栓连接。相邻齿弧连接完成后用工艺安装齿弧检测模板检测接缝齿弧齿形的准确性。12个齿弧连接完后,检查环形梁上的所有连接孔,保证它们均能和齿弧上对应的连接孔连接,不存在孔群错位现象,否则需要重新加工问题连接孔。
8)如图7所示,2个复位工装通过销孔及螺孔连接好后,再分别配焊在相邻的2个环形梁上,每个环形梁接缝处焊接3对复位工装(共18对)。此安装工序确保了大型结构件俯仰扇齿组合在施工现场的准确复位。
综上所述,俯仰扇齿组合按照总体工艺规划顺利完成安装,且各装配指标精度均达到预期要求。这充分说明前期将整个安装过程所需的工艺基准、检测基准、工艺安装工装提前规划到前期零部件的加工和检测阶段起到了事半功倍的作用,提高了现场安装效率并保证了安装精度。
5 结束语
本文根据70 m天线结构系统现场俯仰扇齿组合的安装需求,通过前期合理的工艺路线规划、检测基准规划、工艺工装设计及检测方案规划,将现场安装一个重达百吨的部件的关键控制点和极难控制的安装难点分级划分到俯仰扇齿组合零部件的加工、生产及预组装中,最终解决了俯仰扇齿组合现场安装及检测的难点,避免了加工误差对现场施工进度的影响,并且通过在70 m天线外场实际工程中成功的保精度安装进一步验证了此次俯仰扇齿组合工艺路线总规划的准确性,对以后更大口径天线的安装具有一定的借鉴意义。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
化工设计(2020年6期)2020-01-13
中国交通信息化(2019年5期)2019-08-30
模具制造(2019年4期)2019-06-24
劳动保护(2018年8期)2018-09-12
中国交通信息化(2017年1期)2017-06-08
中国交通信息化(2017年4期)2017-06-06
中国交通信息化(2017年10期)2017-01-14
Coco薇(2015年10期)2015-10-19
