
GE 水煤浆加压气化工艺烧嘴改造分析与实践
2022-02-06 03:49冯超
煤化工 2022年6期
冯 超
(国能包头煤化工有限责任公司,内蒙古 包头 014000)
某企业甲醇制烯烃项目气化装置采用美国GE 公司水煤浆加压气化技术,共七台气化炉,五开两备。气化炉相关参数:单台气化炉投煤量1 500 t/d,操作压力6.5 MPa,操作温度1 350 ℃,燃烧室直径Φ3 200 mm。气化炉承担着原料煤由固体向工艺气转变的任务,其中工艺烧嘴是核心设备之一。本文针对该项目气化炉投运以来工艺烧嘴在实际生产中出现的问题,进行了原因分析及相应的技术改造。
1 工艺烧嘴结构及使用周期分析
GE 水煤浆气化工艺烧嘴结构为同轴三流道结构:中心流道和外环流道走氧气,中间流道走水煤浆,其伸入气化炉内部分设置有冷却水盘管对其进行冷却保护。工艺烧嘴工作原理是利用中心氧对水煤浆进行初次雾化和预混,再利用外环氧呈一定夹角对预混后的煤浆进行剪切,从而达到雾化煤浆的目的[1]。工艺烧嘴结构示意图见图1。

图1 工艺烧嘴结构示意图
烧嘴改造前、后使用周期见表1。

表1 烧嘴改造前后的使用周期对比
由表1 可以看出,最初工艺烧嘴的使用周期很短,平均使用天数为24 d,最短为6 d,不能满足现场使用要求,为安全生产带来了极大的困难。
2 工艺烧嘴存在的问题分析
根据多年的生产实践分析,造成工艺烧嘴泄漏、使用周期短的主要原因有:
(1)烧嘴外氧头部龟裂严重,裂纹向四周扩展,长度达到10 mm~20 mm,深度达到3 mm~5 mm,直接导致烧嘴端面裂纹贯穿,烧嘴损坏,被迫停车。
(2)煤浆烧嘴喷头磨损严重,使用一个周期后轴向磨损量达到30 mm~40 mm,严重时能达到50 mm~60 mm,造成气化炉与烧嘴压差波动,雾化效果变差,后期压差波动频繁,造成氧煤比波动,气化炉炉壁高点温度分布区域上移,拱顶温度升高。
(3)烧嘴冷却水盘管与外氧头焊缝泄漏频繁。烧嘴泄漏其中有一多半是由于焊缝泄漏导致,焊缝泄漏后,冷却水汽化,炉内大量合成气进入外氧头和冷却水盘管,加剧烧嘴损坏,严重情况下,可以导致烧嘴头部炸裂,冷却水盘管烧坏[2]。
(4)烧嘴关键尺寸不合理。在烧嘴使用初期,烧嘴压差偏大,拱顶和炉壁经常超温,锥底砖损坏速率加快,煤浆与氧气燃烧不够充分,灰渣的残碳含量高,煤炭使用效率较低。
3 工艺烧嘴的改造
3.1 外氧头改造
外氧头是烧嘴的前端部分,也是烧嘴最容易受到损坏的位置。此处氧气浓度高,金属材料在高温的氧化环境中发生氧化反应,并且有渗碳现象,使金属材料的性能和成分都会发生变化。另外,原料煤中的硫化物也与金属发生反应,产生硫化现象。在使用中,可观察到的现象有外氧头四周向内收缩,过渡段圆弧有明显烧蚀,产生的裂纹向周向扩展,长度达到10 mm~20 mm,深度达到3 mm~5 mm,导致端面裂纹贯穿,烧嘴泄漏,带来巨大的安全生产风险。
以往使用的外氧头部边缘部分是圆滑过渡,冷却水腔体为狭长形,通过的冷却水量较小,换热面积不够,头部聚集热量增多,无法将头部热量及时带走,造成烧蚀严重。经过论证,将头部改为边缘部分是直角过渡,这样的设计有效增大了冷却水腔体的横截面积,单位面积通过外氧头的冷却水量增加,带走热量增多,有效降低了烧嘴头部的热量,减缓了烧嘴头部裂纹产生。烧嘴外氧头改造前后外形图见图2。

图2 烧嘴外氧头改造前后外形图
对外氧喷头的材料进行了更换:由普通的Inconel 625 材料更换为进口的UMCo-50 材料。Inconel 625 材料属于最早的镍铬铁系合金,具有良好的抗高温腐蚀性能、抗氧化性能(抗氧化温度可以达到1 180℃)、冷热加工性能,且有较好的抗氯离子应力腐蚀性能,是纯氧高温环境中最为常见的合金。UMCo-50 材料作为一种耐高温钴基合金,除具有良好的耐热冲击和耐磨性能外,还具有良好的力学性能,同时它对硫和矾的腐蚀也有很好的抵抗性,是目前水煤浆工艺烧嘴喷头常用的材质。使用UMCo-50 材料后,在相同工况和周期条件下,经过改造后的外氧头部基本消除了端头喷口处的收缩,保持了环隙的相对稳定,头部端面裂纹变少、长度变短、深度也变浅,在切削2 mm 深度后裂纹全部消失。虽然UMCo-50 材料成本高,但是可以在使用一次后,通过切削消除裂纹后,重新堆焊,继续重复使用一次,也就降低了更换成本。Inconel 625 和UMCo-50 两种材料的化学成分、力学性能对比分别见表2、表3。

表2 Inconel 625 材料和UMCo-50 材料的化学成分 %
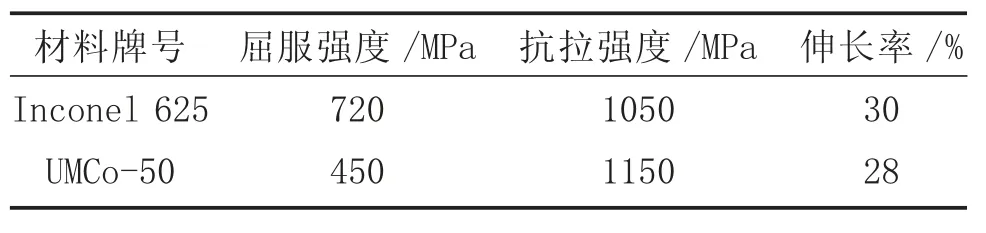
表3 Inconel 625 材料和UMCo-50 材料的力学性能
3.2 煤浆头改造
根据前面煤浆喷头存在的问题分析,有针对性地将煤浆头材质由Inconel 625 改为Inconel 625+耐磨衬套(碳化钨陶瓷),具体形式为在煤浆头的口部镶嵌了一个具有很好抗磨蚀性能的环形套(其结构示意图见图3),此耐磨衬套硬度高,耐冲刷和腐蚀性能更好,有效地解决了煤浆头的磨损,避免了因为煤浆头磨损引起的烧嘴压差降低、波动,保证了烧嘴工艺压差和雾化效果,提高了设备使用寿命。
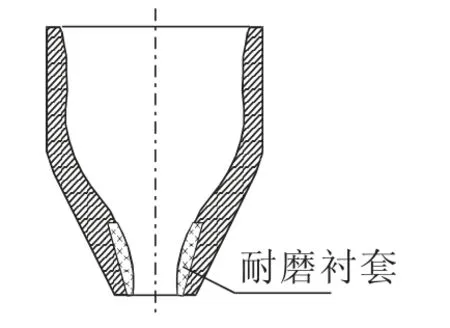
图3 煤浆喷头耐磨衬套结构示意图
相同工况下,两种煤浆喷头使用前后关键数据对比见表4。
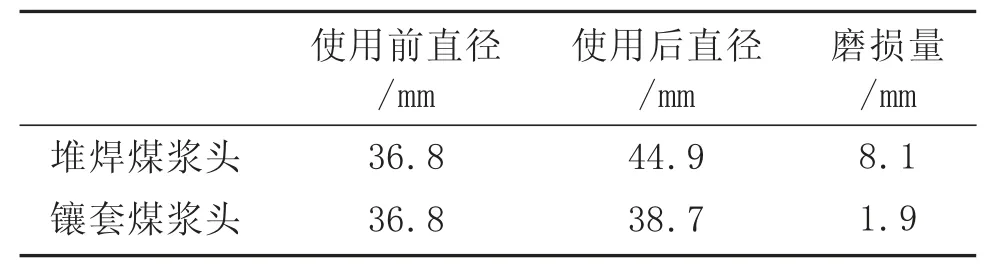
表4 两种煤浆喷头关键数据对比
由表4 可知,一个使用周期后,没有使用镶嵌耐磨衬套的煤浆头内部磨损量为8.1 mm,内部直线段磨损呈现波浪形;镶嵌耐磨衬套的煤浆头内部磨损量为1.9 mm,外观无明显变化。
煤浆头内径碳化钨材质磨损量小,直线段形状保持较好,不会引起环隙等关键尺寸变化,在正常使用一个周期后,烧嘴整体雾化效果变化不大。采用在头部径向线切割的方法,将磨损的部位切除,保持雾化角度不变,可以继续使用一个周期,节约了整体更换煤浆头的费用。这种碳化钨耐磨衬套硬度很高,性能较脆,与本体材质热胀冷缩系数不同,进入气化炉和拔出气化炉过程中要特别注意,否则容易引起内部碳化钨产生裂纹,备件无法修复,只能更换。
3.3 烧嘴冷却水盘管改造维修
冷却水盘管的主要损坏形式是冷却水盘管(镍基材料Inconel 625)与外喷头(钴基材料UMCo-50)连接焊缝区域的开裂泄漏。
冷却水盘管是烧嘴的重要组成部分。在前期生产过程中,80%的烧嘴泄漏是由于冷却水盘管与外氧喷头焊缝泄漏导致。在这种情况下,该企业成立了技术攻关小组,重点从材料和焊接两个方面入手,对冷却水盘管焊缝的焊接质量进行课题攻关。
Inconel 625 合金是钼、铌为主要元素的镍基高温合金,具有良好的耐高温、抗腐蚀、适应恶劣工况的性能;UMCo-50 合金具有优良的抗氧化性能,同时抗高温、抗热腐蚀和热冲击、耐磨损。烧嘴冷却水盘管与外氧头焊接部位结构复杂、空间狭小,而且是异种钢,焊接难度大。在与维修厂家的多次交流中,针对实际情况,采用了UMCo-50/Inconel 625 异种高温合金氩弧焊焊接工艺,并将焊丝材质、焊接电流、焊接速度、焊接温度、焊接层数作为影响参数,进行不同参数组合方式的比对,最后,根据试验数据得出焊接质量最优的工艺参数组合。通过对宏观形貌进行分析,得出焊缝成形影响因素的主次顺序:焊接电流>层间温度>焊丝种类>焊接速度>焊接层数;通过高温拉伸试验,得出焊丝类型和焊接速度是高温抗拉强度和断后伸长率的主要影响因素,焊道层数对焊缝的影响最小,为次要因素;通过显微硬度测试,得出无论焊接工艺参数如何变化或选择何种填充材料,硬度曲线都遵循下述规律:UMCo-50 母材>UMCo-50 热影响区>焊缝>Inconel 625 母材>Inconel 625 热影响区;通过综合成形情况、高温拉伸性能及硬度分析,得出比较合理的工艺参数为:焊接电流160 A,焊接速度10 cm/min,层间温度不高于150 ℃,焊接层数2 层,最为关键的填充材料焊丝优选GH5188 和ERNiCr-3[2]。
在具体的冷却水盘管与外氧喷头焊接过程中,将原来的两小段焊接短管去掉,用整根冷却水管线进行煨弯,一次成型,与外氧喷头进行直接焊接,减少了焊缝数量,改善了冷却水盘管的完整性。针对冷却水盘管与外氧头连接处的角焊缝,增加一块UMCo-50 材质的圆形挡板,并且在缝隙处填充陶瓷纤维材料,降低高温、热辐射、腐蚀等极端环境对盘管焊缝的损坏,很好地保护了冷却水盘管焊缝。在后续的使用过程中,通过优化工艺参数,极大地改善了冷却水盘管的使用条件。在冷却水盘管的维修方案中,也进行了调整:冷却水盘管弯头每次检修时必须更换,冷却水盘管累计使用200 d 以上,必须更换;因为生产原因,冷却水盘管表面呈现回火烧蚀,经过分析检测,若存在晶格变化、晶粒滑移等情况,导致金属性能下降时,必须更换盘管。
冷却水盘管与外氧头焊接工艺的优化,以及盘管结构的改变,都有效改善了烧嘴焊缝的泄漏问题。
3.4 烧嘴关键尺寸调整
3.4.1 环隙尺寸调整
环隙尺寸是工艺烧嘴的关键数据,烧嘴在正常运行一段时间后,外氧喷头龟裂,内径边缘向内收缩,环隙减小,单位时间通过环隙截面的氧气流量增加、流速增快,外环氧出口角度大于正常角度。在这种情况下,煤浆雾化区域上移,黑区变小,煤浆颗粒在炉内的停留时间缩短,气化效率降低。同时,过长的火焰直冲炉底,会缩短锥口砖和激冷环的工作寿命。GE 公司开始给定的环隙尺寸为(5.1±0.1)mm,经过实际生产探索和利用计算机对气化炉内流场及燃烧过程的模拟计算,将环隙尺寸修订为(5.3±0.1)mm。随着环隙尺寸的增大,氧气的喷射角度变小,增强了煤浆和氧气的预混效果,氧气与煤浆燃烧更加充分,高温区域下移,改变了整个流场分布,保护了炉砖和气化炉内件,提高了煤浆气化效率。
3.4.2 煤浆喷头与中心氧喷头入炉深度尺寸调整
煤浆喷头和中心氧喷头距离外氧头的深度是烧嘴另外一个重要的指标。在烧嘴的预混腔内,中心氧对煤浆进行初次雾化和预混,利用中心氧对煤浆进行稀释和初加速,改善煤浆的流动性,保证水煤浆在离开烧嘴后的雾化效果。原始烧嘴的尺寸与氧气和煤浆流量不匹配,初次雾化效果不好,喷出火焰的长度短,合成气气体组分不好,气化炉拱顶经常出现超温的现象。根据实际生产情况,缩短中心氧至外氧喷头的距离,对煤浆喷头至外氧头的距离进行微调,找到了更加合理的匹配尺寸。通过改变煤浆喷头和中心氧喷头的深度,缩短了火焰长度,改变了气体组分。
烧嘴关键尺寸调整前后数据见表5。

表5 烧嘴关键尺寸调整前后数据 mm
3.4.3 雾化角度调整
煤浆通过喷头时,如果流速过大,会加速煤浆喷头内部的磨损,迅速使喷头出口尺寸变大,雾化效果变差。当雾化角度大于正常值时,与烧嘴环隙减小是一个道理,回流区缩小,火焰黑区上移,拱顶温度升高,气化效率降低,炉砖损坏加剧。当雾化角度小于正常值时,物料燃烧不充分,粗渣中碳含量高,质量分数最高达到30%,影响生产效率。通过改进各流道结构,使内、外氧气和水煤浆之间的速度匹配及内、外氧气和水煤浆撞击角度更加合理,形成更合理的流场分布。通过对烧嘴进行冷态模拟实验,确定使从喷嘴出来的反应混合物气流角度保持在45 °~60 °。
4 改造效果
在分析工艺烧嘴结构的基础上,从材料、焊接工艺及参数、关键尺寸、冷却水盘管等方面对某企业甲醇制烯烃装置的GE 水煤浆气化工艺烧嘴进行了全方位技术攻关,取得了良好的效果。气化炉烧嘴使用周期由原来的30 d 左右提升到了75 d~90 d,最长使用时间达到了97 d。烧嘴改造提升了生产效率,稳定了生产,降低了检修工作量。今后,本着安全生产的初衷,将从新材料、新工艺入手,继续提高烧嘴的使用周期和稳定性。
猜你喜欢
氮肥与合成气(2022年8期)2022-08-05
建筑热能通风空调(2022年6期)2022-07-30
氮肥与合成气(2022年7期)2022-07-07
商品与质量(2021年43期)2022-01-18
化肥设计(2021年5期)2021-11-08
能源工程(2021年3期)2021-08-05
化工管理(2020年17期)2020-07-17
建材发展导向(2019年10期)2019-08-24
中氮肥(2019年2期)2019-01-17
大陆桥视野·下(2017年9期)2017-09-17
