
吉林省老岭成矿带东八里沟金矿选冶试验研究
2022-02-02 03:01:00任利明
吉林地质 2022年2期
任利明
吉林省勘查地球物理研究院,吉林 长春 130012
0 引言
常规的金选矿方法有混汞、重选、浮选、氰化以及这些方法的综合流程[1-2]。该试验研究的金矿矿石金属矿物含量较低。金属矿物主要为磁黄铁矿、黄铁矿、方铅矿、黄铜矿、毒砂、闪锌矿;贵金属矿物主要为自然金,次为银金矿。非金属矿物主要为长石和石英、方解石、云母、绿泥石等。矿石中金矿物的产出形式主要为粒间金、裂隙金和包裹金,矿石的工艺类型为富硫化物型含金蚀变岩型金矿石,通过与标准矿石试验工艺对比采用浮选工艺,以获得较高品位金精矿和最佳回收率[3]。
1 矿石特征
1.1 矿石成分
该矿赋矿岩石类型比较简单,主要为蚀变岩型和石英脉型。矿石主要金属矿物:黄铁矿、方铅矿、 黄铜矿、毒砂、磁黄铁矿,微量金等。主要脉石矿物:石英、方解石、黑云母、绢云母、白云母、绿泥石等。矿物含量见表1所示,化学多元素分析见表2所示。浮选金精矿多元素化学分析结果见表3所示[4]。
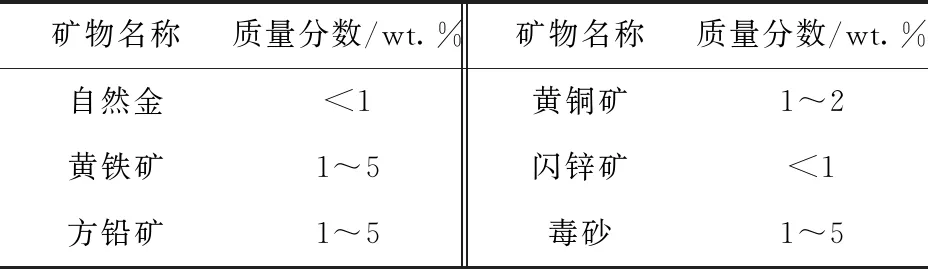
表1 矿石主要矿物组成

表2 原矿多元素化学分析结果表

表3 浮选金精矿多元素化学分析结果表
1.2 金的赋存状态研究
矿石之中金粒度不均匀,中粒金约占61.91%,粗粒金和微-细粒金分别占29.25%、8.84%。
金矿物以粒间金为主,占60.00%,裂隙金次之占25.00%,包裹金最少占15.00%。粒间金:主要表现形式是微细粒金矿物沿着黄铁矿粒间、黄铁矿—脉石粒间充填分布。裂隙金:特征是金矿物沿方铅矿、黄铜矿、毒砂中的裂隙充填分布,粒度变化范围与粒间金大致相当。包裹金:出现的频率明显低于粒间金或裂隙金,而且在黄铁矿、毒砂和脉石中均可见及,粒度不甚均匀,整体来说较粒间金和裂隙金细小[4-6]。
2 试验结果与分析
矿石的工艺类型为富硫化物型含金蚀变岩型金矿石,通过与标准矿石试验工艺对比最终采用浮选工艺。
2.1 磨矿细度试验
合适的磨矿细度对矿物的有效回收极其重要,过细导致有用矿物过磨难以上浮,细度不够,有用矿物不能有效单体解离,也难以有效回收。该金矿物嵌布粒度不均匀,适宜的磨矿细度对选矿指标的优化极其重要。为此,进行了金粗选磨矿细度试验,试验工艺流程及条件如图1所示,试验结果见表4。

图1 磨矿细度试验工艺流程及条件Fig.1 Technological process and condition of grinding fineness test
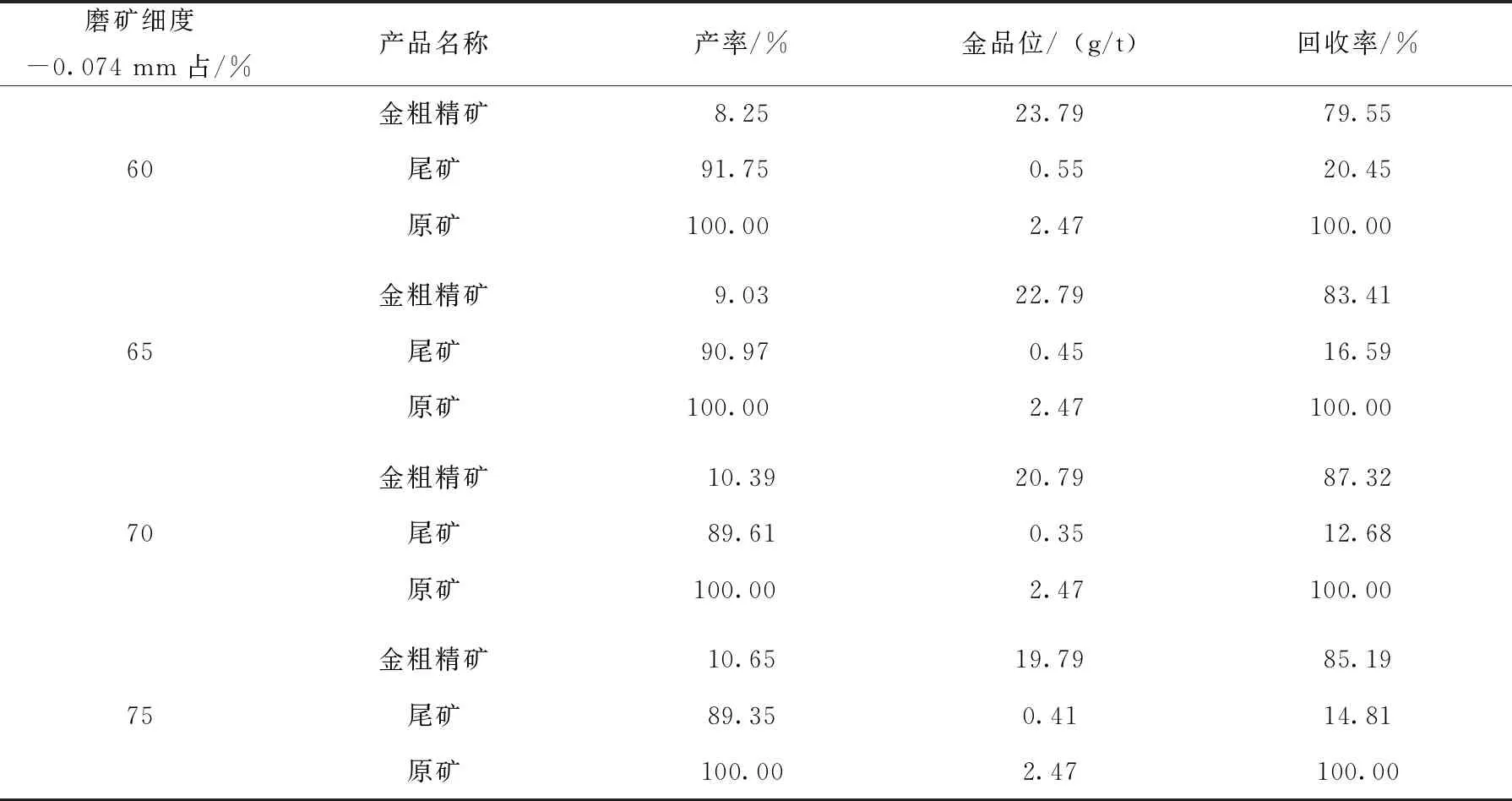
表4 磨矿细度试验结果
由表4可知,随着磨矿细度增加,金粗精矿中金品位逐渐降低,回收率逐渐升高。当磨矿细度达到-0.074 mm占70%以上时,金粗精矿中金品位、回收率变化不大,趋于稳定,确定适宜的磨矿细度以-0.074 mm占70%为宜。
2.2 金粗选碳酸钠用量试验
试验工艺流程及条件如图1所示,固定磨矿细度为-0.074 mm占70 %,其余条件不变,进行金粗选碳酸钠用量试验,试验结果见表5。
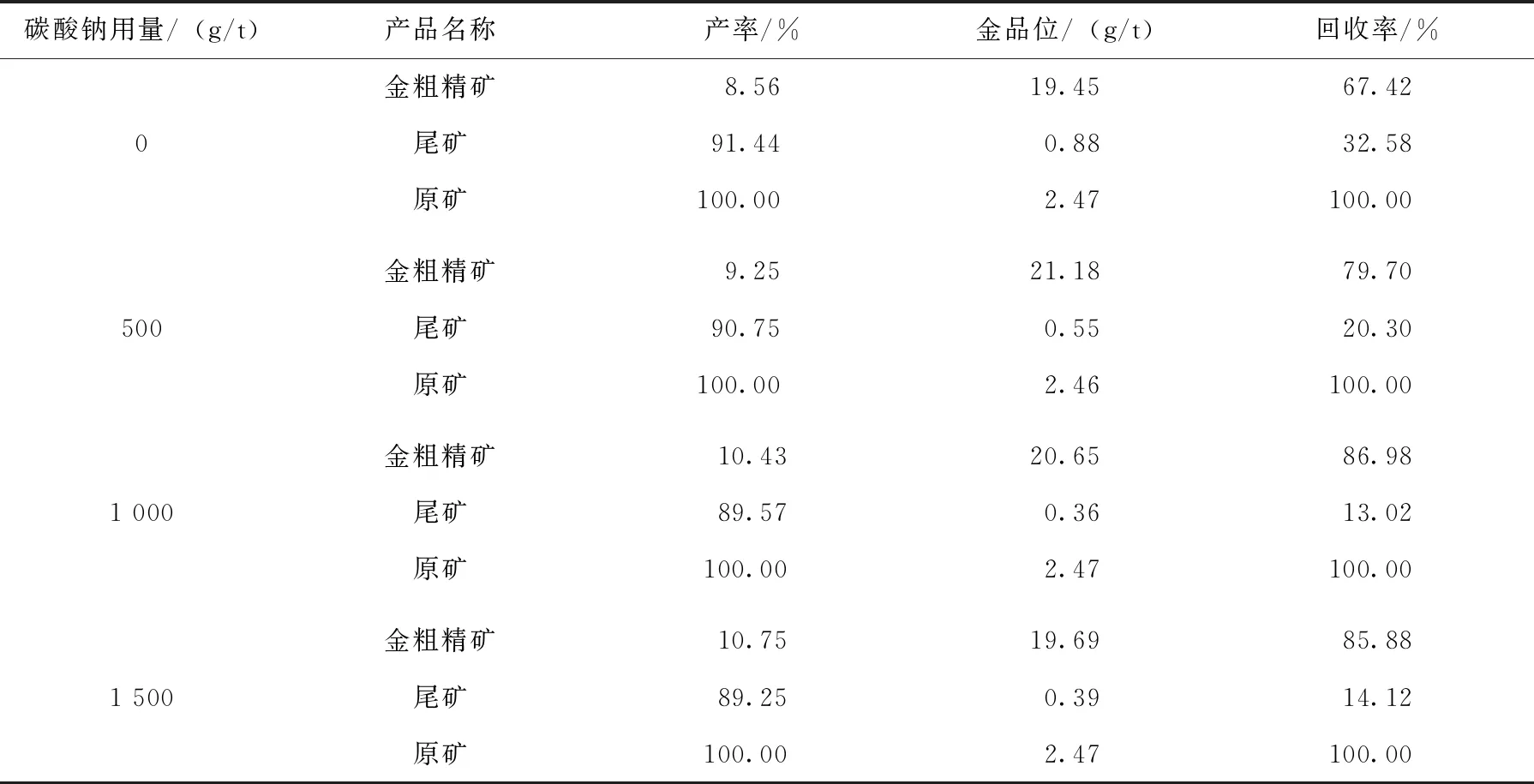
表5 碳酸钠用量试验结果
由表5可看出,随着碳酸钠用量的增大,金粗精矿中金回收率均逐渐升高。确定适宜的碳酸钠用量为1 000 g/t为宜。
2.3 金粗选水玻璃用量试验
试验工艺流程及条件如图1所示,固定磨矿细度为-0.074 mm占70 %,其余条件不变,进行金粗选水玻璃用量试验,试验结果见表6。
由表6可看出,随着水玻璃用量的增大,金粗精矿中金回收率均逐渐升高。确定适宜的水玻璃用量为1 000 g/t为宜。
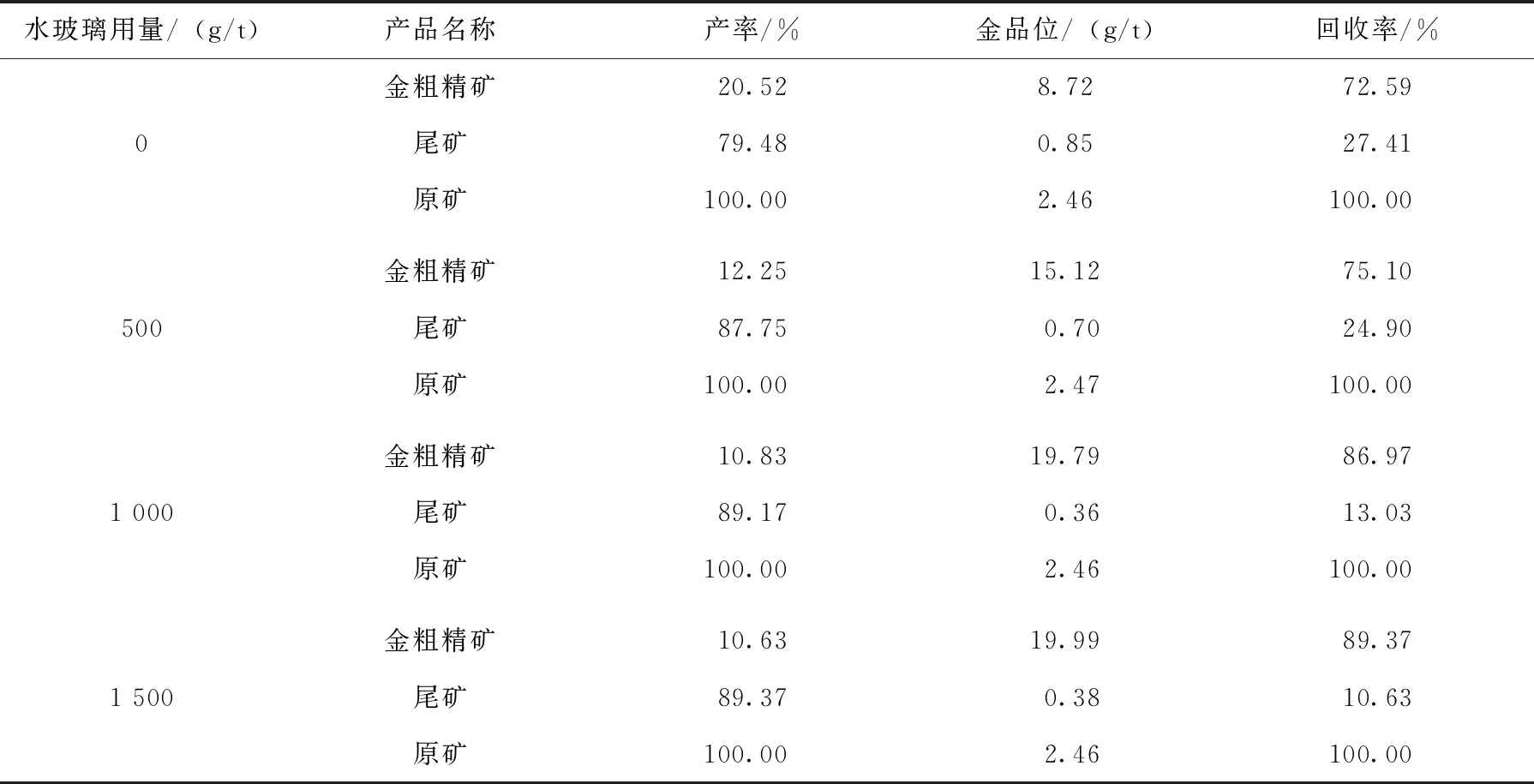
表6 水玻璃用量试验结果
2.4 金粗选硫酸铜用量试验
试验工艺流程及条件如图1所示,固定磨矿细度为-0.074 mm占70 %,其余条件不变,进行金粗选硫酸铜用量试验,试验结果见表7。
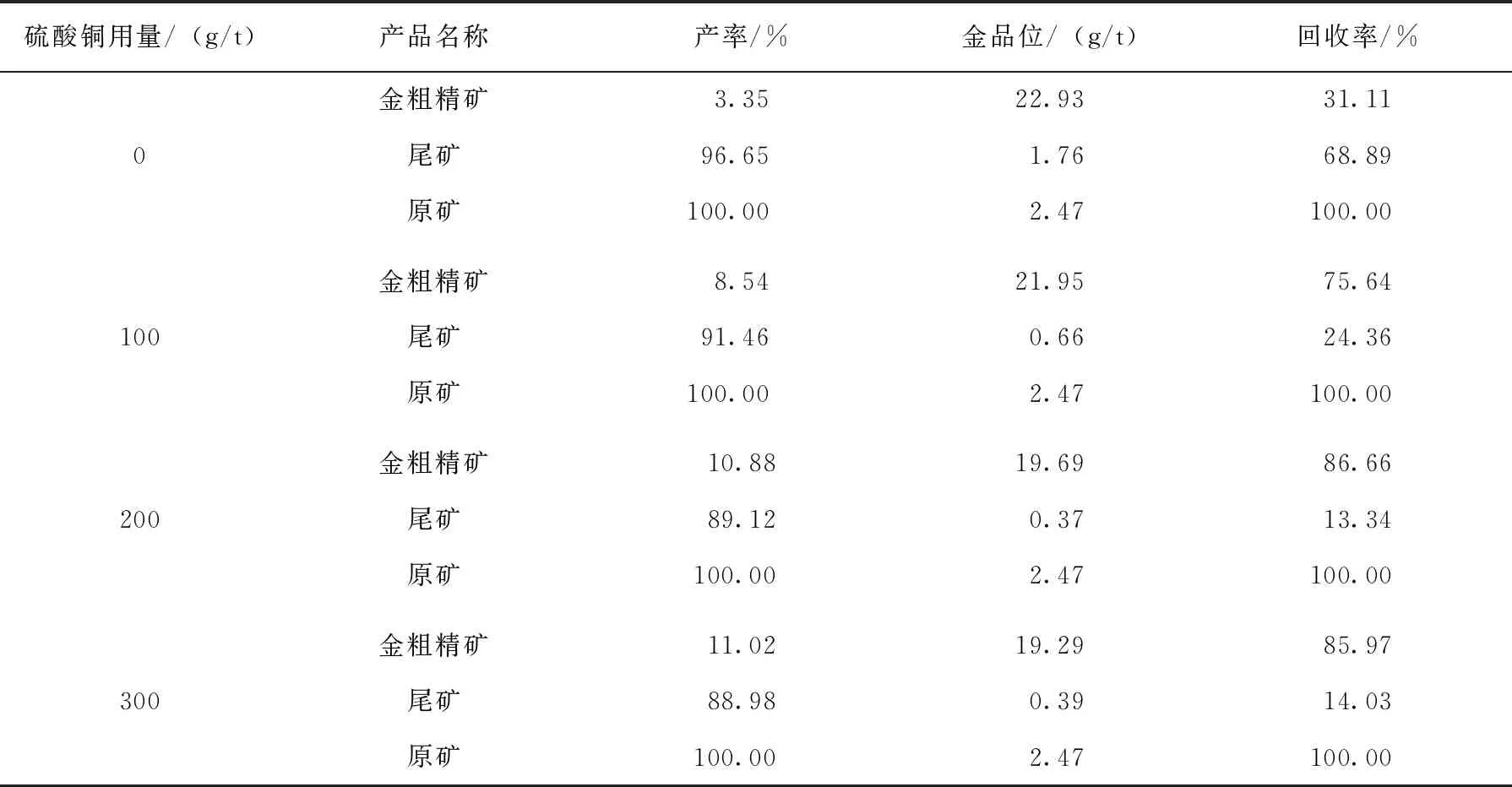
表7 硫酸铜用量试验结果
由表7可看出,随着硫酸铜用量的增大,金粗精矿中金回收率均逐渐升高。确定适宜的硫酸铜用量为200 g/t为宜。
2.5 金粗选丁基黄药用量试验
试验工艺流程及条件如图1所示,固定磨矿细度为-0.074 mm占70 %,其余条件不变,进行金粗选丁基黄药用量试验,试验结果见表8。
由表8可看出,随着丁基黄药用量的增大,金粗精矿金回收率均逐渐升高。确定适宜的硫酸铜用量为80 g/t为宜。
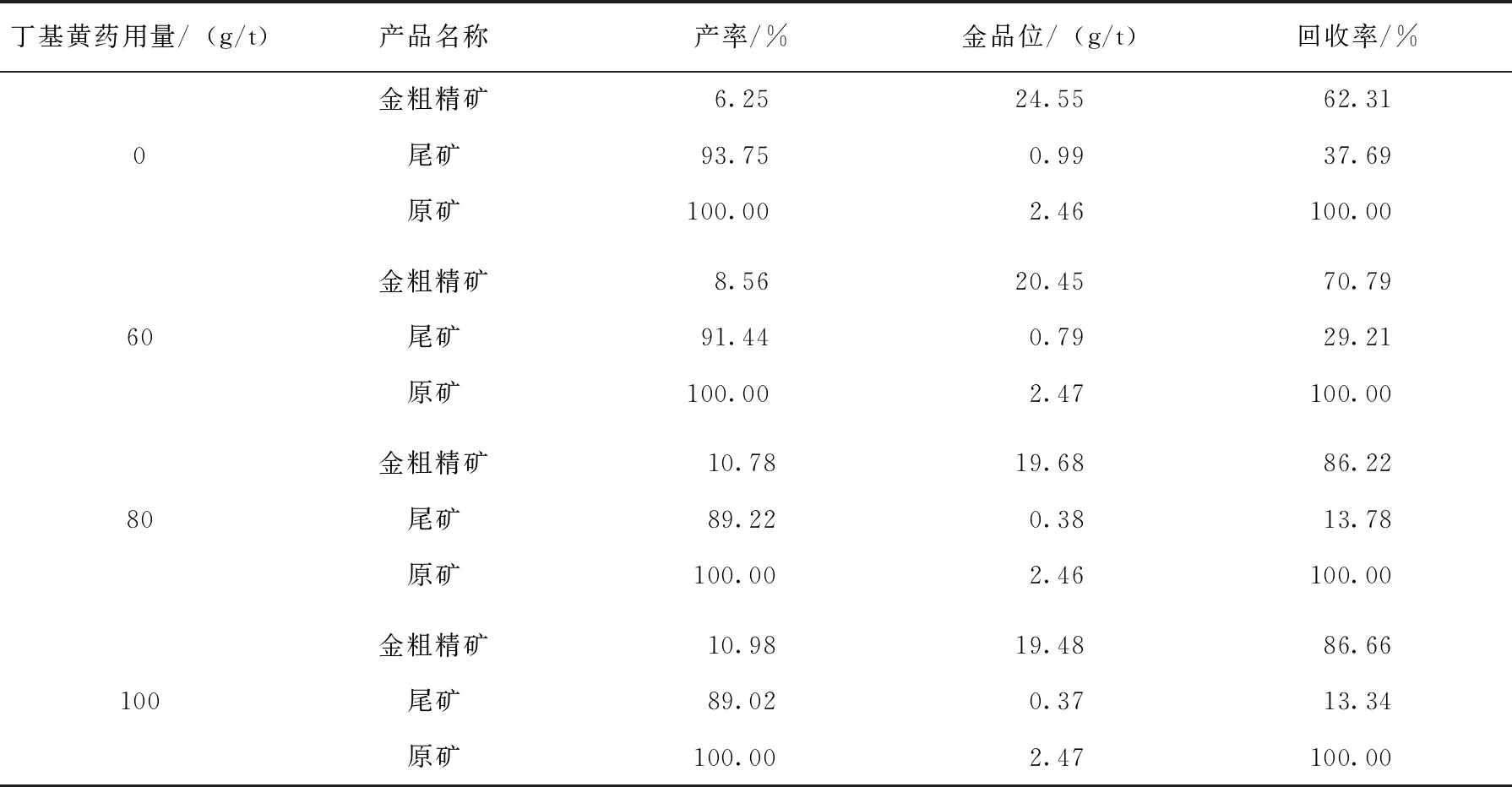
表8 丁基黄药用量试验结果
3 开路、闭路试验
3.1 开路试验
对-0.074 mm占70%的给矿进行了“一粗三精两扫”开路试验,试验工艺流程如图2所示,试验结果列于表9。

图2 开路试验工艺流程Fig.2 Process flow of open circuit test
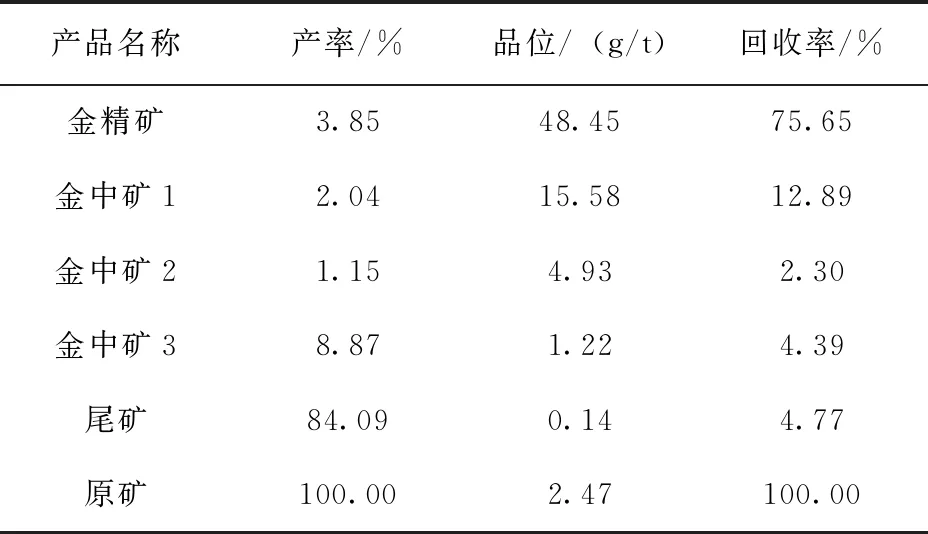
表9 开路流程试验结果
3.2 闭路试验
在磨矿细度-0.074 mm占70%的条件下,进行了“一粗三精两扫,中矿顺序返还”闭路试验。闭路试验流程如图3所示,试验结果列于表10。数质量流程图4所示。
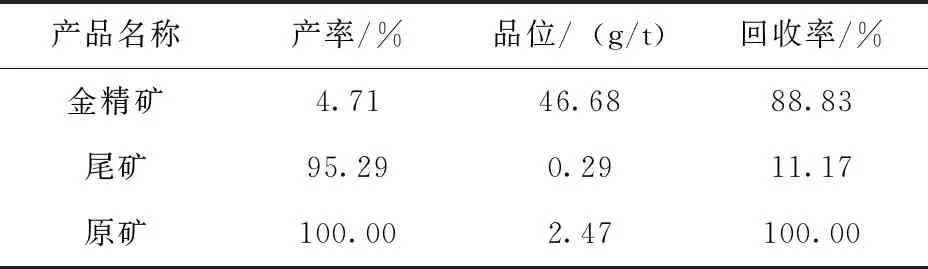
表10 闭路试验结果
4 结论
(1)矿石中主要可供回收的贵金属矿物为金,未发现其他伴生元素可供回收。
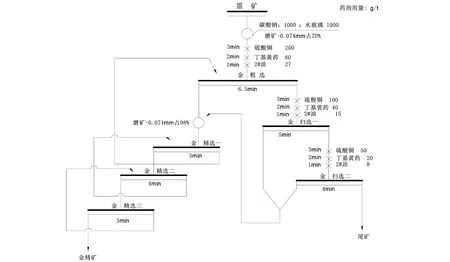
图3 闭路试验流程Fig.3 Closed circuit test flow
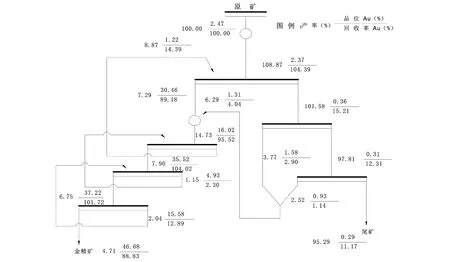
图4 数质量流程图Fig.4 Flow chart of quantity and quality
(2)该矿石主要金属矿物:黄铁矿,方铅矿, 黄铜矿,毒砂,磁黄铁矿,微量金等。主要脉石矿物:石英、方解石、黑云母、绢云母、白云母、绿泥石等。
(3)该浮选工艺流程,将两次扫选中矿合并进入到一次精选作业中,使金在保证精矿品位的前提下,回收率得到很大的提高。
(4)由岩矿鉴定可知金粒度较细,粒径在0.01~0.02 mm之间, 根据原矿筛分分析结果可知,金主要分布在-0.074 mm以下,所以需要较高的磨矿细度。为了提高金的回收率我们采取了粗精矿及扫选中矿再磨,然后精选的浮选流程[7]。
(5)用单一浮选的原则工艺流程就可以获得合格的金精矿,闭路试验获得了金精矿金品位86.43 g/t、金回收率86.43%的较好选矿指标。
猜你喜欢
中学生数理化·自主招生(2024年6期)2024-06-24 11:15:29
选煤技术(2023年2期)2023-08-09 05:56:44
昆钢科技(2022年2期)2022-07-08 06:36:18
山东理工大学学报(自然科学版)(2021年6期)2021-07-02 07:00:28
矿产综合利用(2020年1期)2020-07-24 08:50:48
中学生数理化·高一版(2020年2期)2020-04-21 07:42:50
建筑科技(2018年6期)2018-08-30 03:41:10
湖南有色金属(2017年6期)2017-12-22 23:01:32
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
中国工程咨询(2014年12期)2014-02-16 06:18:34
