带式输送机托辊自动清垢装置的设计与应用
2022-01-22 07:41:18陈加坤刘银初张嘉妮彭斌查成
机械工程师 2022年1期
陈加坤,刘银初,张嘉妮,彭斌,查成
(江西中烟工业有限责任公司井冈山卷烟厂制丝车间,江西吉安 343100)
0 引言
在烟草制丝线上,带式输送机是传递输送烟草在线制品的主要设备[1-4],由于长期与在线制品接触,输送带表面会逐渐积攒黏附烟灰、烟膏和烟油等杂质。当前,输送带清洁方式仅依靠落料口端部毛刷辊在线滚刷其表面而达到清灰清垢的作用,然而毛刷辊在运行一定时间后因毛刷的挤压变形而无法满足高效清洁输送带的目的,进而使得未被完全滚刷下来的烟灰、烟膏和烟油随之黏附至与输送带配合运行的托辊外圆表面上,日积月累后托辊的外部圆周外形发生形变,逐渐造成输送带跑偏、变形、撕裂等不良影响,设备故障率随之增高,严重时会导致输送中途堵料、延误生产等后果。原始托辊清洁方法主要采用人工定期用水擦试或自制T型铲刀配合铲除,危险系数高、操作不便、费时费力、效率极低。为解决此类问题,刘于真等[5]、刘智平等[6]、郭文生等[7]分别设计了一种托辊清垢铲刀,主要利用人工操作铲刀式清垢的方法,但效率低,且使用时存在人身与设备的安全隐患。闫双辉等[8]、黄梦菊等[9]、李明伟等[10]、邱竹恒等[11]、张俊华等[12]分别设计了一种基于刮板式结构的清垢装置,其刮板均能够实现与托辊同步配合自动清垢,效果较好且有效降低了人工清垢劳动强度,但实际使用过程中易存在刮板变形、松动等现象,运行一定时间后便无法有效地实现清垢作用,且额外增加了维护时间。郭越等[13]设计了一种新型清理托辊装置,利用将清理刀具安装至行走座后同步与导轨滑动配合行走,实现清理刀具往复式与托辊外圆周面点接触式清垢,提高了清垢工作效率,降低了劳动强度,消除了人工清理过程中存在的安全隐患,但功效单一、安装调节不便、实用范围较为局限。为此,以托辊为研究对象,设计了一种实用范围广、安装操作简便的装置,在满足带式输送机稳定高效运行的前提下,提高托辊清垢效率,降低维保劳动强度,减少维保安全隐患,降低输送带故障率,提高输送带使用寿命。
1 问题分析
经调查制丝车间设备故障管理系统有关数据分析发现,在带式输送机常见故障中,因托辊问题引起的故障率占比明显较高,直接造成的故障现象主要有输送带跑偏、变形、撕裂和漏料等,甚至出现中途堵料、中断生产等严重情况,同时经运维人员依据实际情况进行故障分析后得出,造成上述故障率的症结就是托辊积垢。为此,车间提出需定期对全线带式输送机的托辊表面进行严格深度清洁维护。现有的传统清垢方式为提高清垢效率,在输送带运行时,人工采用自制T型铲刀配合抹布及钢刷铲除同步旋转的托辊外圆表面积垢。由于托辊分布范围广、数量多及安装位置高低不同,致使清垢过程中不仅存在登高作业风险,而且操作时极易出现铲刀划破、割裂皮带和铲刀同手臂卷入托辊皮带间等安全隐患,危险系数高、劳动强度大、操作不便、效率低。据2020年3月—7月有关数据统计分析可知,因托辊积垢造成的输送带故障率每月占全线皮带输送机故障率的84.4%,每月安全事故次数达3.6次,单托辊清垢时间达28.8 min,严重影响带式输送机的运行,甚至引起全线设备停机断流。为解决上述问题,通过观察分析人工利用自制T型铲刀铲除同步旋转的托辊外圆表面积垢过程发现,其原理与车床车削原理相同,设计一个自动循环往复车削清垢装置,以消除人工清垢过程所带来的弊端。

图1 DPH带式输送机结构示意图
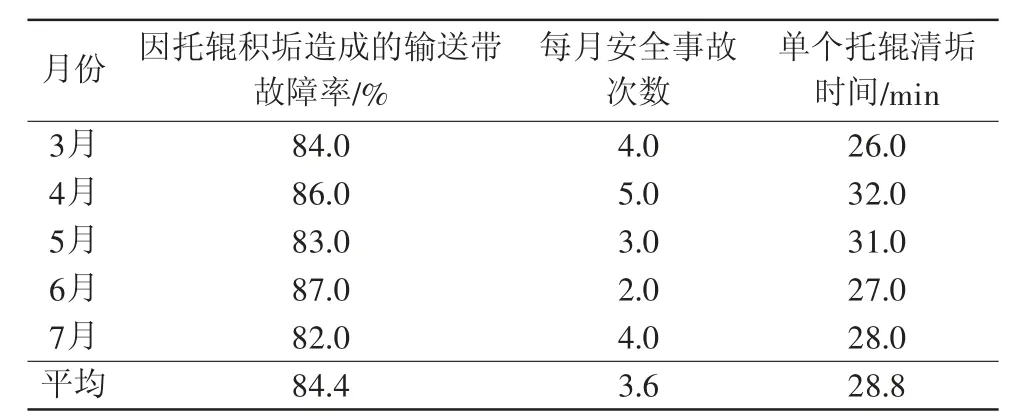
表1 2020年3月—7月有关数据统计表
2 装置组成
2.1 系统结构
带式输送机托辊自动清垢装置主要由机架、循环往复驱动机构、清垢机构和清洗机构等部分组成,如图2所示。其工作原理为:由带有固定脚架部件的左右机架支撑固定整个托辊自动清垢装置,通过循环往复驱动机构控制驱动整个清垢机构,清垢过程借鉴车床车削原理,清垢机构上的清垢刀具左右往复车削低速旋转的托辊外圆表面积垢,并在清洗机构的协同配合下完成整个托辊自动清洁过程,同时在循环往复驱动机构底部导轨两端自带可调式的限位开关控制下,满足不同带宽下的托辊清垢需求。
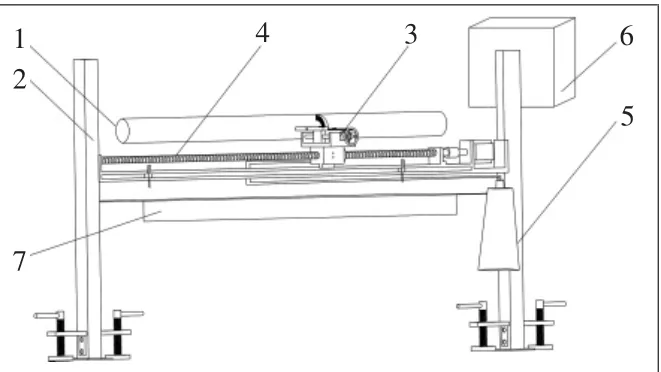
图2 带式输送机托辊自动清垢装置系统结构示意图
2.2 机架
托辊自动清垢装置主体支撑结构主要由左右机架和左右固定脚架部分组成,整体机架选用工业铝合金方管流水线自动化设备框架设计而成,其框架四面带有安装凹槽,用于实现其它组成机构的安装拆卸和上下调节,以满足不同高度、不同带宽位置处的托辊清垢安装调整需求。同时,左右机架底部位置分别安装有左右对称的固定脚架部分,其结构由L形固定块和手摇螺杆式支撑脚盘设计而成,主要用于确保托辊清垢过程中能够使托辊自动清垢装置整体与地面锁紧贴合,避免清垢过程中托辊自动清垢装置的移动,进而保障清垢过程的连续性和有效性。另外,左右机架间安装有循环往复驱动机构及托盘,右机架上安装有整体控制单元和清洗机构的主体部分。
2.3 清垢机构
托辊自动清垢装置核心部分清垢机构主要由手摇式滚珠丝杆滑台、清垢刀具、清辊半圆弧毛刷和位置标尺等组成,其中清垢刀具、清辊半圆弧毛刷和位置标尺均安装在手摇式滚珠丝杆滑台上,如图3所示。带有自锁功能设计的手摇式滚珠丝杆滑台主要用于实现手摇往返驱动进给清垢刀具、清辊半圆弧毛刷和位置标尺,其中自锁功能能够有效确保车削积垢过程中在不同需求下的进给量恒定不变。同时,清垢刀具采用直接固定安装方式,以确保车削积垢过程中刀具稳定且不易松动,目的用于循环车削托辊外圆表面积垢,而清辊半圆弧毛刷和位置标尺则采用便于调节的腰形孔固定安装方式,其中位置标尺主要用于车削前调整选择最佳车削点,以满足在整个车削积垢过程中有着恒定的车削进给量,进而减少车削积垢过程中所产生波动不均的振动量;而清辊半圆弧毛刷则采用比托辊半径略大的半圆弧设计,内嵌食品级毛刷,主要用于清垢结束后在清洗机构的配合下完成最终的清洁托辊过程。

图3 清垢机构结构示意图
2.4 循环往复驱动机构
托辊自动清垢装置另一核心部分为循环往复驱动机构,是以步进式滚珠丝杆滑台结构设计为载体,主要由控制单元、步进电动机、滚珠丝杆、防尘套、滑台、限位开关等部件组成,用于驱动清垢机构,如图4所示。控制单元安装于右机架上,用于控制整个循环往复驱动机构的启停,内设有如控制器、电源等电器控制元器件;其主体部分采用步进式滚珠丝杆滑台结构设计,步进式电动机通过联轴器驱动滚珠丝杆滑台,使其带动清垢机构实现左右循环往复运动;为有效避免因清垢过程中产生的烟垢掉入滚珠丝杆中造成循环往复过程卡滞阻停,又另配套加装了一伸缩式波纹防尘罩,伸缩式波纹防尘罩两端分别固定连接于滚珠丝杆滑台上和循环往复驱动机构的端面机体上;在底部导轨两端位置处加装了可调式限位开关,主要用于控制滑台在所需不同行程范围间的往复启停,进而满足不同带宽下的托辊清垢需求,实现了托辊自动清垢装置的一机多用性。同时在设计过程中,为使得清垢过程的水平满载速度既能满足安全清垢需求,又能尽量缩短清垢时间,因此通过实测输送带托辊转速及实际设计所需的滚轴丝杆驱动水平负载质量后,选择了一个较佳的滚珠丝杆导程,通过计算后择取了57三相混合式步进电动机。

图4 循环往复驱动机构结构示意图
1.滚珠丝杆 2.滑台 3.联轴器 4.步进电动机 5.限位开关

2.5 清洗机构
托辊自动清垢装置的清洗机构主要由按压式分装瓶、软管、微型坦克链等组成。按压式分装瓶固定安装在右机架上,瓶内盛有托辊专用清洗液,该专用清洗液已在多家烟厂得以认证后使用,属于食品级清洗料液。分装瓶出口端连接有一定长度的软管,软管整体内嵌于微型坦克链中,软管出口端延伸固定至微型坦克链末端,使软管出口呈适宜角度且朝向托辊中心平面偏上位置。另外,微型坦克链始端固定于右机架上,末端固定于循环往复驱动机构的移动滑台侧部,进而使托辊专用清洗液能够通过软管随微型坦克链同移动滑台左右往复喷淋至整个托辊区域,既满足了托辊清垢前润湿托辊积垢以减少车削积垢阻力的需求,又能满足托辊清垢结束后配套清辊半圆弧毛刷再次深度清洁托辊的需求。
3 应用效果
3.1 试验设计
以制丝车间相同生产条件下的DPH带式输送机为试验对象,对研制的托辊自动清垢装置应用效果进行测试和对比试验,测试方法:1)观察统计托辊自动清垢装置使用过程的实际效果及隐患问题;2)在基本满足相同前提条件下,对比使用人工清垢和托辊自动清垢装置的单个托辊清垢平均所耗时间;3)统计2020年9月—2021年1月有关使用自动清垢装置清垢后所产生的安全事故次数;4)统计2020年9月—2021年1月有关使用自动清垢装置清垢后所产生的因托辊积垢造成的输送带故障率。
3.2 数据分析
1)现场安装托辊自动清垢装置并进行清垢过程,经观察发现:单托辊清垢时间约为3.3 min,且清垢过程中左右机架无移位、过程无较大振动及异响、限位开关检测灵敏等无其他明显隐患异常。
2)满足上述测试条件后,在基本相同前提条件下,观察统计并对比使用人工清垢和托辊自动清垢装置的单个托辊清垢平均所耗时间,确定托辊清垢过程中单托辊清垢时间约为3.3 min,同人工清垢方式对比,耗时下降87.3%,如表2所示。

表2 人工清垢和托辊自动清垢装置的单个托辊清垢耗时统计min
3)观察统计2020年9月—2021年1月有关使用自动清垢装置清垢后所产生的安全事故次数数据,确定因托辊清垢造成的每月安全事故次数为0次,有效消除了因托辊清垢所带来的安全隐患。

表3 人工清垢和托辊自动清垢装置清垢造成的每月安全事故次数数据
4)观察统计2020年9月—2021年1月有关使用自动清垢装置清垢后所产生的因托辊积垢造成的输送带故障率数据,结果显示因托辊积垢造成的每月输送带故障率为0,有效解决了输送带故障率居高的症结问题,如表4所示。

表4 托辊自动清垢装置使用前后因托辊积垢造成的输送带故障率对比数据统计
4 结论
应用带式输送机托辊自动清垢装置后,有效解决了当前制丝车间带式输送机存在托辊清垢难、效率低、危险系数高等问题。应用效果显示,自动清垢装置稳定性好、可靠性高,对比人工清垢所产生的效益显著,其中,清垢时间同比减少22.7 min,效率提升87.3%;因托辊积垢造成的输送带故障率下降至0%,因托辊清垢造成安全事故次数下降至0次。另外,该装置实用范围广、安装操作简便,可以一机多用,提高了输送带的使用寿命,进而确保了带式输送机的稳定高效运行。
猜你喜欢
中国设备工程(2024年9期)2024-05-13 06:05:08
橡塑技术与装备(2022年10期)2022-10-03 07:39:14
橡塑技术与装备(2021年2期)2021-02-01 03:36:18
机械管理开发(2020年11期)2020-04-15 03:23:20
山东冶金(2019年3期)2019-07-10 00:54:06
铜业工程(2018年6期)2019-01-07 07:17:16
设备管理与维修(2016年5期)2016-03-16 02:20:53
橡胶工业(2015年10期)2015-08-01 09:06:02
同煤科技(2015年2期)2015-02-28 16:59:14
电视技术(2014年7期)2014-03-11 15:36:57