在卧式车床上加工蜗条的夹具设计
2022-01-13 05:07:38高强沈栋栋齐兰英
凿岩机械气动工具 2021年4期
高强,沈栋栋,齐兰英
(1.天水星火机床有限责任公司,甘肃天水741024;2.金川集团物流有限公司,甘肃 金昌737100)
随着我公司产品的发展,近几年开发了多种重型、超重型卧式车床新产品,其中在重型卧式车床尾座移动和大型镗杆进给上,使用了传动稳定的蜗杆、蜗条传动装置。我们在加工蜗条时设计了一套夹具,能在没有专用刀具和专用机床的情况下,在CW6163 普通卧式车床上加工出合格的7 级精度蜗条。经实际加工,本套工装扩大了普通卧式车床的加工范围,操作方便,容易安装、调整、拆卸,解决了生产急需,实际使用效果良好。
1 被加工件蜗条
图1 是我公司产品中所用的一种蜗条,我们的设计任务就是在车床上把蜗条加工出来,经检验单刃刀具在蜗条上车削圆度小于0.01 mm,精车在300 mm 长度上蜗条的螺距累积误差0.025 mm,表面精糙度为2.5 μm。达到设计要求。

图1
2 夹具的设计
为保证在CW 6163 普通卧式车床上加工出符合要求的7 级精度蜗条,设计了图2 所示的夹具,蜗条的加工质量完全由工装的设计稳定性、定位准确性决定。夹具的设计要求是:首先,蜗母条的中心和机床主轴的中心(刀杆回转中心)要重合。其次考虑蜗条定位基准面与主轴中心线平行。第三要求该夹具更换方便,定位准确。夹具的使用方法如下:
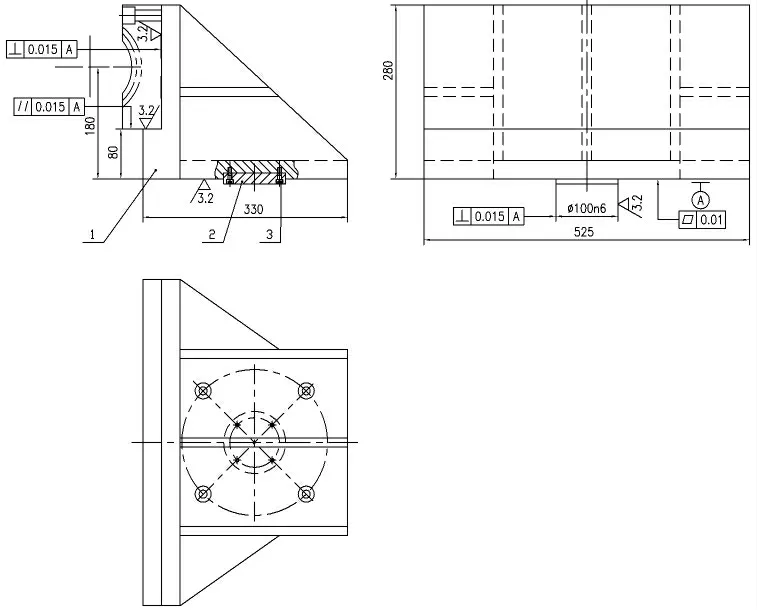
图2
(1)先将CW 6163 的刀架拆卸掉,然后将夹具固定在拆卸掉的刀架位置。
(2)利用蜗条上的沉头孔,使用GB 70 螺钉,将蜗条固定在夹具上。
3 刀杆和刀具的设计
在刀杆的设计上,我们借鉴了图3 所示的镗杆。刀杆包含刀具、微调机构。刀杆的头部削扁便于卡盘的卡紧,尾座顶尖顶紧,采用一卡一顶两端固定支撑方式,提高刀杆的刚性,保证蜗条的加工精度和稳定性。刀具微调机构设置在刀杆后端,采用一枚细牙紧定螺钉,用于刀具位置的调整,在刀杆安装刀具的垂直方向设有刀具顶紧螺钉。在刀具调整完成后,紧固刀具。

图3
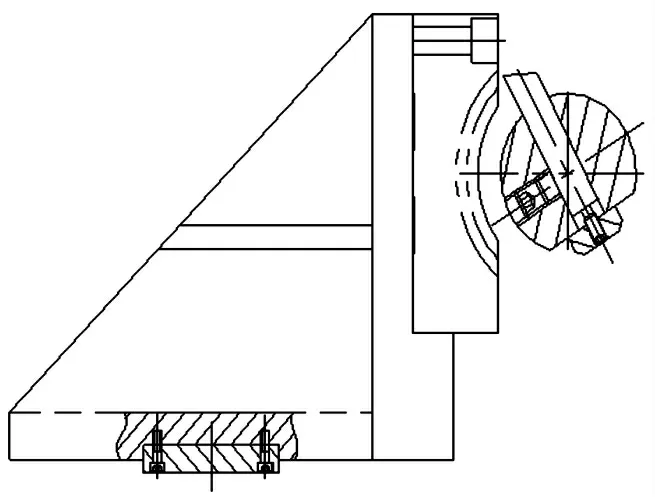
图4
加工刀具选用28×28 的白钢刀条,切削部分按照蜗条牙形尺寸刃磨。
4 加工过程
加工时,按照蜗条螺距调整好CW6163 的挂轮,使得主轴旋转一周,床鞍移动一个螺距的距离,白钢刀条安装在刀孔内,根据边加工边测量边调整的原则调整好刀具位置,用滑板的移动实现刀具切削进给[1]。
5 结语
工件的加工表明,此套夹具完全满足工作需要,在没有专用机床和刀具的情况下,在CW6163 卧式车床上加工出了符合设计要求的7级精度蜗条。
猜你喜欢
内江科技(2022年3期)2022-03-30 10:24:50
有色设备(2021年4期)2021-03-16 05:42:30
山东冶金(2018年6期)2019-01-28 08:15:06
机械工程师(2018年7期)2018-07-30 09:05:26
电子制作(2017年20期)2017-04-26 06:57:34
中国卫生标准管理(2015年4期)2016-01-14 05:43:52
精密制造与自动化(2015年4期)2015-11-28 00:35:25
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:57
机电信息(2014年32期)2014-02-27 15:54:25
机电信息(2014年5期)2014-02-27 15:51:48