
大线密度高强高模聚乙烯醇纤维的制备及结构性能研究
2022-01-13 13:38许永静邓忠华丁晓峰邹黎明王华君安茂华
合成纤维工业 2021年6期
许永静,邓忠华,丁晓峰*,邹黎明*,王华君, 安茂华
(1.东华大学 材料科学与工程学院 纤维材料改性国家重点实验室,上海201620; 2.永安市宝华林实业发展有限公司,福建,366000; 3.中国产业用纺织品行业协会,北京,100020)
随着我国基础建设的快速发展,土木工程领域对建筑材料的各项性能(如力学性能、安全性能、使用寿命等)提出了更高的要求。但水泥混凝土自身存在着脆性结构缺陷,在应用环境下容易产生不同程度的裂缝,导致其结构破坏[1]。近年来,研究者发现纤维增强水泥基复合材料可以有效改善水泥的抗裂、抗渗性能,进而提高土工建筑物的使用耐久性[2]。迄今为止,常用的纤维增强材料有碳纤维、钢纤维、聚丙烯(PP)纤维及聚乙烯醇(PVA)纤维等[3-5],其中,PVA纤维因其多羟基强氢键的特性,具有强度高、模量大、耐酸碱、与矿物掺合料的相容性好等优点[6-7],因而在水泥基增强材料领域具有广阔的应用发展前景。
由于PVA具有较强的分子内和分子间氢键作用,导致其熔融温度和热分解温度相近,难以热塑性加工。迄今为止,工业化生产高强高模PVA纤维的方法主要有湿法纺丝法、湿法加硼法、干湿法纺丝法、凝胶纺丝法[6,8-9]。通过上述纺丝方法可以制备得到高强度高模量的PVA纤维,但是因溶液纺丝法中纺丝液的含固量较低,其线密度较小,在水泥基材料中会出现分散不均匀、易抱合等问题,更因其较低的纤维掺量极大限制了PVA纤维在土工建筑领域中高强度高模量特性的发挥。因此,制备大线密度高强高模PVA纤维具有重要的现实意义。
目前,熔融纺丝法是制备大线密度高强高模PVA纤维的研究热点,研究者采用不同种类的增塑剂,如水、甘油、醇类、羧酸类、醇胺类、酰胺类及离子液体,分别对PVA聚合物进行增塑改性[10-12],拓宽了其热加工窗口,成功实现了PVA的熔融纺丝。但是,这些研究存在的问题主要有:(1)为了避免增塑剂在熔融纺丝过程中的溢出,其对纺丝设备的要求较高;(2)为了实现PVA的熔融纺丝,增塑剂的添加量较多,而其去除过程较为繁琐;(3)通过熔融纺丝法虽然可以得到线密度较大的PVA纤维,但其力学性能无法满足高强高模的要求。更重要的是,通过熔融纺丝法制备大线密度PVA纤维还处于实验室研究阶段,无法实现其工业化生产。
针对溶液纺丝法和熔融纺丝法存在的问题,作者利用超分子改性的原理,采用环保型的PVA超分子改性剂(分子配位剂和复合增塑剂)对PVA进行增塑改性,通过自主改造的纺丝设备和自主研发的新型纺丝方法,即增塑熔融-湿法纺丝法,成功制备出了大线密度高强高模PVA纤维。与湿法纺丝法相比,此方法具有PVA含固量高(为湿法纺丝的5~6倍)、纺丝流程简单且所得纤维的圆度较好等优点;与熔融纺丝法相比,环保型超分子改性剂是利用分子配位剂和复合增塑剂的协同作用来改变PVA的超分子结构,其用量较少,因此,改性剂可以留在PVA基体中而不影响其后续加工过程及产品性能;改性后的PVA树脂熔点降低,热熔融加工窗口扩大,熔融加工流动性提高,为PVA可进行增塑熔融与湿法纺丝相结合并实现高倍拉伸以获得高性能纤维打下了坚实的基础。
1 实验
1.1 原料
PVA切片:牌号为PVA1-1799(L),即PVA100-27,中石化长城能源化工(宁夏)有限公司产;脱盐水:自制;聚乙二醇(PEG-2000):工业级,相对分子质量为1 800~2 200,中国石油辽阳石化分公司产;氯化钙:工业级,济南普莱华化工有限公司产。
1.2 设备与仪器
双螺杆挤出机:江西东华机械有限公司公司产制;Nicolet 8700 型傅里叶变换红外光谱仪:美国Nicolet 公司制; Phenom G2 Pro 型扫描电子显微镜:美国Phenon-World 公司制;DSC-214Polyma型差示扫描量热仪:德国耐驰仪器公司制;D2 PHASER X-射线衍射仪:德国 Bruker Axs 公司制;FAVIGRAPH单纤强伸度测试仪:德国Textechno 公司制。
1.3 大线密度高强高模PVA纤维的制备
将环保增塑剂(由水与PEG-2000组成,其质量比为12:1)与PVA切片以质量比为45:55的比例共混增塑,得到改性PVA。将改性PVA在双螺杆挤出机中进行增塑熔融,经计量泵计量增压至纺丝组件纺丝,得到PVA初生纤维,初生纤维再通过环吹风成形进入均匀凝固浴,经过湿拉伸、水洗,再经过多级干燥、上油、热拉伸等工艺流程,最终制得大线密度高强高模PVA纤维。
1.4 分析与测试
傅里叶变换红外光谱(FTIR):采用Nicolet 8700 型傅里叶变换红外光谱仪对不同拉伸倍数的PVA 纤维进行测试。测试条件为分辨率小于等于0.09 cm-1,扫描波数500~4 000 cm-1,扫描次数32。
表观形貌:采用Phenom G2 Pro型扫描电子显微镜分别对PVA纤维表面和PVA纤维截面喷金处理后进行观察并拍照。
热性能:采用DSC-214Polyma型差示扫描量热仪分别对PVA树脂、改性PVA树脂及PVA纤维进行差示扫描量热(DSC)测试。其方法为:称取3~5 mg试样置于坩埚中,在N2氛围下,以10 ℃/min的速率从40 ℃升温到260 ℃。
X射线衍射光谱(XRD):采用D2 PHASER X-射线衍射仪分别对PVA树脂和PVA纤维粉末进行测试。其测试条件为:光源为CuKα,波长为 0.154 18 nm,电流为 40 mA,电压为 40 kV,试样与探测器距离为128 mm,扫描时间3 min。通过Jade软件对其曲线进行分峰拟合计算得到结晶度;对PVA纤维进行二维XRD分析,通过以下公式,计算得到取向度(R)。
R=(180°-FWHM)/180°
(1)
式中:FWHM为半峰宽。
力学性能:采用FAVIGRAPH单纤强伸度仪对PVA 纤维进行测试。纤维取30 cm 左右小段,夹距为60 mm,拉伸速率为60 mm/min,每种纤维测定20 组数据,记录相对应的断裂强度和初始模量,结果取其平均值。
2 结果与讨论
2.1 喷丝板的选择
熔体黏度越高,出喷丝板后膨化现象越严重,容易产生注头丝,而加大喷丝板孔径,膨化现象可以减弱。并且喷丝板的孔径过小,圆孔的制造相对困难,光洁度难以保证,纺丝时容易产生堵孔和螺旋丝的现象,纺丝压力也会偏高。为此选择喷丝板时孔径不宜过小,采用孔径为0.8 mm较合适。实验所选用纺丝喷丝板参数如下:喷丝板孔数43孔,孔径0.8 mm,螺杆直径25 mm,螺杆长径比24:1,孔长度2.1 mm。
2.2 工艺温度的选择
通常螺杆温度分配从低温到高温,实验发现这样的温度设定初生纤维有明显的气泡丝,气泡丝产生主要是由增塑剂中少量水分汽化引起的,而气泡丝一旦产生则初生纤维在后处理时将无法进行高倍拉伸,纤维的力学性能指标将达不到要求。经过实验采取先低温到高温,再高温到低温的方式,既可有效解决熔透的问题,还可克服温度高水分子汽化产生气泡丝的缺点。为此螺杆挤压机选型、长径比及工艺温度的选择具体如表1所示。

表1 螺杆挤压机型号和长径比及工艺温度参数
2.3 纺丝工艺对PVA纤维力学性能的影响
2.3.1 喷丝头拉伸倍数
不同喷丝头拉伸倍数对PVA初生纤维力学性能的影响如表2所示。

表2 喷丝头拉伸倍数对PVA初生纤维力学性能的影响
由表2可知:随着喷丝头拉伸倍数的增加,初生纤维的线密度逐渐减小,断裂强度与初始模量均呈现出先增大后降低的趋势。这是由于刚开始随着喷丝头拉伸倍数的增加初生纤维的线密度减小,而取向度逐渐增加,从而使初生纤维的力学性能逐渐增加;当喷丝头拉伸倍数进一步增加时,纤维在纺丝过程中容易出现断丝的情况,会影响纺丝过程的稳定性及连续性,从而导致初生纤维的力学性能反而有所下降。由表2还可知:喷丝头拉伸倍数为1.51的纤维力学性能高于喷丝头拉伸倍数为1.38的纤维力学性能,但研究发现喷丝头拉伸倍数过高时,后续热拉伸倍数会降低,即纤维的总拉伸倍数反而降低,这样反而不利于纤维的取向和结晶,致使最终纤维的力学性能也会降低。为此,为了控制好PVA初生纤维的取向度有利于后期纤维高倍拉伸,因此选择喷丝头拉伸倍数为1.38。
2.3.2 总拉伸倍数
对不同总拉伸倍数下PVA纤维的直径、力学性能的影响进行研究。其中,喷丝吐出量为73.26 mL/min,喷丝板孔径为0.8 mm,喷丝头拉伸倍数1.38,每组实验下导辊温度相同,只改变其总拉倍数。各导辊速度对PVA纤维总拉伸倍数的影响见表3,总拉伸倍数对PVA纤维力学性能的影响如表4所示。

表3 导辊速度对PVA纤维总拉伸倍数的影响
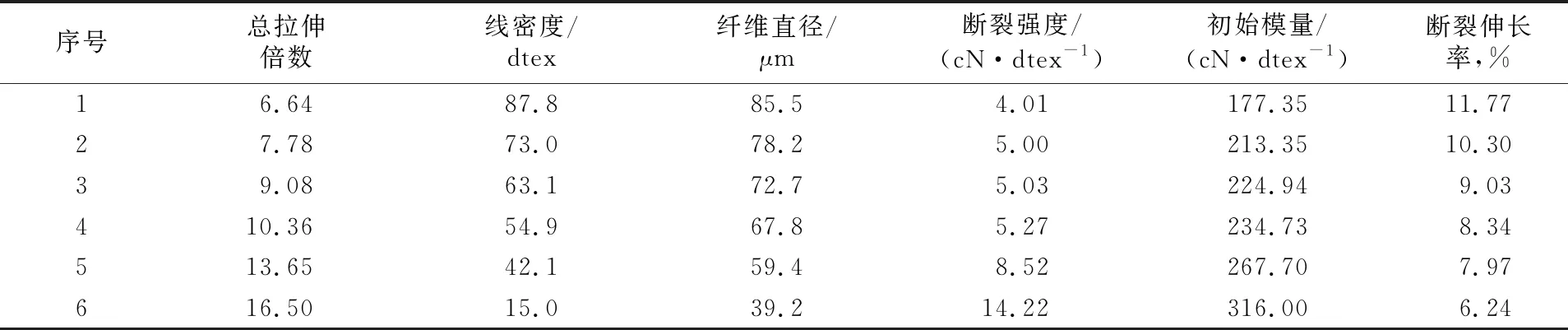
表4 总拉伸倍数对PVA纤维力学性能的影响
由表3和表4可以看出:随着总拉伸倍数的增加,PVA纤维的断裂强度和初始模量均逐渐提高;当总拉倍数达到16.50时,纤维的断裂强度可达14.22 cN/dtex、初始模量达到316.00 cN/dtex。这是由于随着总拉伸倍数的增加,PVA纤维的取向度和结晶度显著增大,从而使纤维的力学性能得到大幅度提高。因此,选择总拉伸倍数16.50为适宜值。
2.4 PVA纤维的结构性能表征
在喷丝板孔数43孔、孔径0.8 mm、螺杆直径25 mm、螺杆长径24:1、孔长度2.1 mm,螺杆温度采取先低温到高温、再高温到低温的分配方式,喷丝头拉伸倍数1.38,总拉伸倍数16.50的条件下制得PVA纤维,对PVA纤维的结构与性能进行表征。
2.4.1 化学结构
从图1可以看出:PVA树脂在3 413 cm-1处出现O—H的伸缩振动吸收峰,2 937 cm-1处为C—H的伸缩振动吸收峰,1 425 cm-1和1 048 cm-1处分别为C—H弯曲振动峰和C—C的伸缩振动特征峰,1 097 cm-1处为C—O之间的伸缩振动吸收峰,850 cm-1处为C—C的弯曲振动吸收峰;与PVA树脂相比较,PVA纤维在1 800 cm-1左右少了一个很小的特征吸收峰,其他特征吸收峰基本一致,而且PVA纤维的特征吸收峰强度明显强于PVA树脂。这是由于PVA纤维经过高倍热拉伸,其结晶度和取向度均增大的缘故。
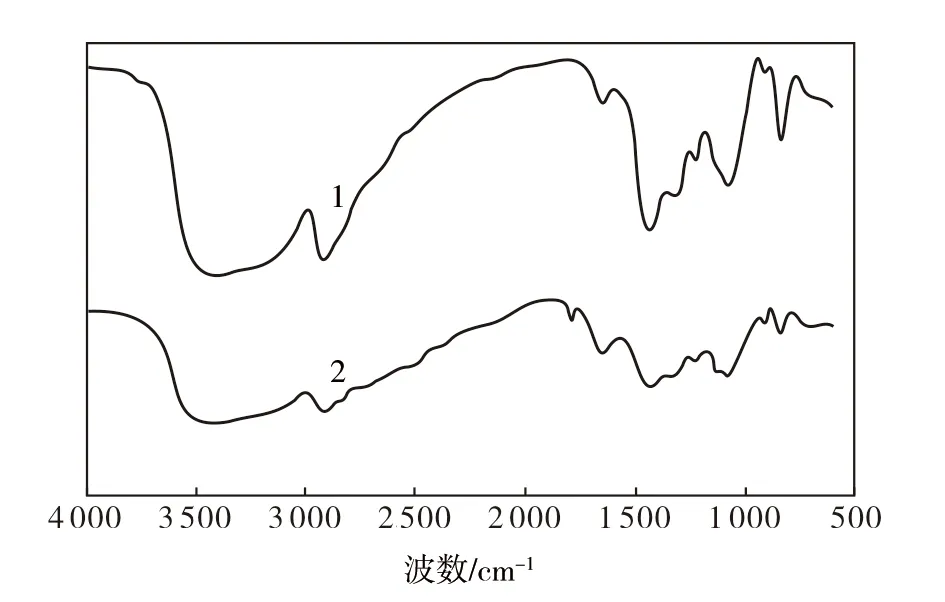
图1 试样的FTIR
2.4.2 形貌结构
从图2a可看出:PVA纤维表面光滑,呈现出纵向的凹槽,通过Image-J软件测得其纤维直径为39.2 μm。从图2b可看出, PVA纤维的截面呈现腰圆形。这说明增塑熔融-湿法纺丝法制备的PVA纤维明显改善了目前湿法纺丝法制备的PVA纤维的截面呈肾型[13]的问题,且制备的PVA纤维线密度大,还可改善PVA纤维的形貌,使之趋近于圆形。而较大的纤维直径和趋近于圆形的纤维结构会显著改善小线密度PVA纤维在水泥混凝土中掺量低、易团聚及分散不均等问题,为土工建筑增强领域提供了广阔的应用前景。

图2 PVA纤维的扫描电镜照片
2.4.3 热性能
从图3可以看出:PVA树脂的熔融温度为229 ℃;改性后的PVA树脂出现了两个熔融峰,分别为108 ℃和230 ℃;PVA纤维的熔融温度为242 ℃。改性PVA树脂出现两个熔融峰分别为增塑改性后的PVA树脂的熔融峰和少量未改性的纯PVA树脂的熔融峰,增塑改性后的PVA树脂的熔融温度明显低于未改性的纯PVA树脂的熔融温度,其主要原因是通过分子配位剂和复合增塑剂的协同作用可改变PVA的超分子结构,从而可大幅度降低PVA分子间或分子内形成的氢键,由此可显著降低PVA树脂的熔点。PVA纤维的熔融温度明显高于PVA树脂,这是由于在PVA纤维进行热处理的过程中,可以实现PVA纤维的高倍热拉伸,其结晶度与R均显著增大。特别是高倍拉伸后的PVA所形成的晶片厚度更大,结晶更完善,因此,PVA纤维的熔融温度显著升高。
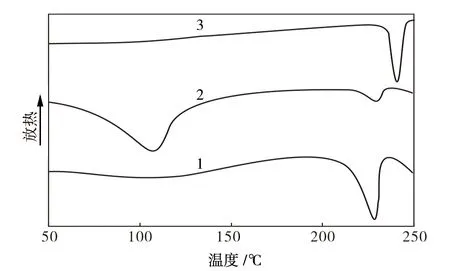
图3 试样的DSC曲线
2.2.4 聚集态结构
从图4可以看出,PVA纤维和PVA树脂的晶型没有发生变化,主要为(110)晶面、(001)晶面、(101)晶面及(200)晶面。但PVA纤维在(101)晶面的峰强度明显增强,说明PVA纤维内部的有序排列增强[14]。

图4 试样的XRD光谱
通过Jade 软件分峰拟合,计算得到PVA树脂的结晶度为35.0%,PVA纤维的结晶度为59.0%。以PVA(101)晶面为例,通过二维X射线
衍射仪对 PVA 纤维进行分析发现,PVA纤维的R为96.9%。
这主要是因为PVA纤维进行高倍热拉伸时,纤维内部的大分子链段运动加剧,分子链可以通过主链上的单键内旋转和链段运动来改变构象,而大分子链段极易在外力作用下被拉直,从而使其排列更加规整,因此导致PVA纤维结晶度增大,R较高。
2.2.5 力学性能
从表5可看出:PVA纤维的线密度为15.0 dtex,说明通过增塑熔融-湿法纺丝法,可制得大线密度的PVA纤维。同时,PVA纤维断裂强度为14.22 cN/dtex,初始模量为316.00 cN/dtex,断裂伸长率为6.24%,满足了水泥基增强材料的各种要求,这为大线密度高强高模PVA纤维在工程用水泥基增强复合材料中的应用奠定了坚实的基础。

表5 PVA纤维的力学性能
3 结论
a.通过环保增塑剂对PVA进行增塑,降低了PVA树脂的熔融温度,使其熔融温度低至108 ℃,从而可通过增塑熔融-湿法纺丝法制备出大线密度高强高模PVA纤维,并成功实现工业化生产。
b.大线密度高强高模PVA纤维的截面为腰圆形,纤维直径为39.2 μm;纤维熔融温度为242 ℃;纤维的结晶度和R分别为59.0%和96.9%;纤维的线密度为15.0 dtex、断裂强度为14.22 cN/dtex、初始模量为316.00 cN/dtex、断裂伸长率为6.24%,这些性能充分满足了水泥基增强材料的要求,并可广泛应用于土工建筑工程领域。
猜你喜欢
高分子材料科学与工程(2022年8期)2022-11-02
小学生学习指导(中年级)(2022年9期)2022-09-30
九江学院学报(自然科学版)(2022年2期)2022-07-02
科技视界(2022年9期)2022-04-09
建材发展导向(2020年16期)2020-09-25
科学技术创新(2020年24期)2020-01-05
疯狂英语·新阅版(2019年6期)2019-09-10
数学大王·低年级(2018年8期)2018-09-03
纺织机械(2016年2期)2016-12-16
新高考·英语进阶(高二高三)(2016年4期)2016-09-19
