炼化企业在“双碳”背景下的技术探讨
2022-01-12 11:42:50吴玉超史军军王辉国达志坚戴厚良
石油炼制与化工 2022年1期
吴玉超,史军军,王辉国,达志坚,戴厚良
(1.中国石油石油化工研究院,北京 100013;2.中国石化石油化工科学研究院;3.中国石油天然气集团有限公司)
二氧化碳净零排放,即碳中和,是人类平衡自然与人为碳足迹、共建绿色生态的美好愿景。2020年9月中国明确提出2030年实现“碳达峰”与2060年实现“碳中和”的目标,展现出中国在全球气候治理中的大国责任和担当。但是长期以来,中国能源结构以化石能源为主,据统计,2019年煤炭消费占比57.5%,石油消费占比18.9%,天然气消费占比8.1%,化石能源消费总量占比高达84.5%[1]。2030年实现“碳达峰”,意味着中国非化石能源占一次能源消费比重将达到25%左右,时间紧、难度大。石油石化行业作为实现“双碳”目标的重要一环,必须围绕能源结构转型、科技创新攻关、产业链协同降碳,深度融入践行“双碳”目标的新征程。对于炼化企业而言,既要清醒认识“双碳”目标带来的空前挑战,又要站在行业未来发展的战略高度,深谋远虑绿色产业为化工新材料带来的全新发展机遇;既要发力攻坚、源头管控减排降碳,又要破立并举、优化产业结构,探索绿色发展新思路。在路径选择上,一是加强统筹协同,深入研究减排降碳路线的技术和经济可行性;二是加快技术创新,开发减排降耗新技术,通过生产过程中的能源管理,引领低碳运行;三是调整产业结构,减油增化,带动产业链和生态圈的低碳效应。以下将简析炼化企业的发展现状,针对原油炼化前、中、后端潜在的一些问题,介绍炼化企业应着力发展的方向和应用的技术,探讨生物质油与化石原油共炼技术、低温热利用技术以及碳捕集技术,并对以上技术的应用前景进行分析。
1 生物质油与原油共炼技术的开发
石油在未来几十年的世界能源格局中仍将继续保持主导地位,但随着人们对环境保护的愈发重视以及环保法律法规的逐渐完善和加强,传统石油化工的生产利用方式亟待改革。在化石燃料的全生命周期中减少二氧化碳排放,成为当前石化行业面临的一大难题。解决这一难题的出路之一在于合理利用生物质(如木材、草、能源作物和农业废弃物)生产燃料[2]。生物质原料具有可再生、来源丰富且为碳中性的特点,可为交通运输提供多样化的清洁能源供应,极大程度地减少碳排放量。我国生物质原料储量大、来源广,种类包括农作物秸秆、农产品加工剩余物、畜禽粪便、林业剩余物、城市生活垃圾、工业废水/生活污水、餐饮废油和棉籽油等[3]。然而与化石原料相比,生物原料在生产加工上具有较多突出缺点。其一,生物原料的含氧量高(质量分数高达40%),结构不稳定[4]。在加热过程中黏度会迅速增加,产生聚合、相分离、结焦等现象[5]。其二,生物原油含有一系列有机酸,如乙酸和甲酸等,在生产加工过程中对仪器设备具有腐蚀性[6-7]。因此,纯生物质油炼制的基础设施投资费用高,产能和产量低,且馏分产率和稳定性有限,在成本上无法与石油基汽柴油相抗衡[8]。如何大幅度降低生物汽柴油的生产成本且满足国家对生物汽柴油的质量要求是当前研究开发生物汽柴油的主要关注点。
“共炼技术”是指利用现有的石油炼化设施,如催化裂化(FCC)装置或加氢裂化(HCK)装置,将生物质油与石油原料进行联合处理,获得含有可再生成分的汽柴油、喷气燃料等油品的生产技术[9-10]。生物质油由生物质原料预先经过快速热解、催化热解或加氢热解等处理方式获得[11-13]。共炼技术由于其环保和降本作用显著,成为近几年全球诸多炼油企业重点投资开发的生产技术。与纯生物质炼油相比,“共炼技术”中石油原料的混合提高了原料的稳定性,降低了生物质原料对仪器设备的腐蚀性,因而节省了大量生产加工装置投资,且制备的燃料质量也得到提高,更容易满足国家油品标准,具有一定经济竞争力,是一条可将生物质原料消纳的快速路径[8]。同时,相比于传统石油炼油技术,油品的“碳足迹”也得到了有效降低,环保贡献显著[14]。
“共炼技术”中,生物质油中氧含量的控制十分关键,一方面,含氧基团具有较强的极性,很容易吸附到FCC催化剂的酸性位上,从而加快结焦并使催化剂失活;另一方面,生物质油中的氧含量过高不利于与石油馏分形成稳定相。因此,生物质油中的氧含量通常应低于7%[9-10,12]。表1为不同生物热解油与石油馏分的物化参数。大量试验结果表明,将不超过20%的生物质油与石油馏分混合在FCC装置中共炼,产品的收率不会受到影响,且产品汽油、石脑油、轻循环油(LCO)、轻质气体和烯烃等馏分组成与纯化石原油裂化结果相近[15-17]。当掺混比例为10%时,通过14C同位素进行分析,共炼产物中有超过7%的碳来自生物质[13]。从环境角度分析,共炼后炼油厂的碳足迹显著降低。Yez等采用工艺模拟分析共炼燃料的全生命周期碳排放,系统考察了生物质油的来源和前处理工艺以及生物质油与原油的掺混比例和共炼工艺等因素,结果表明,相比于纯化石燃料,共炼燃料可显著减少碳排放量达到近84%[18]。尽管共炼会带来10%~50%的成本增加,但比起纯生物质炼油,成本优势仍十分明显。同时,共炼所增加的成本大部分来自生物质油的前处理步骤,在工艺优化上仍有很大空间。
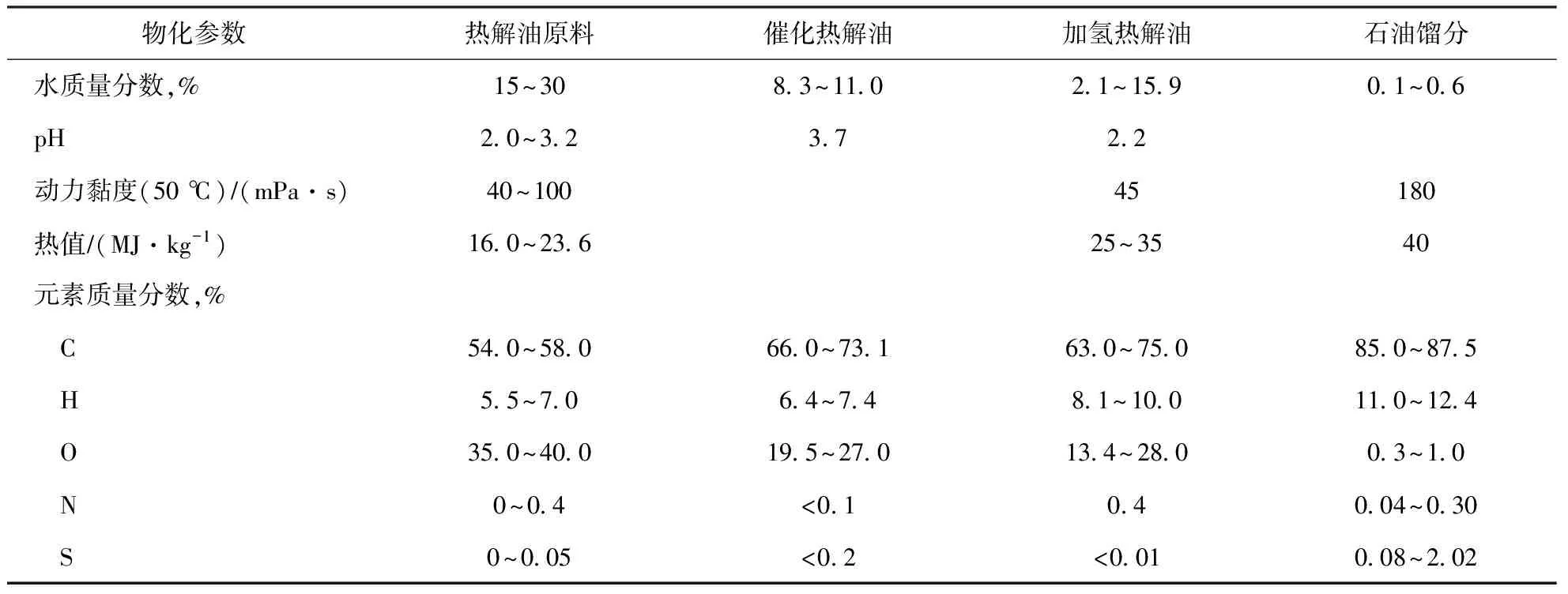
表1 不同生物热解油与石油馏分的物化参数[4,9-10,12]
生物质油-原油共炼发展前景广阔,且经济可行,为炼化企业加速绿色低碳转型提供了方向。因此认为,共炼技术的发展应从全产业链出发,研究侧重点除了优化共炼工艺以外,还应研究以下几个方面:第一是生物质原料的物化性质和组成对产物的影响。生物质原料的物化性质直接影响着共炼燃料的组成,因此在拓展生物质原料来源的同时,建立生物质油与共炼产物的关联数据库尤为重要。第二是共炼催化剂长周期评价与优化。相比传统FCC或HCK的催化环境,共炼原料的成分更加复杂,对催化剂考验更加苛刻。目前文献数据结果显示,催化剂在短期(24~48 h)操作内不会失活,而长周期的运行数据鲜有报道。因而对催化剂进行长周期评价,采集相关数据信息,可为催化剂的迭代优化提供良好的支撑。第三是开发高精度、高效率且低成本的生物碳集成度检测方法[19-21]。现有的标准测试方法ASTM D6866采用14C同位素分析,但其要求的测试环境较为固定,测试成本高,极大地限制了其在不同应用场景的推广[22]。开发高效低成本的检测方法更有利于炼化过程中碳足迹的追踪检测。
2 炼化过程节能降耗——以低温热利用为例
油品炼化是一个高能耗的过程,炼化过程中会产生巨大的碳排放量。以某炼油厂600 kt/a芳烃联合装置为例,对二甲苯(PX)分馏装置的能耗在总流程能耗中占比最大,约41%[23]。二甲苯塔塔底加热炉装有2台大型立管箱式炉,总热负荷为158 MW,燃料气消耗12 510 kg/h,约占联合装置燃料气总消耗量的60%。尽管炼油厂采取了加热炉改造、热集成、更换新型塔板及内构件等措施并取得一定降耗效果[24-25],但是由于芳烃联合装置自身的工艺特性,整个装置循环量巨大,造成设备大型化,精馏塔负荷高。其中,常压塔由于压力低、温位低,导致塔顶低温余热回收困难,造成大量低温热无法回收,装置能耗颇高。目前,芳烃联合装置中大量的塔顶低温热量和反应物料余热,多数情况下均采用常规的空气冷却器(空冷)冷却。空气冷却不但不能回收塔顶低温余热,还会额外消耗大量电能。通常一个带有芳烃联合装置的中型炼油厂,在空冷系统中浪费的热量高达约1 172 MW[26]。因此,寻求有效的低温热回收技术,成为炼油厂节能降耗的突破点。
有机朗肯循环(ORC)技术可将低等级热源的热量有效地转化为电力输出,具有很好的应用前景[27]。如图1所示,有机工质在蒸发系统内吸收低温热并变成较高压力的有机工质蒸气,随后进入涡轮膨胀机内膨胀做功,推动膨胀机转动,带动发电机发电;做功后的气态有机工质在冷凝器内被冷凝成液态,并送入蒸发系统循环使用。相比于蒸汽循环发电技术,ORC有机工质的可操作温度范围更大(80~300 ℃),可利用的热源更广,发电效率更高[28]。20世纪70年代末,ORC技术首次以商业目的被应用于中型地热和太阳能发电厂。目前全球已有超过200家ORC电厂获得认可,累计装机发电量超过1 800 MW,主要安装在生物质热电联产应用、地热电站和工业低温废热电站中,技术水平不断提高[29-30]。由于设备布局和换热过程简单,利用ORC技术高效回收汽车和船舶等移动源废热的案例也有大量报道[31-32]。废热回收是ORC的一个新兴领域,不同工业废热规模、品位差异较大,技术条件也不尽相同。目前,ORC在炼油厂的应用仍处于尝试阶段[26]。

图1 ORC工作流程示意
2014年,作为全球化工行业首套工业示范机组,中国石化某炼油厂引入ORC发电技术对芳烃联合装置的低温热进行回收利用[33-35]。发电机组设计热水产量为815 t/h,全年发电量可达2.75×107kW·h,直接创效超过1 600万元,从节能减排降耗角度出发,相当于每年可减少6 000 t燃料油,即减少14.4 kt二氧化碳排放。随着我国新一轮PX装置建成投产,国内PX产能将趋于饱和。专利商的芳烃生产工艺技术基本完善,提高能量利用率的空间进一步缩小。通过ORC技术将低温废热回收发电,不仅可以减少装置能耗,增加电能收益,而且可将电能转化成绿氢,发展新能源,对炼油厂的经济效益和可持续发展战略影响深远。ORC厂商在设计层面应加强设备与炼油厂情况的适配度,例如,确保充足的检修操作空间、降低设备噪音强度以及优化系统控制效率等。
3 自我针对的碳捕集路线
降低炼化企业的碳排放,除了炼化加工过程的节能减排,还应充分发展碳捕获和埋存(CCS)/碳捕获、利用和埋存(CCUS)技术。CCUS一般分为3个步骤:燃烧废气的捕集、运输和利用(如尿素生产、地下储存、食品和饮料工业、提高石油采收率)[36-39]。其中,碳捕集阶段成本可占CCUS系统总运行成本的70%~90%[40-41],该领域也成为研究的侧重方向。“碳中和”这一复杂的系统工程,需要通过各种渠道多管齐下减碳。因而对于炼化行业而言,在保证经济与社会效益的同时,发展自我针对的碳捕集路径尤为重要。
炼油厂的碳排放中约有55%来自化石燃料(煤、燃料油和燃料气)的燃烧排放[42]。燃烧过程主要发生在热电锅炉、蒸汽锅炉、工艺炉和火炬等设备中,为各种炼化装置提供热源和安全保障。由于炼油厂的空间有限,设备二次改造难度大,采用像煤气化联合循环火电厂(IGCC)的“燃烧前碳捕集路线”(Pre-combustion)可行性不高[43-44]。即使预燃气体中的二氧化碳可被富集至40%,巨大的投资成本也会大幅延长回报周期。相较而言,“燃烧后碳捕集路线”(Post-combustion)被认为是目前最成熟的碳捕集技术。该路线可直接将工业尾气中的二氧化碳进行捕集,对现有装置的影响较小,因此在水泥、钢铁工业中得到了广泛应用[36,40]。然而,由于炼油厂燃烧废气中的二氧化碳分压较低(体积分数3%~20%),且含有NOx、SOx以及颗粒物等杂质,分离高纯度的二氧化碳是一个复杂和高能耗的过程,因此对燃烧废气中的二氧化碳直接捕集亦不经济。富氧燃烧技术(OFC)是一种相对较新的碳捕集路线,最初开发于1982年,用于生产高纯度二氧化碳(>99%)以提高石油采收率(EOR)[37,43]。OFC技术是指燃料在氧气或含有二氧化碳的氧气气氛中燃烧,而非空气。OFC废气的主要组分为二氧化碳(体积分数75%~80%)、水和其他微量杂质,采用简单的冷凝压缩即可对二氧化碳进行高效捕集,如图2所示。虽然OFC技术尚未在工业上广泛应用,但其具有成本低、易规模化、可改造性强等诸多优势,未来应用前景广阔。在富氧燃烧的工况下,绝热火焰温度和烟气辐射均比在空气燃烧中高[44]。对于炼油厂而言,这意味着在减少燃料用量的情况下就能使富氧加热炉达到目标工况温度,同时废气中的NOx,SOx,CO浓度大幅降低,潜在的经济贡献和环境贡献显著。富氧燃烧技术在国内外均得到长足的发展,中试规模和工业示范规模的项目层出不穷,主要应用场景以发电厂、炼钢业为主。例如2008年德国建成了世界首套全流程30 MW富氧燃烧试验装置[45];2011年澳大利亚建成了世界首套30 MW富氧燃烧示范发电厂,二氧化碳年捕集量约为300 kt[46]。富氧燃烧在20世纪90年代便已成为国内研究人员关注的热点。中国石化石油化工科学研究院与燕山分公司联合开发了催化裂化装置的富氧再生技术[47],其目的在于提高烧焦能力,从而增加轻油转化率。若在此基础上做进一步改进,将二氧化碳与纯氧混合烧焦,二氧化碳部分循环,即可实现催化裂化装置的高效碳捕集。2011年,华中科技大学建成了3 MW全流程富氧燃烧碳捕获试验平台,35 MW富氧燃烧工业示范装置于2015年建成,系统集成富氧燃烧器、富氧锅炉等关键装备,实现了烟气中二氧化碳的富集,体积分数高达82.7%[48]。

图2 富氧燃烧技术路线示意
富氧燃烧的最大挑战之一在于高纯度氧气(>95%)的供给,目前采用传统的深冷制氧法[37,40]。该方法以空气为原料,经过压缩、净化和液化得到液氧和液氮的混合物,再利用液氧和液氮沸点的差异,通过精馏分离来获得纯净的氧气。采用深冷法制氧的空气分离装置(ASU)设备复杂、占地面积大、基建费用较高、一次性投资较大、运行成本高,成为了富氧燃烧碳捕集路线的障碍。吸附分离技术对于炼油厂并不陌生,与传统分离方法相比,其工艺流程简单、自动化程度高、产气快、能耗低,且产品纯度可在较大范围内进行调节、操作维护方便、运行成本较低、装置适应性较强。若能合理利用吸附剂(例如分子筛、活性炭等)对氧和氮的选择性吸附使二者分离,可以在空气分离工艺的成本控制和产能方面提供保障,打破富氧燃烧在工业推广中的技术壁垒。
4 结束语
结合我国的“双碳”战略目标,分别综述了生物质油与化石原油共炼技术、低温热利用技术以及碳捕集技术,可为石油石化行业的绿色低碳发展提供借鉴。对于炼化企业而言,既需要保持稳定、可持续发展的战略定力,保障国家能源安全,也需要着眼于行业未来发展的潜力,引领创新,完成关键技术攻关、关键材料产业化布局,在“十四五”开局之际,打下夯实基础。
猜你喜欢
中国石油石化(2021年9期)2021-07-17 09:24:12
中国特种设备安全(2019年4期)2019-05-20 09:56:18
石油炼制与化工(2018年6期)2018-03-27 03:18:40
石油化工建设(2017年5期)2018-01-26 07:07:07
电子测试(2017年15期)2017-12-18 07:19:00
石油化工建设(2016年4期)2016-02-27 15:03:14
中国工程咨询(2016年5期)2016-02-14 07:39:40
石油知识(2015年6期)2015-02-28 16:19:12
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12 13:04:52
石油工程建设(2014年5期)2014-03-20 15:24:47