基于GBDT算法的Fe-36Ni/304L搭接接头特征尺寸及性能预测
2022-01-12 10:57申俊琦胡绳荪陆建生田玉新
天津大学学报(自然科学与工程技术版) 2022年4期
申俊琦,王 谦,胡绳荪,陆建生,田玉新
基于GBDT算法的Fe-36Ni/304L搭接接头特征尺寸及性能预测
申俊琦1, 2,王 谦1, 2,胡绳荪1, 2,陆建生3,田玉新3
(1.天津大学材料科学与工程学院,天津 300354;2. 天津市现代连接技术重点实验室,天津 300354;3. 宝山钢铁股份有限公司中央研究院,上海 201900)
Fe-36Ni合金和304L奥氏体不锈钢是制备新一代液化天然气(LNG)船液舱围护系统的主要材料,由这两种材料焊接而成的复合结构是组成液舱围护系统的重要部分,因此研究Fe-36Ni/304L异种合金的焊接工艺及接头特征尺寸和力学性能预测具有重要意义.开展了Fe-36Ni/304L异种合金搭接脉冲钨极惰性气体保护焊(GTAW)立焊工艺研究,探索了脉冲焊接参数对接头宏观成形与拉伸性能的影响规律.根据Fe-36Ni和304L异种合金薄板搭接的脉冲GTAW试验结果,研究了焊接参数(峰值电流、基值电流、占空比、脉冲频率和焊接速度)与接头特征尺寸(下板焊缝宽度)、(下板焊缝熔深)、(焊缝根部到焊缝表面的最短距离,即最小熔合半径)及拉伸最大承载力的关系.建立了基于梯度提升决策树(GBDT)算法的接头特征尺寸及性能预测模型,并研究了各焊接参数对特征尺寸和力学性能的影响程度.结果表明:Fe-36Ni/304L异种合金搭接脉冲GTAW立焊接头特征尺寸和主要与峰值电流、占空比和焊接速度相关,随着峰值电流和占空比的增加,和也随之增加;随着焊接速度降低,和随之增加.特征尺寸主要与占空比和脉冲频率相关,随着脉冲频率和占空比的增加,也随之增加.特征尺寸是影响搭接接头拉伸最大承载力的主要因素,搭接接头的拉伸最大承载力可达12.66kN.所建立的预测模型对特征尺寸和最大承载力的预测相对误差均在3%以内,模型的预测精度较高,且泛化性较好.
梯度提升决策树算法;Fe-36Ni/304L异种合金;脉冲钨极惰性气体保护焊;特征尺寸;拉伸承载力
Fe-36Ni合金(又称因瓦合金)是一种能在低温下保持极小热膨胀系数的合金材料,其熔点和比热容较低,在低热输入条件下具有良好的可焊性.Fe-36Ni与304L不锈钢在低温下都具有较高的塑性和强度,是制造液化天然气(liquefied natural gas,LNG)船主屏蔽舱的两种重要材料.目前在LNG船液货舱制造中,Fe-36Ni与304L两种材料采用搭接焊的形式进行连接[1-3].
与常见的焊接接头形式相比,搭接接头的应力集中系数是最高的,这就会使得搭接接头在受到拉剪载荷下在其应力集中处容易产生开裂从而降低接头承载力[4].研究学者在不同材料的搭接焊相关研究中发现,可以通过改变搭接接头的特征尺寸来提高其力学性能.郭相忠等[5]发现301L搭接激光焊接接头的拉伸断裂载荷随焊缝熔宽的增加而增大.Wang等[6]在进行0.7mm/1.0mm板厚组合Fe-36Ni合金搭接脉冲钨极惰性气体保护焊(gas tungsten arc welding,GTAW)时发现有效连接面积与接头最大拉伸承载力成正比.目前,研究学者主要通过大量试验的方法来确定焊接工艺参数对搭接接头特征尺寸及力学性能的影响关系.
如何通过少量试验结果,建立起基于焊接参数的接头特征尺寸与性能预测模型并进行有效预测,是焊接相关领域的一个热点研究方向.目前已经有学者在焊接领域中采用决策树算法来进行基于焊接参数的接头特征尺寸及焊接质量预测.栾亦琳等[7]基于二叉树支持向量机算法,构建了TiAl/40Cr 扩散焊焊缝界面处缺陷识别模型,并根据分类结果预测了焊缝界面的焊合率和抗剪强度.Zhang等[8]开发了基于决策树分类算法的电阻点焊质量无损评价方法.Ahmed等[9]提出了一种基于决策树算法的电阻点焊可焊性预测方法,并确定了每个参数对响应参数的影响,实现了流程参数的优先级规划.
本文针对Fe-36Ni/304L异种合金搭接脉冲GTAW立焊,研究峰值电流、基值电流、占空比、脉冲频率以及焊接速度等脉冲GTAW焊接参数对接头成形特征尺寸和力学性能的影响规律.基于梯度提升决策树(gradient boosting decision tree,GBDT)算法在处理小规模数据时具有较高预测精度的优点[10],建立Fe-36Ni/304L异种合金脉冲GTAW立焊搭接接头特征尺寸及力学性能的预测模型,以实现基于少量焊接试验结果的接头特征尺寸及力学性能预测.
1 试验方法
试验所采用的材料为0.7mm厚Fe-36Ni合金以及2mm厚304L奥氏体不锈钢板材,两种材料的化学成分如表1所示.焊接系统由奥地利福尼斯 MagicWave 4000型GTAW焊机和日本安川MOTO-MAN HP6型6轴机器人组成.焊前使用酒精擦拭试样表面以去除油污等.Fe-36N/340L异种合金搭接脉冲GTAW立焊过程示意如图1所示,焊接过程中使用纯氩进行保护,保护气体流量为15L/min.
文献[11-12]及前期试验结果表明,脉冲GTAW焊接参数的可调节性好,可以通过改变峰值电流(p)、基值电流(b)、占空比(cy)、脉冲频率()和焊接速度()等脉冲焊接参数来有效调节焊接热输入,从而控制接头宏观成形及性能.本文通过改变上述5个脉冲GTAW参数进行了共28组Fe-36Ni/304L异种合金搭接立焊试验,具体焊接参数如表2所示.
焊后在焊缝中部切取接头横截面金相试样,经打磨和抛光后用腐蚀剂(FeCl3∶HNO3∶H2O=5g∶10mL∶20mL)腐蚀20s.根据文献[13],利用OLYM-PUS GX51型金相显微镜对接头金相试样进行观测,并使用图像软件对搭接接头的特征尺寸进行测量.接头的特征尺寸示意如图2所示,其中为下板焊缝宽度(简称熔宽),为下板焊缝熔深(简称熔深),为焊缝根部到焊缝表面的最短距离,即最小熔合半径(简称焊喉).
表1 Fe-36Ni和304L主要化学成分

Tab.1 Chemical compositions of Fe-36Ni and 304L %
表2 焊接参数

Tab.2 Welding parameters
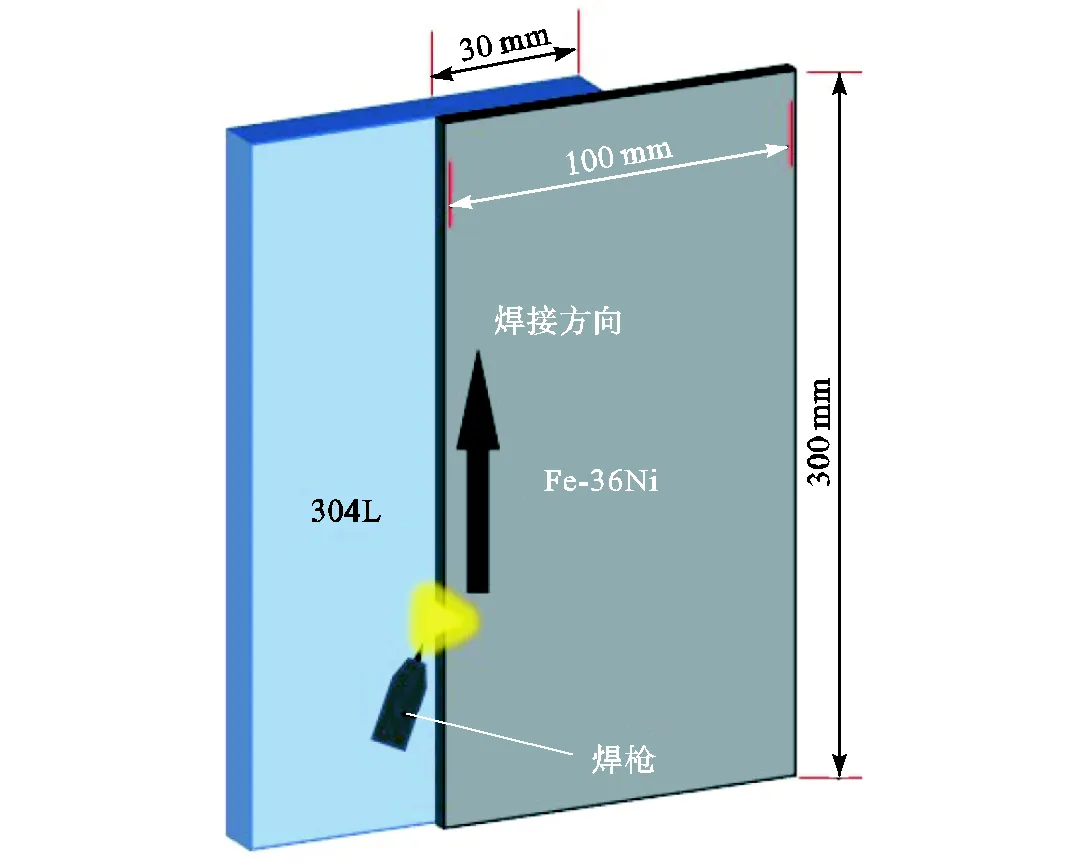
图1 Fe-36Ni/304L脉冲GTAW立焊示意
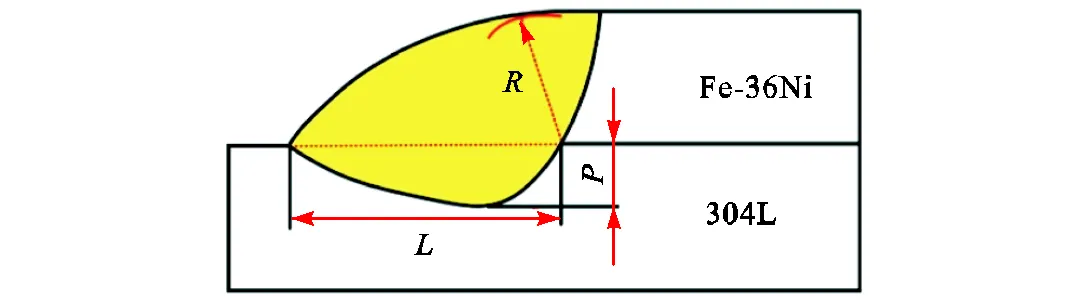
图2 搭接接头的特征尺寸示意
使用CSS-44100 型电子万能试验机进行接头室温拉伸性能测试,拉伸速度为2mm/min,拉伸试样尺寸如图3所示.由于搭接接头在拉伸过程中受到拉剪力,故将最大承载力m(拉伸过程中最大载荷)作为搭接接头的力学性能评价.对于每组焊接参数,均取3个拉伸试件最大承载力的平均值作为最后的测试结果.由于搭接接头上下两板厚度不同,因此在拉伸试验中通过添加垫板的方式使两板竖直方向平行于加载力方向.

图3 搭接接头拉伸试样尺寸
2 GBDT预测模型
梯度提升决策树(gradient boosting decision trees,GBDT)是一种采用加法模型(以决策树为基函数的线性组合)以及不断减小训练过程产生的残差来达到将数据分类或者回归的算法.如图4所示,GBDT包含多轮迭代,每一轮迭代生成的基础分类器在上一轮分类器残差(残差=真实值-预测值)基础上进行训练,然后不断去拟合上轮的残差,并使残差朝梯度方向减小,最后通过多棵树联合决策(将所有迭代产生的模型相加)从而获得最终的预测模型[14]:
式中:为特征变量;表示决策树;为决策树的参数;为树的个数.本文采用均方根误差(root mean square error,RMSE)作为评价模型泛化能力的指标,RMSE计算式为

式中:fr为真实值;fp为预测值;为训练样本的数量.
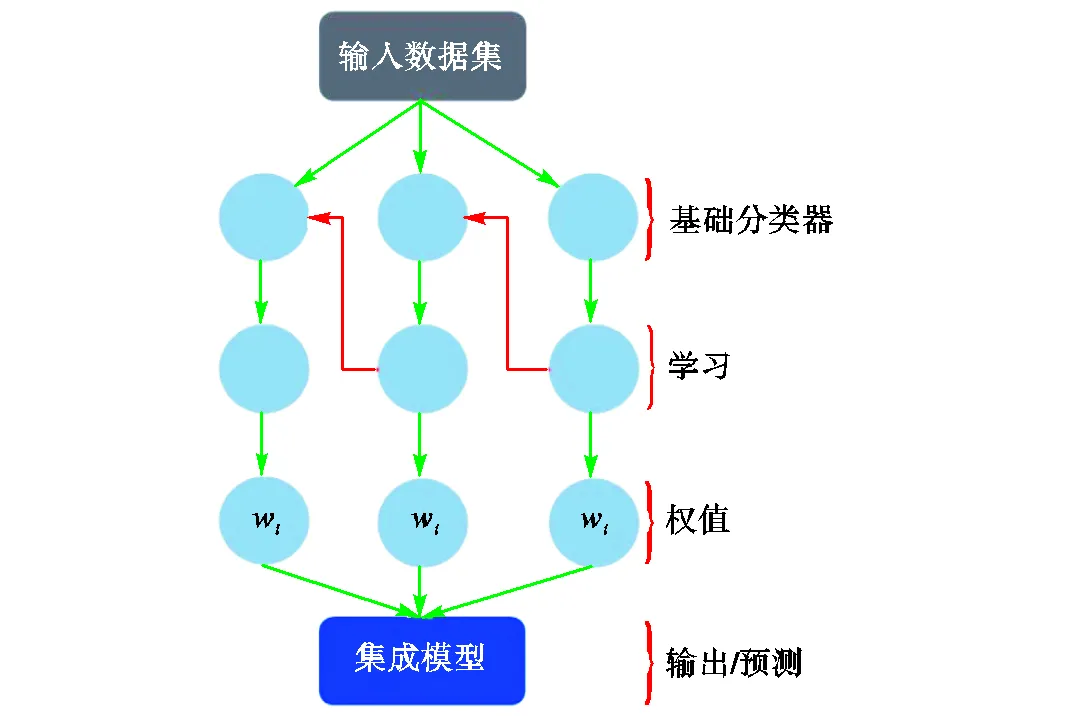
图4 GBDT模型结构
在进行GBDT建模过程中,采用峰值电流(p)、基值电流(b)、占空比(cy)、脉冲频率()和焊接速度()等5个脉冲GTAW焊接参数作为输入,将接头特征尺寸(、和)以及最大承载力(m)等4个变量作为输出.选择合适的GBDT框架参数可以提高预测精度以及防止出现“过拟合”现象.表3给出了GBDT模型参数选择范围,其中树的数量对预测结果影响较大,过小时容易引起欠拟合,过大时容易引起过拟合.通过对GBDT各框架参数进行试错法寻优,确定了模型各参数的设定值,如表3所示.
表3 GBDT模型的参数范围
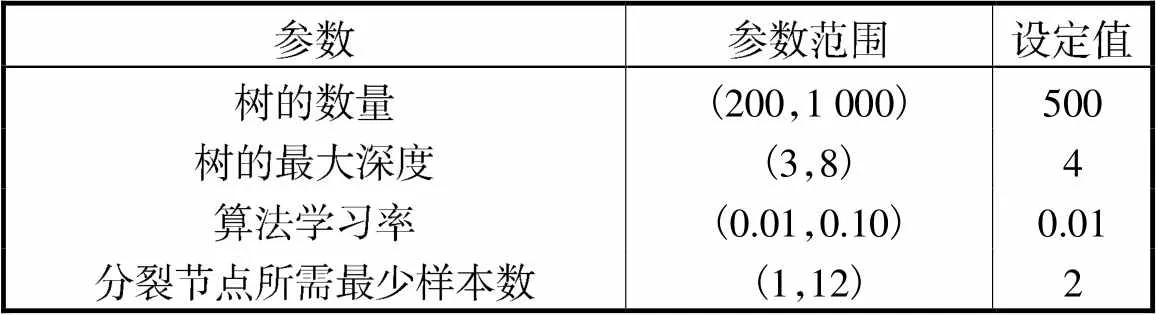
Tab.3 Parameter range of the GBDT model
3 结果与讨论
根据表2中的脉冲焊接参数进行Fe-36Ni/304L异种合金搭接脉冲GTAW立焊试验,各个参数下所获得的接头特征尺寸及最大承载力结果如表4所示,所有的Fe-36Ni/304L异种合金搭接接头拉伸试件均在靠近Fe-36Ni合金母材的焊缝区发生断裂.
表4 焊接接头特征尺寸及最大承载力测试结果
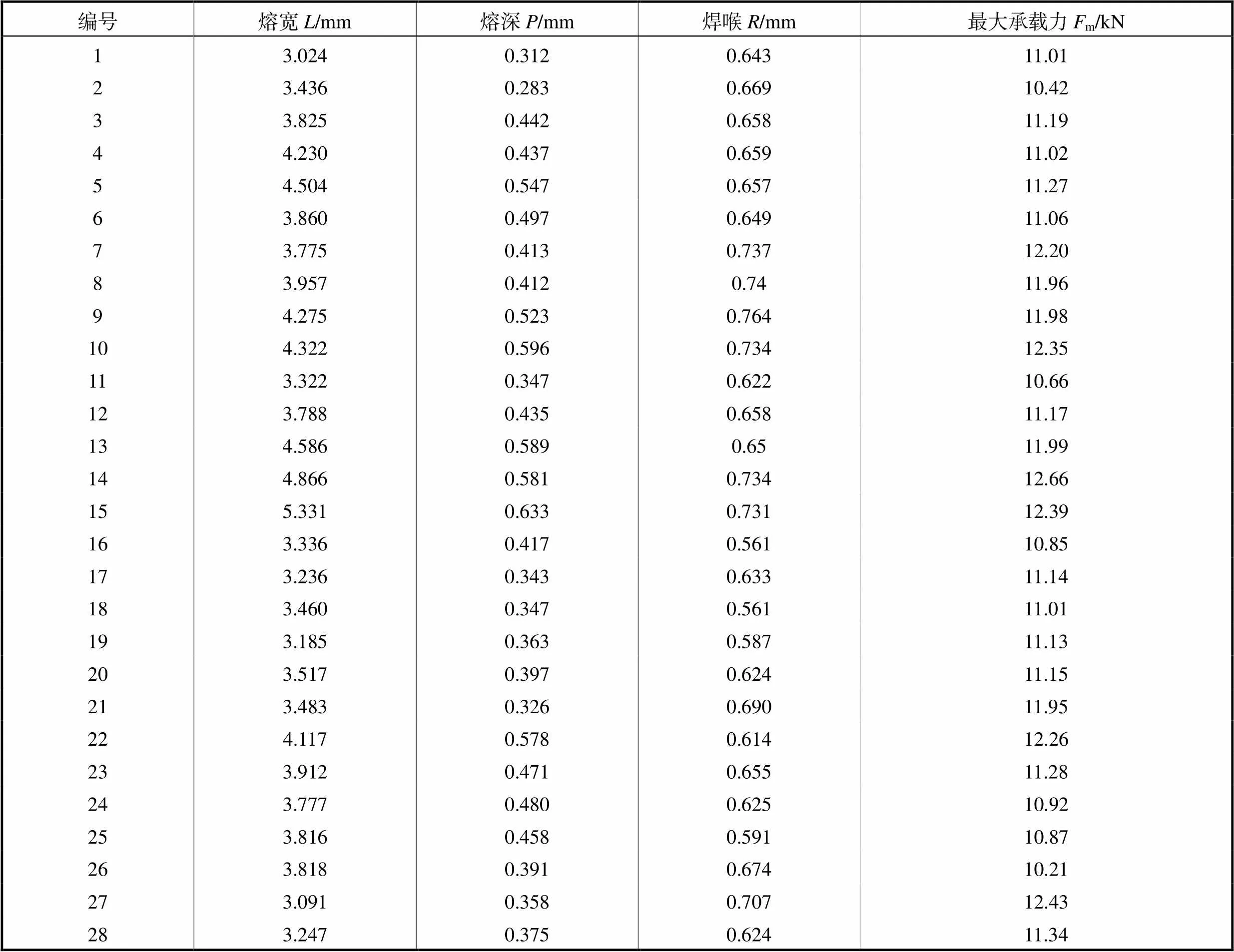
Tab.4 Test results of feature sizes and maximum tensile capacities of the joints
图5为表2所示的脉冲焊接参数组合11~15条件下(即不同占空比时)所获得的搭接接头焊缝横截面金相照片,可以发现接头横截面处Fe-36Ni和304L连接良好,接头中没有裂纹等缺陷产生.
另外,从图5中还可以看出,在其他焊接参数不变时,由于随着占空比的增加使得焊接热输入增大、熔池体积增加,特征尺寸、和值均呈上升趋势,其中值在占空比大于75%后逐渐趋于稳定.占空比的变化对值影响较大,随着占空比的增加,热输入量增大,使得呈现出近似线性增长趋势.当占空比大于65%后,焊缝成形较差,随着占空比继续增大,热输入会随之增大,造成热影响区过宽从而降低焊接接头性能.同时,占空比继续增加,会削弱基值电流阶段的快速冷却过程,容易使焊缝组织过热导致晶粒粗大,恶化接头性能.

图5 不同占空比时焊缝横截面
接头特征尺寸及最大承载力的变化趋势如图6所示.可以发现,焊接参数的变化引起了接头特征尺寸和最大承载力的变化.例如,当峰值电流从85A增加至120A,特征尺寸和随之增大,但是值变化幅度较小,最大承载力略微增加.同时还可以看出,特征尺寸与接头最大承载力m存在一定的线性对应关系,当和较小、值越大时,接头的最大承载力也越高.这是因为的增加会使得焊缝的承载面积增加,从而在拉伸时焊缝截面承受的平均应力有所降低.因此研究脉冲GTAW焊接参数对接头尺寸和最大承载力的影响程度可以为实际焊接过程中的焊接参数选择与调整提供参考.
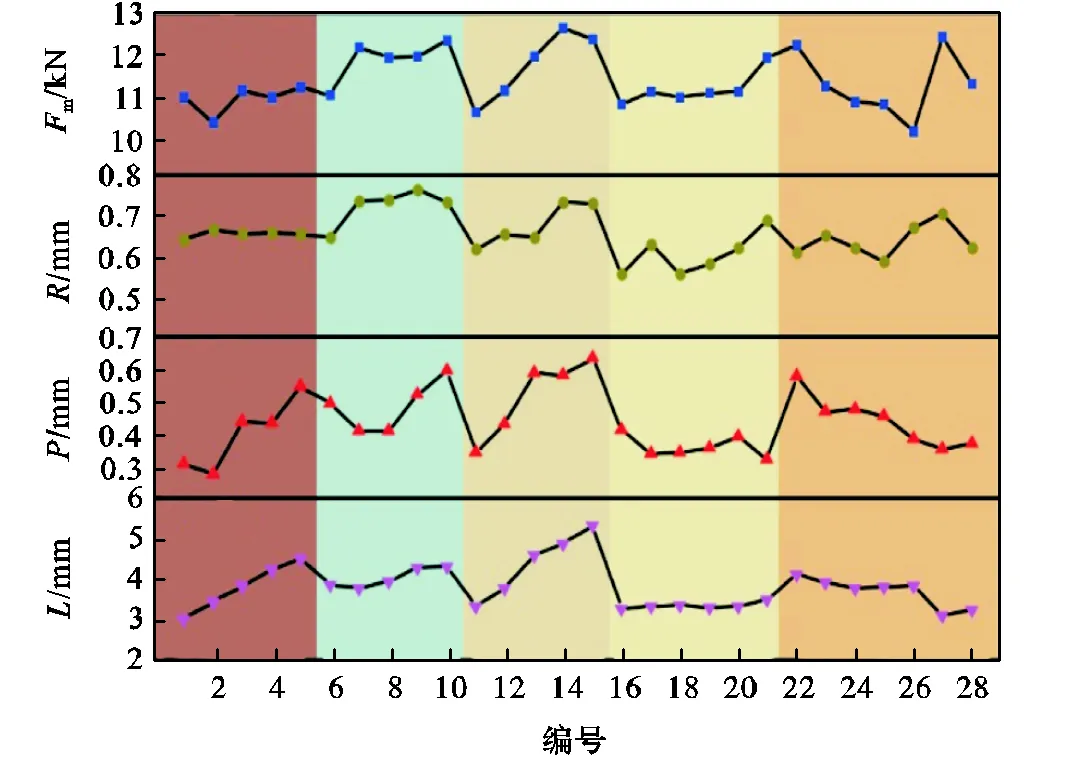
图6 搭接接头特征尺寸L、P、R和最大承载力Fm变化情况
GBDT模型的特征重要性可以用来评价脉冲焊接参数对搭接接头特征尺寸和最大承载力的影响程度.使用Python机器学习库中的GBDT模型对表4中除编号7、11和15外的剩余25组数据进行训练,将脉冲焊接参数作为特征变量,并基于GBDT模型给出各焊接参数的相对特征重要性.特征变量的全局重要性通过在单颗树中的重要性的平均值来衡量[15]:

脉冲GTAW焊接参数在GBDT预测模型中对接头特征尺寸和最大承载力的相对重要性分数计算结果如图7所示.从图7(a)可以看出,对最大承载力影响最大的是焊接速度;从表4的测试数据中也可以发现当焊接速度从140mm/min增加至200mm/min时,最大承载力的变化幅度为2220N.图7(b)表明脉冲频率是对特征尺寸影响最大的焊接参数.图7(c)和图7(d)表明占空比对特征尺寸和的影响最大,这是因为随着占空比的提高,焊接热输入也随之增大,最终使得和也随之增大.
如前所述,选取表4中编号7、11和15的3组数据作为测试样本,其他组作为训练样本.当树的最大深度为4时迭代停止,此时采用相对误差来比较预测模型的精度.GBDT模型的预测结果如表5所示,其中RMSE用来表示训练过程中真实值和预测值的偏差,在一定程度上可以表示预测模型的泛化能力.接头最大承载力的RMSE为0.170,高于各特征尺寸的RMSE,因此其泛化能力相对较差.就预测精度而言,接头3个特征尺寸和最大承载力的相对误差都在3%以内,说明采用GBDT算法建立的Fe-36Ni/304L异种合金搭接脉冲GTAW接头特征尺寸和最大承载力预测模型的预测精度较高,可以用来有效预测接头的特征尺寸和最大承载力.

表5 GBDT预测结果

Tab.5 Prediction results based on GBDT
4 结 论
本文针对NiFe-36Ni/304L异种合金搭接脉冲GTAW立焊,研究了峰值电流、基值电流、占空比、脉冲频率和焊接速度等脉冲焊接参数与接头特征尺寸及最大承载力之间的关系;以脉冲GTAW焊接参数为输入,建立了基于GBDT算法的接头特征尺寸及拉伸最大承载力的多变量非线性预测模型.
(1) Fe-36Ni/304L异种合金脉冲GTAW搭接立焊接头焊缝特征尺寸和主要与峰值电流、占空比和焊接速度相关,随着峰值电流和占空比的增加,和也随之增加;随着焊接速度升高,和随之下降.特征尺寸主要与占空比和脉冲频率相关,随着脉冲频率和占空比的增加,也随之增加.
(2) 特征尺寸是影响搭接接头拉伸最大承载力的主要因素,搭接接头的拉伸最大承载力可达12.66kN.
(3) GBDT算法得出的焊接参数对特征尺寸和最大承载力的影响表明:焊接速度对接头最大承载力m的影响最大;占空比对接头特征尺寸和的影响最大;脉冲频率对接头特征尺寸的影响最大.
(4) 所建立的基于GBDT算法的接头特征尺寸和最大承载力预测模型的预测相对误差均在3%以内,模型的预测精度较高,且泛化性较好,可以用于NiFe-36Ni/304L异种合金搭接脉冲GTAW立焊接头特征尺寸和最大承载力的预测.
[1] Park W S,Chun M S,Han M S,et al. Comparative study on mechanical behavior of low temperature application materials for ships and offshore structures:Part I-experimental investigations[J]. Materials Science and Engineering A,2011,528(18):5790-5803.
[2] De A K,Speer J G,Matlock D K,et al. Deformation-induced phase transformation and strain hardening in type 304 austenitic stainless steel[J]. Metallurgical and Materials Transactions A,2006,37:1875-1886.
[3] 胡晓童. 液化天然气运输船用殷瓦钢专利分析与研究[J]. 冶金信息导刊,2015,52(1):57-62.
Hu Xiaotong. Analysis and research on patent technology of invar alloy for liquefied natural gas tanker[J]. Metallurgical Information Review,2015,52(1):57-62(in Chinese).
[4] 方洪渊. 焊接结构学[M]. 北京:机械工业出版社,2008.
Fang Hongyuan. Mechanics of Welding Structure[M]. Beijing:China Machine Process,2008(in Chinese).
[5] 郭相忠,刘 伟,王昌坤,等. 301L搭接激光焊接接头拉伸过程的弹塑性演变及断裂数值分析[J]. 中国激光,2018,45(12):77-84.
Guo Xiangzhong,Liu Wei,Wang Changkun,et al. Numerical analysis of elastic-plastic deformation evolution and fracture behavior in tensile process of laser lap welded 301L joints[J]. Chinese Journal of Lasers,2018,45(12):77-84(in Chinese).
[6] Wang H,Hu S S,Shen J Q,et al. Effect of duty cycle on microstructure and mechanical properties of pulsed GTAW lap joint of Invar[J]. Journal of Materials Processing Technology,2017,243:481-488.
[7] 栾亦琳,刚 铁,张 驰. TiAl/40Cr扩散焊接头强度评价与预测[J]. 焊接学报,2016,37(4):35-38.
Luan Yilin,Gang Tie,Zhang Chi. Strength evaluation and prediction of TiAl and 40Cr diffusion bonding joint[J]. Transactions of the China Welding Institution,2016,37(4):35-38(in Chinese).
[8] Zhang H J,Hou Y Y,Zhang J Y,et al. A new method for nondestructive quality evaluation of the resistance spot welding based on the radar chart method and the decision tree classifier[J]. The International Journal of Advanced Manufacturing Technology,2015,78:841-851.
[9] Ahmed F,Kim K Y. Data-driven weld nugget width prediction with decision tree algorithm[J]. Procedia Manufacturing,2017,10:1009-1019.
[10] Rachman A,Ratnayake R M C. Machine learning approach for risk-based inspection screening assessment[J]. Reliability Engineering and System Safety,2019,185:518-532.
[11] 王希靖,柴廷玺,赵青山,等. 因瓦合金4J36等离子焊接工艺及接头性能[J]. 焊接学报,2014,35(4):19-23.
Wang Xijing,Chai Tingxi,Zhao Qingshan,et al. Process and properties of plasma arc welded Invar alloy 4J36[J]. Transactions of the China Welding Institution,2014,35(4):19-23(in Chinese).
[12] 李大龙. 殷瓦钢自动TIG立焊工艺研究[D]. 天津:天津大学,2016.
Li Dalong. Study on Automatic TIG Welding of Invar Alloy at Vertical Position[D]. Tianjin:Tianjin Univer-sity,2016(in Chinese).
[13] 管金钰,张 海,单 陈. NO96薄膜型LNG船殷瓦钢非脉冲氩弧焊焊接工艺探讨[J]. 船海工程,2013,42(5):73-75.
Guan Jinyu,Zhang Hai,Shan Chen. Invar weld procedure of non-pulse TIG for NO96 LNG ship[J]. Ship and Ocean Engineering,2013,42(5):73-75(in Chinese).
[14] Chen K,Chen H B,Liu L,et al. Prediction of weld bead geometry of MAG welding based on XGBoost algorithm[J]. The International Journal of Advanced Manufacturing Technology,2019,101:2283-2295.
[15] Friedman J H. Greedy function approximation:A gradient boosting machine[J]. The Annals of Statistics,2001,29(5):1189-1232.
Prediction of Feature Size and Performance of Fe-36Ni/304L Lap Joint Based on GBDT Algorithm
Shen Junqi1,2,Wang Qian1,2,Hu Shengsun1,2,Lu Jiansheng3,Tian Yuxin3
(1. School of Materials Science and Engineering,Tianjin University,Tianjin 300354,China;2. Tianjin Key Laboratory of Advanced Joining Technology,Tianjin 300354,China;3. Research Institute,Baoshan Iron & Steel Co.,Ltd.,Shanghai 201900,China)
Fe-36Ni alloy and 304L austenitic stainless steel are the main materials for the manufacture of the new generation of liquefied natural gas(LNG)ship tank containment system. A composite structure fabricated using Fe-36Ni/304L dissimilar alloys is an important part of the tank enclosure system. Therefore,it is of great significance to conduct a study on the welding process and prediction of the feature size and mechanical properties of Fe-36Ni/304L dissimilar alloys. Aiming at the pulsed gas tungsten arc welding(GTAW)of Fe-36Ni/304L dissimilar alloys in a vertical welding position,this work investigated the influence of pulsed GTAW welding processes on the macroscopic formation and tensile properties of the welded joints. According to experimental results,the relationships between the welding parameters(i.e.,peak current,base current,duty cycle,pulse frequency,and welding speed)and the feature sizes of the joint,including the weld width of the lower plate(),the weld depth of the lower plate(),and the minimum distance from the weld root to the weld surface(,the minimum radius of the fusion zone),as well as the maximum tensile capacity of the joint,were studied. Based on the gradient boosting decision tree(GBDT)algorithm,a model for predicting feature sizes and mechanical properties of the joint was established,and the effect of the welding parameters on the feature sizes and mechanical properties was revealed. Results showed that the peak current,duty cycle,and welding speed were the important factors that influencedand. With increasing peak current and duty cycle or decreasing welding speed,andincreased. Duty cycle and pulse frequency significantly affected. With increasing pulse frequency and duty cycle,increased. The feature sizewas the most important factor to influence the maximum tensile capacity of the welded joint. The maximum load capacity of the welded joint could reach 12.66kN. Relative errors of the prediction model for the feature sizes and maximum tensile capacity were both less than 3%. Therefore,the GBDT model had high prediction accuracy and generalization to predict the feature sizes and tensile properties of the Fe-36Ni/304L lap joint by pulsed GTAW.
GBDT algorithm;Fe-36Ni/304L dissimilar alloy;pulsed GTAW;feature size;tensile capacity
10.11784/tdxbz202101056
TG455
A
0493-2137(2022)04-0350-07
2021-01-26;
2021-04-04.
申俊琦(1983— ),男,博士,副教授.
申俊琦,shenjunqi@tju.edu.cn.
国家自然科学基金资助项目(51575381).
Supported by the National Natural Science Foundation of China(No. 51575381).
(责任编辑:田 军)
猜你喜欢
铝加工(2022年3期)2022-11-24
振动与冲击(2022年19期)2022-10-17
材料与冶金学报(2022年2期)2022-08-10
检察风云(2021年16期)2021-10-29
有色金属材料与工程(2021年5期)2021-10-25
科技视界(2019年27期)2019-11-05
晚晴(2016年11期)2016-12-20
哈尔滨理工大学学报(2014年3期)2015-01-04
物理教学探讨(2009年4期)2009-05-25