
Microstructure evolution and corresponding tensile properties of Ti–5Al–5Mo–5V–1Cr–1Fe alloy controlling by multi-heat treatments
2022-01-11 07:53:20ZedongLiuZhoxinDuHnyuJingTinhoGongXiomingCuiJingwenLiuJunCheng
Zedong Liu ,Zhoxin Du,b,* ,Hnyu Jing ,Tinho Gong ,Xioming Cui ,Jingwen Liu ,Jun Cheng
a School of Materials Science and Engineering,Inner Mongolia University of Technology,Hohhot,010051,China
b Inner Mongolia Key Laboratory of Light Metal Materials,Inner Mongolia University of Technology,Hohhot,010051,China
c Northwest Institute for Non-ferrous Metal Research,Shaanxi Key Laboratory of Biomedical Metal Materials,Xi'an,710016,China
Keywords:Titanium alloy Heat treatment Two-step aging Microstructures Tensile properties Twins
ABSTRACT The effects of microstructure morphology on corresponding tensile mechanical properties of Ti–5Al–5Mo–5V–1Cr–1Fe alloy controlling by three different heat treatment conditions(solution,single-step and two-step aging) were investigated in the present paper.The results show that the solution temperature exhibited an important impact on the precipitation behavior of secondary-α phase(αs)during aging,in which the content of αs gradually increased with the increase of solution temperature.When the alloy was single-step aged at 500–600 °C,the needle-like αs precipitated from matrix,as well as the content of αs decreased and coarsened corresponding to the increase of aging temperature.Compared with single-step aging,the αs slightly increased when the alloy was subjected to two-step aging heat treatment.The tensile results show that the αs is the main strengthening phase in the alloy.Moreover,its content as well as the intensity of the precipitation mode directly affects the strength,whereas inevitably with an accompanying penalty on ductility.In general,the higher solution temperature and the lower first-step aging temperature result in a more intensive αs and then lead to the higher strength.Meanwhile,{1 01 2} and {1 01 1} twins were found in two-step aged tensile samples,which may impart twinning-induced plasticity (TWIP).Overall,this study demonstrates that the alloy can be heat treated to achieve an excellent match between strength and ductility and to provide sufficient stress and optional ductility(ultimate strength of 978–1439 MPa and elongation of 8.25–18.9%).
1.Introduction
In the past two decades,titanium alloys have become an increasingly widely used structural material in high-value products due to their good mechanical properties and corrosion resistance [1].Light-weight and high-strength is one of the main advantages of titanium alloys.With the advancement of science and technology as well as the upgrading of products,the new demands for the performance of titanium alloys are continued to be put forward.Accordingly,how to further improve the comprehensive mechanical properties of titanium alloys has been the focus of scientific research in recent years[2–4].
It is well known that the microstructure of the material determines its macroscopic mechanical properties.Furthermore,the microstructure of the material in the size of μm or even nm level has always been one of the research hotspots.With respect to titanium alloys,there are three types of microstructures that determine the properties of alloys:primary-α phase,secondary-α phase and β grain.Solution treatment at the temperature below the α/β phase transition point precipitates the primary-α phase(αp) [5],which is the first important microstructure in the microscopic world of titanium alloys.The equiaxed αpappears to increase the plasticity of the alloy,yet has little effect on the strength [6].The solution treatment at higher temperatures above the α/β phase transition point produces equiaxed or coarse β grains[7],which is the second important microstructure in the microcosm of titanium alloys.The size of the β grains is associated with the plasticity of the alloy,in which the larger β grain size,the lower plastic and toughness exhibited[8,9].The alloy that maintains a relatively high strength without losing much plasticity requires very fine grain size [10].In addition,αpand β,the two micron-sized microstructures,exhibit somewhat to be correlated.An interesting study by Duerig et al.[11] on the phase transformation and tensile properties of Ti–10V–2Fe–3Al titanium alloy indicated that αpcan peg the β phase in order to limit the recrystallization and growthbehavior of the β phase by hindering the migration process of the β phase.Y.Y.Chen et al.[12] revealed that aging treatment on the basis of solution treatment can lead to the precipitation of secondary-α phase(αs),which is the third important microstructure of the microscopic world of titanium alloys.The morphology,size and volume fraction of αsare temperature sensitive,which affects the strength level of titanium alloys[7–9,13,14].Usually,the fine size of αscan improve the strength level of the alloy.Wu et al.[15] found that the coarsening of αscould result in good plasticity and fracture toughness of Ti-55531 alloy by deflecting the crack path.
As mentioned above,there is a correlation between the microstructure of the titanium alloy and the mechanical properties of the titanium alloy.The facts have proved that heat treatment can control the microstructure of titanium alloys,thereby further changing the mechanical properties of the alloys.Solution-aging treatment is one of the commonly used heat treatment processes.For instance,Li et al.[9] studied the microstructure and mechanical properties of solution-aging treated Ti–6Cr–5Mo–5V–4Al alloy,and the results showed that the solution treat below β transus temperature possess leads to better properties than above.Shekhar et al.[16] studied the relationship between microstructure and tensile properties of Ti-5553,and reported that α+β solution treatment and aging resulted in a better combination of strength and ductility.It can be added that the two-step aging process is a heat treatment process derived from solution-aging treatment.Furuhara et al.[17]showed that the unique design of high temperature-low temperature two-step aging resulted in uniform and fine-grained precipitates,thereby improving the strength-ductility balance of β-Ti-15-3 alloy.Schmidt [8]and Salvador[18]similarly concluded that the process of two-step aging allowed a more homogeneous precipitation phase,improving the tensile properties of titanium alloys.Accordingly,the different heat treatment processes create the variability of titanium alloy properties.In addition,the heat treatment process of two-step aging shows certain research value,yet there are few researches on such aspect up to now.
Ti–5Al–5Mo–5V–1Cr–1Fe alloy is a high strength and high toughness α+β titanium alloy,which is increasingly used in the fields of aviation,aerospace and navigation due to its high specific strength,good corrosion resistance and high temperature resistance,and is especially suitable for the manufacture of some large load-bearing structural parts on aircraft and ships [3,4,19,20].The purpose of this study is to better understand the microstructure evolution during solution,single-step aging and two-step aging heat treatments,and their effects on the tensile properties of Ti–5Al–5Mo–5V–1Cr–1Fe alloy.In addition,this study aims to optimize the heat treatment process and provide a theoretical basis for the application and development of α+β high strength titanium alloys.
2.Materials and experimental methods
The detailed chemical composition of Ti–5Al–5Mo–5V–1Cr–1Fe alloy is listed in Table 1,based on the composition and the formula for the Mo equivalent proposed by Bania[21]:

Table 1 Chemical composition of Ti–5Al–5Mo–5V–1Cr–1Fe alloy.

The Ti–5Al–5Mo–5V–1Cr–1Fe alloy has a Mo equivalent ([Mo]eq) of about 6.02 and is classified as an α+β two phase titanium alloy.Fig.1(a)shows the received microstructure of Ti–5Al–5Mo–5V–1Cr–1Fe alloy,which shows that the initial equiaxed α phase,and some α phase with smaller size and finer needle-like shape lingers between the α phase.
Fig.1(b)shows a schematic diagram of the heat treatment process of Ti–5Al–5Mo–5V–1Cr–1Fe alloy.The samples with dimensions of 10 × 10 × 10 mm3were cut from forged bar and solution treated at 710°C,740°C,770°C,and 800°C (below β transus temperature) and kept at constant temperature for 2 h followed by air cooling.After the solution treatment,the single-step aged samples were subjected to aging at 500°C,550°C and 600°C for 3 h,followed by air cooling.The twostep aged samples were subjected to first-step aging at 500°C,550°C,and 600°C for 3 h followed by second-step aging at 250°C for 2 h,followed by air cooling.
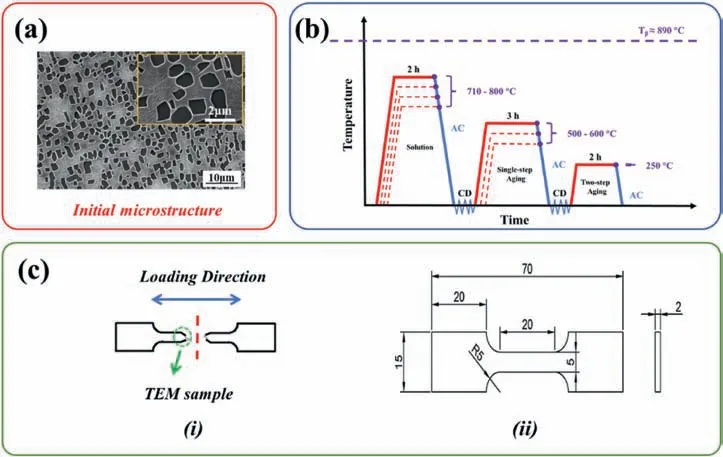
Fig.1.(a)Initial microstructure of Ti–5Al–5Mo–5V–1Cr–1Fe alloy;(b)Schematic description of heat-treatment processing routes used in present work(Tβ stands for β transus temperature,AC stands for air cooling and CD stands for cold down);(c) Related information of tensile testing specimens,in which (i) Sampling position of TEM sample and (ii) Dimensions (mm) of tensile testing specimens.

Fig.2.Microstructure and tensile properties of solution treated alloy:(a)710 °C;(b)740 °C;(c)770 °C;(d)800 °C;(e)Tensile properties of solution treated alloy and schematic of the microstructures at different solution temperatures (Rm stands for ultimate strength,Rp0.2 stands for yield strength,A stands for elongation and Z stands for section shrinkage).
Firstly,the samples used for microstructure observation were polished sequentially in water on 80,400,1000 and 2000 grid SiC abrasive paper,and then,electrochemical polishing was performed in a mixture of methanol:butanol:perchlorate=6:3:1 in a solution environment at-30°C.Etching of SEM samples were performed in a solution of HF:HNO3:H2O=3:7:90.Microstructure characterization was analyzed by using a FEI Quanta 650 FEG scanning electron microscope (SEM).TEM samples were ground to a thickness of 50 μm and then electrochemically polished at-30°C in a solution environment using MTP-1A magnetically driven double injection electrolytic diluent (perchlorate:butanol:methanol=6:35:59).Selected-area electron diffraction(SAED)patterns,transmission electron microscopy (TEM) bright-field and dark-field images,and high-resolution transmission electron microscopy (HRTEM)images were recorded using an FEI Talos 200X.Moreover,TEM sampling position can be seen in Fig.1(c)(i).
The tensile properties of Ti–5Al–5Mo–5V–1Cr–1Fe alloy were tested using a uniaxial tensile tester (Instron 5500R) at a displacement rate of 2 mm/min in a room temperature environment.Two specimens per heat treatment condition was used for tensile testing.The dimensions of the tensile specimen are given in Fig.1(c)(ii).The calculation of post-break elongation was performed according to×100%,where Luis the stretched pitch length and L0is the original pitch length.Calculation of the shrinkage at break is performed according to×100%,where Suis the cross-sectional area after stretching and S0is the original crosssectional area.

Fig.3.(a)–(f) Microstructures of the alloy solution treated at 770 °C and aged at different temperatures:(a) (b) 500 °C,(c) (d) 550 °C,(e) (f) 600 °C;(g) Tensile properties of the alloy solution treated at 710–800 °C and aged for 3 h(AT stands for aging temperature):(g1)ultimate strength,(g2)yield strength,(g3)elongation,(g4) section shrinkage.
3.Results
3.1.Solution treated alloy
Fig. 2(a)–(d) shows the microstructure of the Ti–5Al–5Mo–5V–1Cr–1Fe alloy solution treated at 710°C,740°C,770°C,and 800°C for 2 h,followed by air cooling.It can be noted that the equiaxed and rod-like α phases presented on prior β via solution treatment below β transus temperature.Compared with the received microstructure(Fig.1(a)),the solution treatment preserved the equiaxed αpwhile the α phase with needle-like morphology around equiaxed α phase could not be observed.In addition,the content of αpgradually decreased corresponding to the increase of solution temperature.
Fig.2(e)shows the effect of solution treatment on tensile properties of the solution treated alloy and a schematic drawing based on the microstructure evolution of Fig.2(a)–(d).It can be seen that the ultimate and yield strengths decreased monotonically as well as the elongations and section shrinkages increased monotonically as the solution temperature increased.The decrease in strength can be explained by the dissolution of αpvia the high temperature holding process,as well as the content of dissolved αpphase increased with the increase of temperature.Particularly,the decrease of αpphase content caused the reduction of α/β phase interface and then weakened the second phase strengthening effect[22].Therefore,the change in strength showed a monotonic decrease with the increase of solution temperature.Moreover,the alloy showed a significant decrease in strength when solution temperature increased from 710°C to 740°C and from 770°C to 800°C,which is highly uniform with the variation in microstructure(Fig.2(a)–(b),(c)–(d)).This also confirms that the variation of αpphase content affects the strength.During plastic deformation,dislocation slip is one of the main deformation modes.In titanium alloys,the α phase belongs to the hexagonal close-packed structure (HCP),and the number of its slip systems is less than that of the β phase(which has a body-centered cubic structure,BBC).Therefore,the plastic deformability of the HCP structure is weaker than that of the BCC structure [23].The increase in BCC structure makes more slip systems available for slipping during plastic deformation of the alloy,which results in the improvement of plastic deformability.Thus,the improvement in plasticity can be explained by the fact that the content of β phase increases with response to solution temperature.

Fig.4.Dislocation mode of αs obstruction:(a)(b)TEM image near the tensile fracture after single-step aging at 600 °C for 3 h;(c) A predictive model of the way in which αs impedes dislocation (AT stands for aging temperature).
3.2.Singe-step aged alloy
Fig.3(a)–(f) shows the microstructure of the alloy subjected to the solution treatment at 770°C followed by aging treatment at different temperatures.It can be observed that acicular αsphases precipitated from matrix between αp.One reason for this might be that the solid solution of the alloying elements dissolved into the matrix during the solution treatment.Subsequently,during a relatively fast cooling process such as air cooling,a non-equilibrium transformation occurred and a supersaturated solid solution formed [24].The subsequent aging treatment weakened the supersaturation of the matrix and provided sufficient nucleation driving force to precipitate αs[25,26].The higher the temperature provided the larger driving force for growth of αs[27].Meanwhile,the content of αsgradually decreased as the aging temperature increased.After aging at 500°C (Fig.3(b)),αsdensely diffused and uniformly precipitated.With aging temperature increasing,at 550°C and 600°C (Fig.3(d) and (f)),the precipitation of αswas no longer homogeneous,and the dispersed precipitation started to appear locally,accompanied by a width increase.In addition,some local precipitate free zones appeared at 600°C (Fig.3(f)),which may attribute to the non-homogeneous nucleation of the α phase[28].It is worth noting that the content of αpdo not have a distinct penalty via singe-step aging treatment,as illustrated in Fig.3(a),(c)and(e).
Fig.3(g) shows the effect of aging temperature on the tensile properties of Ti–5Al–5Mo–5V–1Cr–1Fe alloy.It can be observed that the ultimate and yield strengths tended to decrease,and the elongation and section shrinkage tended to increase as the aging temperature increased,which is mainly controlled by αs.In the aged alloy,the fine-needle shaped αsexhibited a relatively small size,which is one of the main strengthening phases in titanium alloys[12].Fig.4(a)and(b)demonstrates the TEM images near the tensile fracture of single-step aged alloy.It can be seen that there was a large amount of dislocation buildup around the α phase.This is in good accordance with observations,indicating that the α phase has a strong ability to hinder dislocations.Fig.4(c) displays the model of α phase hindering dislocation.According to Orowan's theory[29],it is speculated that the higher intensity of α phase intensifies the lattice distortion and hinders the dislocation motion.In details,the bending occurs during the hindrance until it meets again and splits into not only a dislocation ring but a dislocation identical to the original dislocation.In other words,the dislocation bypasses α phase during its motion.That increases the number of dislocations and has an obstructive effect on the subsequent dislocations,so as to cause strengthening.It can be added that the more content of αsleads to the greater hindering effect on the dislocation.Therefore,either the increase in the content of αsor the diffuse precipitation mode is the main reason for the increased intensity.However,as shown in Fig.3(b),(d) and (f),αsprecipitation gradually changed from intensive to dispersive precipitation,accompanied by coarsening and a decrease in content during single aging.These changes in microstructure lead to a weakening of diffusion strengthening effect.The relatively coarse αsis not conducive to strength improvement,whereas seem to be helpful for plastic toughness improvement [15].Moreover,along with the reduction of the HCP structure of the α phase,the increase of the BCC structure of the β phase leads to an increase in the possibility of slip of the metal as well as an improvement of the plastic deformability.
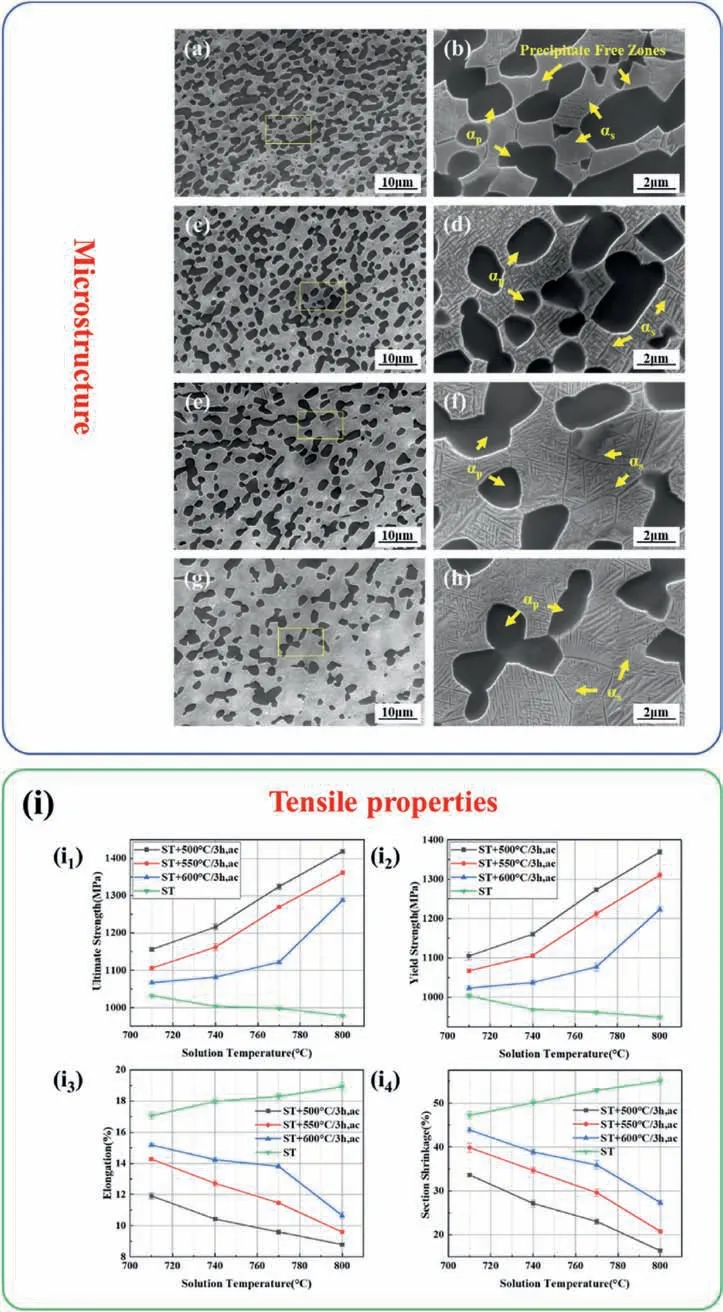
Fig.5.(a)–(h)Microstructures of the alloy solution treated for 2 h and aged at 500 °C for 3 h:(a)(b)710 °C,(c)(d)740 °C,(e)(f)770 °C,(g)(h)800 °C;(i)Tensile properties of the alloy solution treated for 2 h and aged at 500–600 °C(ST stands for solution temperature):(i1)ultimate strength;(i2)yield strength;(i3)elongation;(i4) section shrinkage.
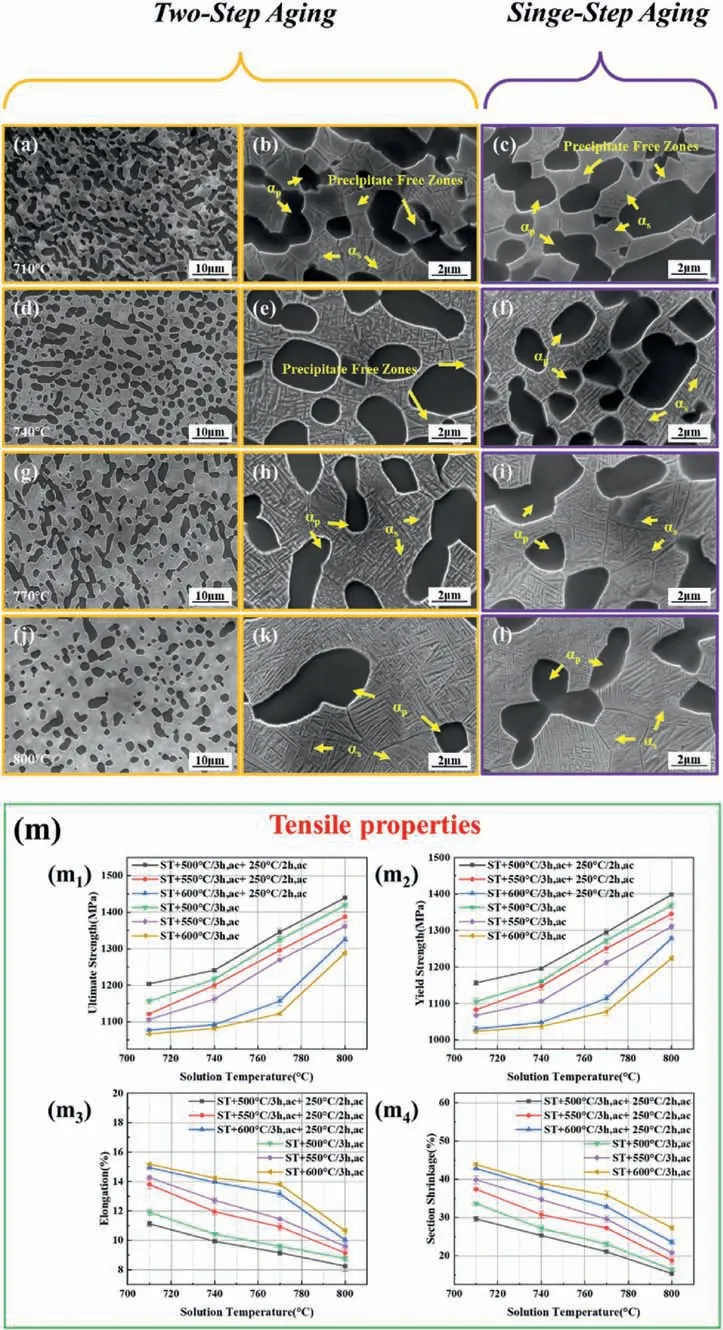
Fig.6.(a)–(l)Microstructures of the alloy solution treated for 2 h,first-step aged at 500 °C and with or without second-step aged at 250 °C:(a)(b)(c)710 °C,(d)(e)(f) 740 °C,(g) (h) (i) 770 °C,(j) (k) (l) 800 °C;(m) Tensile properties of singe-step and two-step aged alloys at different solution temperature (ST):(m1) ultimate strength;(m2) yield strength;(m3) elongation;(m4) section shrinkage.

Fig.7.Microstructures near tensile fracture of two-step aged alloy:(a) Dark-field TEM image after two-step aging at 250 °C;(b) Corresponding bright-field TEM image;(c)The green boxed region of image(a);(d)Diffraction pattern taken from the yellow boxed region in(b),displacing twins at(114)plane(The subscript M stands for the matrix and T for twins);(e) Schematic diagram of twin boundary hindering dislocation;(f) Schematic diagram of twins.
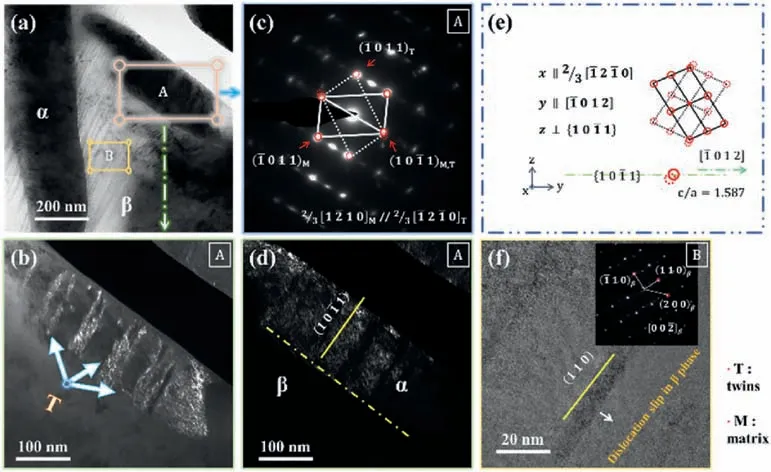
Fig.8.Microstructures near tensile fracture of two-step aged alloy:(a)Bright-field TEM image after two-step aging at 250 °C;(b)Bright-feild TEM image of the pink boxed region A in(a);(c)Diffraction pattern taken from the pink boxed region A in(a),displacing twins at(101)plane(The subscript M stands for the matrix and T for twins);(d)Corresponding dark-field TEM image of(b);(e)Schematic diagram of twins;(f)HRTEM and corresponding SAED taken from orange box region B in(a).
It is also worth noting that the solution temperature exhibits an important effect on the single-step aging microstructure and tensile properties as well.Fig.5(a)–(h) shows the microstructure of the alloy solution treated at different temperatures in the α+β region followed by aging at 500°C.Fig.5(a) and (b)shows that there were some localized precipitate free zones existed at 710°C (Fig.5(b)).As seen in Fig.5(a),(c),(e)and(g),the content of αpgradually decreased with the increase of the solution temperature.The increase in solution temperature results in the dissolution of αp,thereby increasing the content of β phase,reducing the stability of the β matrix,and thus providing a larger driving force for the precipitation of αsduring aging [7].The content of αsprecipitated from the β matrix gradually increased with the increase of solution temperature,in which the spacing between αsgradually decreased,and tended to be dense and diffused precipitation(Fig.5(b),(d),(f)and(h)).
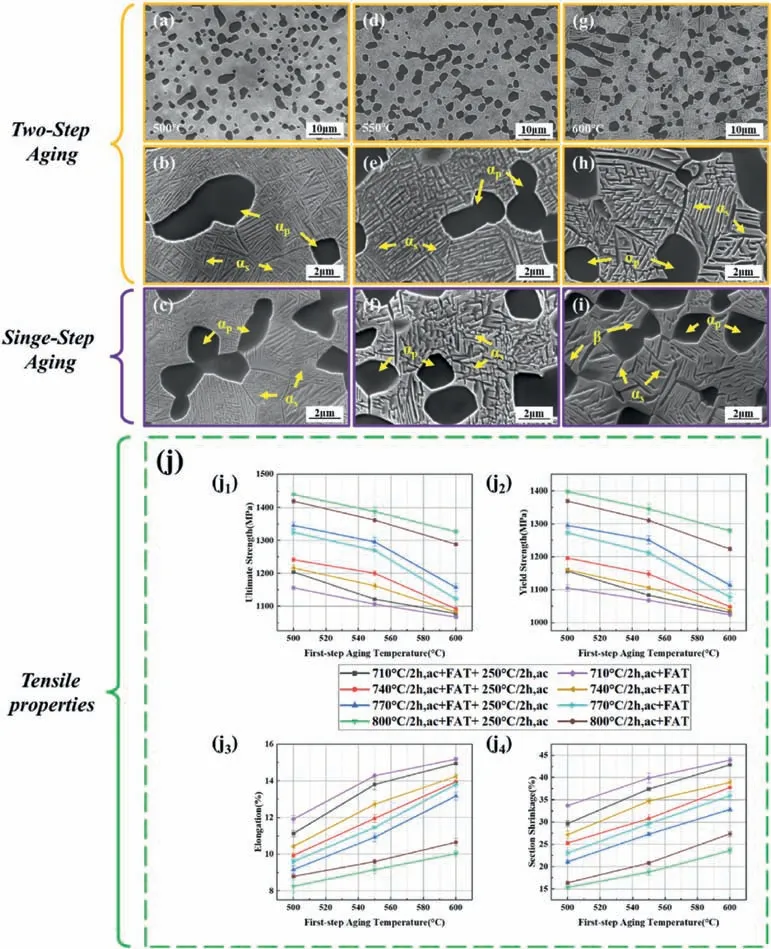
Fig.9.(a)–(i) Microstructures of the alloy solution treated at 800 °C,first-step aged for 3 h and with or without second-step aged at 250 °C:(a)–(c) 500 °C,(d)–(f)550 °C,(g)–(i) 600 °C;(j) Tensile properties of two-step aged alloy at different first-step aging temperature (FAT):(j1) ultimate strength,(j2) yield strength,(j3)elongation,(j4) section shrinkage.
Fig.5(i) shows the effect of solution temperature on the tensile properties of single-step aged alloy.On the one hand,by comparing the changes in tensile properties of solution treated alloy,the ultimate and yield strengths of the alloy were significantly improved,yet inevitably accompanied by a decrease in elongation and section shrinkage.On the other hand,accompanied by the increase of solution temperature via single-step aged treatment,it can be observed that the ultimate and yield strengths monotonically increased while the elongation and section shrinkage monotonically decrease.The change of the mechanical properties in Fig.5(i) can be attributed to the evolution of the αsphase.Herein,the increasingly dense and intercepted precipitation arrangement provides an obstacle to the movement of dislocations,and hence to the plasticity decrease.
3.3.Two-step aged alloy
It is interesting that the observation on the microstructure of the twostep and single-step aged alloys at different solution temperatures demonstrates that the amount of αsprecipitation in two-step aged alloys had a slightly enhancement as compared to single-step aged alloys,displayed in Fig.6(a)–(l).Moreover,such phenomenon is particularly evident in the case of solution treatment at low temperatures as depicted in Fig.6(b)and (c),respectively.Therefore,selecting a suitable two-step aging temperature can further induce the precipitation of αsand improve its distribution.Fig.6(m)makes a clear comparison between two-step aged alloy and singe-step aged alloy with respect to the tensile properties.It can be found that the strength of two-step aged alloy had a small increase over singe-step aged alloy.Additionally,it is also proved that the content of αsand the compactness of the precipitation mode are closely related to the strength of the alloy.
Fig.6(a)–(l)exhibits that the content of αpgradually decreased with the increase of solution temperature(Fig.6(a),(d),(g)and(j)),which is consistent with the single-step aging microstructure where the lower temperature had no effect on αpphase.The content of αsin two-step aged alloy gradually increased with the increase of solution temperature.In two-step aged alloys,the spacing between αsgradually decreased and the precipitation mode tended to be intensive diffused precipitation,whereas some precipitate free zones still presented at 710°C and 740°C.The effect of solution temperature on the tensile properties of the two-step aged alloy was observed,as shown in Fig.6(m).It can be found that the ultimate and yield strengths increased monotonically while the elongations and section shrinkage decreased monotonically with the increase of the solution temperature.Same as single-step aging,the increase in strength is attributed to the diffusely precipitated αsphase.
Fig.7(a)and(b)show the dark-field image and bright-field image of the photographed area,respectively.It can be seen that some twins appeared on the α phase,indicating that the α phase had undergone twinning deformation during the stretching process (Fig.7(b) and (c)).Fig.7(d) shows the corresponding selected area electron diffraction(SAED)pattern indicated by the yellow box in Fig.7(b).The mirror spots of the diffraction pattern along thezone axis appeared with respect to theplanes,indicating that this twin is regarded as atwin structure.Some of the atoms can be selected to describe thetwins (Fig.7(f)),in which x is parallel toy parallel toand z vertical toplanes.According to previous work[30–33],thetwinning system is a twin produced in the tensile state,in which the critical resolved shear stress (CRSS) at twinning deformation is easily activated because of its relatively low level,as a common twinning mode.Moreover,thetwin deformation can promote plastic strain in the positive direction of the c-axis.In addition,it has been documented that nanoscale twin boundaries (TB) can deflect dislocation motion paths or fix dislocations(Fig.7(e)) [34].Such behavior indirectly impedes the dislocation movement,and hence makes a slight contribution to the strength improvement.
Fig.8(a)shows a TEM micrograph of a two-step aged tensile fracture sample,in which α and β phases can be seen.Some dislocation slip lines on the β phase can be observed,which indicates that the β phase is mainly involved in the whole plastic deformation process in the form of(1 1 0)slip(Fig.8(a)and(f)).Fig.8(b)and(d)show the bright-field image and dark-field image of the pink boxed region A in Fig.8(a),respectively.What's more,careful observation of Fig.8(b)and(d)suggests that some twins appeared in the α phase.Fig.8(c)demonstrates the corresponding SAED taken using thezone axis of the region indicated by the pink box in Fig.8(a).The twinning plane is identified aswhich belongs totwin system.Schematic diagram oftwins can be displayed in Fig.8(e),in which x is parallel toy is parallel toand z is vertical toplanes.Thetwinning system can be generally found in compression and promote plastic strain in the negative direction of the c-axis[35,36].It is more interesting to note that not only the expected tensile twins but also the presence of anomalous compressive twins was found in the same sample after tensile deformation.Martin [37] and Nave [38] also discovered the presence of anomalous twins,although such twins were not expected.The contribution of {1 12 4} tensile twins and {1 01 1}compression twins to the positive and negative directions of the c-axis,respectively,enriches the diversity of plastic deformation systems.The twin deformation of α phase in conjunction with the slip deformation of β phase participates in the whole plastic deformation process,thereby increasing the coordinated deformation capacity of the two-step aged alloy.The twinning-induced plasticity (TWIP) also explains the high strength of the two-step aged alloy while still retaining good ductility.Eventually,the highest ultimate strength of 1439 MPa was obtained after two-step aging,while retaining an acceptable elongation of 8.25%.
Fig.9(a)–(i) shows the effect of first-step aging temperature on the two-step and single-step aged alloys.The two-step aging treatment resulted in a slight increase in the precipitation of αsin the alloy,which was more pronounced at 550°C and 600°C (Fig.9(e) and (h)).The contrast of tensile properties between followed two-step and single-step aged alloys is illustrated in Fig.9(j).This indicates that the strength of the two-step aged alloy was slightly increased compared to the single-step aged alloy.Moreover,it should be pointed out that,as in the singe-step aged alloy,the content of αsdecreased with increasing first-step aging temperature and the width gradually became larger (Fig.9(b),(d) and(f)).The overall content change of αpwas small,suggesting that the firststep aging temperature exerted no significant influence on it (Fig.9(a),(d)and(g)).In addition,the ultimate and yield strengths monotonically decreased and the elongation and section shrinkage monotonically increased with the increase of the first-step aging temperature(Fig.9(j)).Consistent with the single-step aging pattern,the coarsening of αsand the decrease in content were detrimental to the strength improvement but helpful to the plasticity improvement.
4.Conclusions
The effects of solution treatment,single-step aging treatment and two-step aging treatment on the microstructure and tensile properties of Ti–5Al–5Mo–5V–1Cr–1Fe alloy have been systematically investigated.The main results are summarized as follows:
1.When the alloy is solution treated at 710–800°C in the α+β region.The content of αpgradually decreases with the increase of solution temperature,and the ultimate strength and yield strengths gradually decrease while the elongations and section shrinkages gradually increase.
2.The solution temperature affects the precipitation behavior of αsduring aging.The increase of solution temperature further weakens the super saturation of the matrix and provides more nucleation driving force for the precipitation of αs.The content of αsgradually increases and tends to be densely distributed.At a constant aging temperature,the ultimate strength and yield strength gradually increase along with the increase of solution temperature,as well as the elongation and section shrinkage gradually decrease.
3.The single-step aging heat treatment influences the precipitation behavior and morphological changes of αs.The increase of aging temperature leads to a decrease of αscontent and coarsening morphological changes.The content of αsand the degree of dispersion of the precipitation mode are the main reasons for the change of tensile properties.
4.In contrast to the single-step aging treatment,the two-step aging treatment induces further precipitation of αs,then the strength of the two-step aged alloy is slightly increased.In the case of the two-step aging treatment,both the increase of solution temperature and the decrease of first-step aging temperature promote the precipitation of αs.
5.The {1 01 2} and {1 01 1} twins have been found near the tensile fracture of the two-step aged alloy,which may impart TWIP.The twin deformation of α phase in conjunction with the slip deformation of β phase participates during the whole plastic deformation process increases the coordinated deformation capacity of the two-step aged alloy.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
This work was financially supported by National Natural Science Foundation of China(Grant No.51861029 and 52071185),Program for Young Talents of Science and Technology in Universities of Inner Mongolia Autonomous Region(Grant No.NJYT-19-B25),Inner Mongolia Natural Science Foundation(Grant No.2020MS05034).
 Progress in Natural Science:Materials International2021年5期
Progress in Natural Science:Materials International2021年5期
- Progress in Natural Science:Materials International的其它文章
- Effect of thermo-mechanical treatment on Ti–Ta-Hf high temperature shape memory alloy
- Zr-xNb-4Sn alloys with low Young’s modulus and magnetic susceptibility for biomedical implants
- Enhanced dielectric performance of Dy -substituted YMn2O5 for high-frequency applications
- Creep behavior and dislocation mechanism of Ni3Al based single crystal alloy IC6SX at 760°C
- Mechanisms of two-stage martensitic transformation in Ti-Ni-Hf alloy powder
- Deformation mechanism of fine structure and its quantitative relationship with quasi-static mechanical properties in near β-type Ti-4.5Mo-5.1Al-1.8Zr-1.1Sn-2.5Cr -2.9Zn alloy