
基于USB数据采集卡的铣削振动检测与分析研究
2022-01-05 18:21牛玉艳王春梅
仪器仪表用户 2021年12期
张 总,牛玉艳,王春梅
(兰州工业学院 机电工程学院,兰州 730050)
0 引言
铣削是机械加工中最常见的加工方式之一,其加工质量往往决定着产品的质量和生产效率。铣削加工过程中受各种因素多物理场的耦合影响,产生异常振动和噪声现象,刀具的磨损及加工质量的信息也通过振动和噪声进行传递,并且振动也是影响加工质量和刀具加工效率的重要因素,因此构建有效的铣削振动和噪声监测系统对研究刀具磨损过程及分析磨损机理,并提高工件加工效率,提高机床性能,推进智能化生产具有重要意义。本文采用NI4431数据采集卡和IEPE加速度传感器,利用虚拟仪器平台设计开发了金属铣削加工过程中振动状态检测与分析系统,经验证具有一定的工程实践能力。
1 系统组成
该NI4431铣削振动检测与分析仪构成如框图1所示,仪器系统由振动信号和噪声信号相关采集硬件及基于LabVIEW开发的信号分析存储系统组成。根据振动和噪声检测的要求,选用了适合的加速度传感器、噪声传感器和数据采集卡搭建振动和噪声的测试平台,利用该平台采集金属铣削加工过程中的振动和噪声信号,通过数据线传送至分析处理电脑端,利用NI LabVIEW开发的信号显示和分析系统进行信号处理及存储。
1.1 硬件组成
信号采集部分硬件主要包括USB传输型的NI4431数据采集模块,3个磁吸式加速度振动传感器。振动传感器利用压电陶瓷的正压电效应,敏感芯体在受到振动作用后在压电片表面产生电荷,通过IEPE电路将电荷信号转换成电压信号进行输出,稳定性好。麦克风声传感器及含虚拟仪器用于信号处理的电脑。
图2所示为在学校绿色切削省重点研究中心XKA-714数控铣床上所搭建的测量系统硬件平台。图3所示为IEPE加速度传感器铣床主轴安装位置,将3个加速度传感器安装在铣床主轴合适位置处,另一路连接麦克风声传感器,用来采集加工过程中的声音信号。工作时,首先打开铣削振动状态检测和分析采集软件系统,采集机床运行的背景信号;实际切削时,采集铣削过程中的振动和声信号。
使用3个磁吸式IEPE加速度传感器可以保证传感器采集到铣削主轴在加工过程中,因切削因素产生的x、y、z三向振动信号;采用二芯低电压输出,配接带屏蔽电缆双层隔离屏蔽结构,低噪声抗干扰信号地与壳体具有绝缘密封的特点,灵敏度达100mV/g,频响范围1Hz~5000Hz,测量范围达50g,工作可靠;G.R.A.S.麦克风可有效采集切削音频信号;选用NI USB 4431声音和振动采集卡,所构建的采集系统小巧、集成、便携。其中,NI 4431采集卡包含5通道动态信号采集模块,USB数据传输总线标准,能够用来透过集成化电路压电式(IEPE)与非集成电路压电式(IEPE)传感器完成精密噪声和震动检测。当中4路信道具备对应传感器的信息调理功用,第5路信道是一条模拟输出信道。该采集模块的多路模拟输入(AI)通道可同时进行采样,具有从1 S/s~0.1MS/s的采样率范围;AI信道还带有100 dB的动态覆盖范围,并且各个AI信道还具备使用加速度计与麦克风的软件可选式交流/直流相互耦合,以及与IEPE信息调理功能。上述通道还能够相容IEEE1451.4(TEDS)的传感器产品标准,以达到传感器产品即插即用功能。结合高性能笔记本电脑和虚拟仪器软件,快速构建测试系统的信号采集系统,同时借助虚拟仪器所提供的声音和振动工具包可准确地进行振动和音频信号的分析处理及存储。
1.2 系统软件设计
铣削音频和振动信号采集和分析系统基于虚拟仪器LabVIEW平台及NI声音和振动工具包进行开发实现,利用LabVIEW虚拟仪器图形化编程的方式对铣削振动及噪声数据进行了采集,为方便数据的二次研究和利用,实验中将切削数据存储为ExceL格式,部分数据采集程序如图4所示。
在LabVIEW平台上设计了友好的前面板人机交互界面、框图程序和图标/接线端口,前面板中包含三路振动信号实时采集与显示窗口;一路噪声信号采集显示窗口,信号分析与处理显示窗口,实现了对振动和声音信号进行时域分析和频谱分析显示功能,并可对原始数据进行存储。
1.3 振动信号分析
铣床启动即伴随振动。铣削过程中,机床主轴、铣刀、切削件及夹具组成一个动态系统,互相影响又相互制约,信号相关;铣削加工过程中的振动体现在铣削主轴参考点(加速度传感器安装点)位移的交替变化;声信号指的是在切削过程中切削点振动引起在空气中传播的声波;通过对采集到的振动信号和声信号数据进行分析处理,切削振动能揭示机床主轴、铣刀、切削件及夹具系统在切削加工过程中的动态特性,选择切削过程中的振动特性作为切削过程中的刀具磨损、加工质量和加工效率监测对象。通过对振动信号进行时、频域分析,从振动信号中提取有关切削过程中刀具和加过程的特征信息,通过分析来确定切削加工参数等与切削振动之间的关系,从而为加工条件与切削加工参数的合理选择,为减少工艺系统切削振动提供科学依据,为提高刀具利用率及智能化生产提供数据保障。
铣削音频和振动信号包含了不同参数条件下切削过程中的各种特征信号,对后期研究刀具磨损,减少切削振动,优化加工参数具有重要意义。通常将采集到的数据存储为ExceL格式,图5所示为振动信号数据进行处理读取和处理程序。
对振动和噪声信号最基本的分析是在时域中进行的,通过分析可获得该信号在时域中的峰值、均值、方差等特征参数,获得信号强度、波动量、静态量等信息。这种分析只是定性分析,由于切削过程中采集到的信号背景噪声强烈,对比机床背景信号可获得信号波形在不同时刻的相似性和关联性也较为困难;振动信号和声信号有用特征不能明显显示,需要操作人员具备足够的信号分析经验来进行辨认;同时,由于时域分析只能反映信号的幅值随时间的基本变化情况。
除单频率的简谐波外,很难揭示信号的频率组成和各频率分量大小。因此,为了更好解读振动状态信息,在频域内对复杂的振动信号进行分析,获得振动信号的频率结构以及各谐波分量的幅值和相位信息,揭示振动发生的内在原因,刀具寿命减少的内在机理,机床主轴、铣刀、切削件的内在联系。
2 铣削试验检测实例
工件的材料为Cr17Ni12Mo2,焊接性能良好,适合多层焊,有良好的耐蚀性,一般用于制造、化工、化肥和化纤等工业设备,常被用于制造容器、管道及结构件。材料的这些性能决定了对其进行加工振动控制很有必要。加工Cr17Ni12Mo2不锈钢工件成长420mm,宽320mm、高40mm的矩形。采用XKA714数控床身铣床,其是一种使用范围很广的立式数控铣床,配置SIEMEN802D数控系统,可进行图形化编程,可以实现三坐标联动,能够完成直线、斜线、曲线、轮廓等铣削加工,可以铣削复杂曲面轮廓的零件,如螺旋槽、凸轮、模具、样板等。主要规格参数:工作台面积为宽400 mm×长1100mm;工作台纵向(X)行程600mm;工作台横向(Y)行程450mm;工作台垂直(Z)行程500mm;主轴转速:低速100 r/min~800r/min,高速500 r/min~4000r/min;最大进给速度:3200mm/min;快速移动速度:X/Y轴8m/min,Z轴4m/min;定位精度:±0.015mm;重复定位精度:±0.005mm。采用中国航空工业集团贵州西南工具有限公司生产的三齿标准K型超硬高速直柄SWT18-16-32-92铣刀,刀柄直径d为18mm。加工参数:主轴转速531rev/min,进给量127mm/min,切削深度4mm,切削宽度4mm,数据采集系统采样率10000Hz;选用东华通用振动、冲击型DH131EIEPE(ICP) 压电式加速度传感器。工作参数:量程5V,灵敏度1mV/ms-2,频率响应范围1kHz~10kHz;实验采集数据存为EXCEL格式,部分数据见表1。
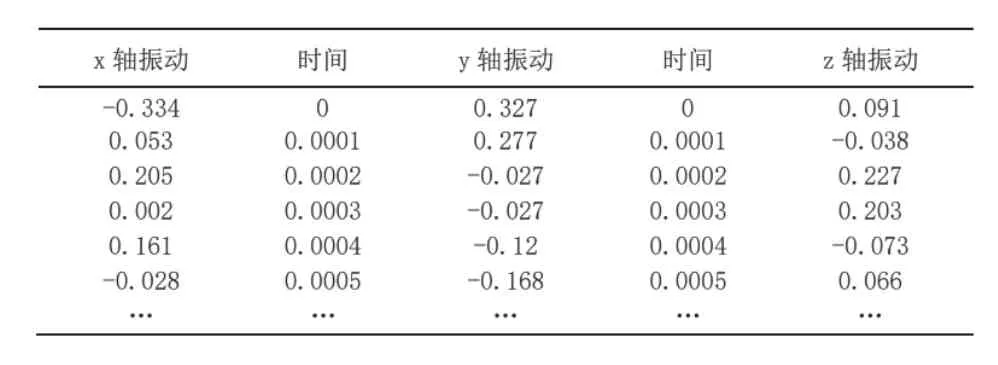
表1 部分测量数据Table 1 Part of the measurement data
3 铣削试验数据分析
由于切削现场工况复杂,存在测量系统干扰等影响,造成切削过程中的声信号背景复杂。振动信号中也包含大量的噪声,这些噪声使得对有用特征信号不明显给分析带来误差,只有通过降噪处理,以减小噪声对实际信号的干扰。测试系统采集数据如图6所示。
由于IEPE传感器是一种自带电量放大器或电压放大器的加速度传感器,会获得更多噪声信号。为了提高信噪比并滤去信号中的高频噪声,除了采样模块中设计的滤波电路外,还需要通过软件进行数字滤波,例如采用低通抗混滤波、积分电路、有限和无限脉冲滤波器,由数字滤波器和自适应算法两部分组成自适应滤波器,以及时变信号的典型处理方法及小波分析等,对采样获得的时域振动信号进行处理。
采用LabVIEW和MATLAB混合编程读取存储振动数据并处理的程序如图7所示。
采集到的振动信号在时域上是很难看出特殊特征的,但是如果变换到频域之后,分析特征将变得容易。FFT是离散傅立叶变换的快速算法,变换域FFT分析可以将一个信号变换到频域,同时FFT可以将一个信号的频谱提取出来,这是信号分析常常采用FFT变换的原因,频谱分析时经常应用。振动信号滤波和FFT处理后的结果如图8所示。
4 结语
基于NI4431的铣削振动检测与分析虚拟仪器系统,可对铣削加工过程中的振动量信号进行检测,后期可方便地实现海量振动数据的分析处理,为加工参数控制及刀具磨损更换提供一定的依据,使铣削加工运行在最佳状态,并为加工条件与切削加工参数的合理选择,为减少工艺系统切削振动提供科学依据,为提高刀具利用率及智能化生产提供数据保障,推进机床高效且智能化加工的目的。
猜你喜欢
数学年刊A辑(中文版)(2020年3期)2020-10-27
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2017年7期)2018-01-19
中学生数理化·八年级物理人教版(2017年9期)2017-12-20
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
发明与创新(2016年5期)2016-08-21
电子工业专用设备(2015年4期)2015-05-26
电机与控制应用(2015年3期)2015-03-01
噪声与振动控制(2015年4期)2015-01-01
