
中药颗粒袋装药品智能生产设计
2022-01-04 09:34姜贵中马庆恒尹永富刘子春徐源东
机电产品开发与创新 2021年6期
姜贵中, 马庆恒, 尹永富, 刘子春, 徐源东
(中国机械总院集团云南省机械研究设计院, 云南省机电一体化应用技术重点实验室,云南省先进制造技术研究中心, 云南昆明650031)
0 引言
机器人是20 世纪最伟大的发明之一,近年来随着科学技术的发展,大众对生产的自动化程度要求越来越高。计算机软件、机器视觉的快速发展,都为机器人技术的发展创造了良好的社会环境、提供了坚实的技术支撑。而“工业4.0”,机器人无疑扮演着不可或缺的执行者的角色。
医药分拣安全性要求高,分拣设备讲究的不仅是快,还要求高准确率,低损坏。 要求达到精准分拣,以保证药品分拣的正确性,减少误拣、错拣等情况。其中,也要求对药品实现无损分拣,做到分拣中对药品的保护,又能实现连续、快速地大批量分拣。
并联机器人是工厂人工智能的代表, 又被称为蜘蛛手机器人、delta 机器人、分拣机器人等。 其具有无累积误差,精度较高;运动部分重量轻,速度高,动态响应好;结构紧凑,刚度高;工作空间较小等特点。
并联机器人发展至今,分拣系统识别正确率达99.99%,且能适应各类包装货物,对货物的破损率几乎为0。 被广泛应用于食品、电子、药品、轻工等行业。已具备本项目药品分拣能力,使袋装药品无人化生产成为可能。
云南白药集团股份有限公司中药颗粒袋装产品有板蓝根颗粒、 风寒风热感冒颗粒、 田七花叶颗粒、小柴胡颗粒、小儿感冒颗粒、小儿宝泰康颗粒等,受众面广、口碑好、需求旺盛。 自产品面世以来,其销售额每年均保持显著增长,占据中国市场同类产品销量前列。

图1 不同种类的并联机器人

图2 袋装药品
1 现状及存在的问题
中药颗粒袋装药品由于是软包、包装袋为“三面封”,生产线的生产工序“分拣”及分拣后的“说明书插入”、“装盒”工作较复杂,还是由人工完成。 每天2 班,每班12 人,每条线一天需24 人,人工费用高、劳动强度大、重复性劳动程度高,急需智能化、自动化设备替代人工操作。

图3 云白药袋装药品人工分拣

图4 云白药袋装药品人工装盒
云南省机械研究设计院与云南白药集团股份有限公司合作,共同研发“中药颗粒袋装药品智能装盒设备”。对“三面封多通道药品包装机”、“软包装袋药品装盒机”的产能、规格及设备与设备之间的接口量身订制,每条线使用两台并联四轴机器人,替代人工“分拣”,组成智能装盒生产线。
2 项目总体结构
通过对云南白药集团股份有限公司袋装药品生产线人工分拣及装盒的研究,实现包装、分拣、装盒全自动一条龙,替代人工劳作。 设备由多通道包装机1、皮带输送机2、带式提升机4、摊平装置5、视觉识别系统6、并联四轴机器人7、皮带输送机8、链板输送机10、装盒机11 和控制系统等组成,见图5。

图5 设备总体结构图
采用视觉识别系统6,以图象识别方式、配合四轴并联工业机器人完成药袋的跟踪拾取, 并根据图像计算出药袋方向、角度。 根据装盒机11 的速度控制多通道包装机1 的包装速度,根据装盒机速度计算机器人跟踪情况,智能分配给两台机器人任务,以完成分拣工作。
工作原理: 多通道包装机1 及装盒机11 为成熟设备,根据产品规格,产能及组线接口量身订制即可。 包装好的药袋3 落下后, 设计皮带输送机2, 接住落下的药袋,通过带式提升机4 提升到一定高度,药袋有可能叠在一起,摊平装置5 的作用是把叠在一起的摊平。而后视觉识别系统6 对其拍照,将信息传输给处理器,药包识别后由带式输送机8 进入分拣区。
在分拣区安装两台并联四轴机器人7, 机器人根据视觉识别系统6 提供的信息,运用跟踪、抓取功能,结合药品装盒信息,两台机器人合理分工,智能化的把药品9从皮带输送机8 上抓到链板输送机10 的格子里,由链板输送机10 输送入装盒机11,装盒机11 完成盒子打开、药品入盒、说明书折叠插入、封盒、打码、贴标等工序,每格一盒药,工作流程见图6。

图6 工作流程图
2.1 多通道药品包装机
多通道药品包装机主要用于包装胶囊、片剂、胶丸、栓剂或颗粒剂等固状药品。 目前市场上的药品包装机有两种:条包机和三面封袋装机。本设计选用西班牙生产的SC-A-012 八通道三面封多袋包装机,见图7,药袋尺寸为60×60mm,效率为400 袋/min。 包装好的药袋直接落到输送机上, 通过输送系统输送,并在输送过程中实现智能分捡。
图7 西班牙SC-A-012八通道多袋包装机
2.2 输送系统
输送系统在药袋提升、摊平、视觉识别、分拣、装盒等工序时起桥梁作用。它由一台带式提升机,一台带式输送机、一台链板输送机组成,见图8。 药品包装成袋后,一般处于低位,带式提升机的作用是把药包提升到高位; 带式输送机带面同时也是分捡位置, 药包在输送过程中, 两台机器人有选择的把药包吸取到链板输送机上并堆叠起来。

图8 输送系统原理图
2.3 智能分捡
分捡系统由摊平装置、视觉识别系统、并联四轴机器人及夹具组成,见图9。 上一工序输送来的袋装药品,会出现堆叠的情况,摊平装置的作用是把其摊平,保证后面识别系统的全面成像,同时也方便机器人抓取。

图9 智能分捡系统
2.3.1 并联四轴机器人
每条线采用两台并联四轴机器人, 把药品从皮带输送机上抓取并在链板输送机的U 形槽里有序堆码。 每格U 型槽1 盒药。
选用ABB 的IRB 360-1 并联四轴机器人, 见图10,具有运动性能佳、节拍时间短、精度高等优点,能够在狭窄或者广阔空间内高速运行,误差极小。

图10 并联四轴机器人
(1)机器人重32kg,负载1 kg。
(2)4 轴机构设计增加了作业区两旁工件输送的可用空间。
(3)独特的平行连杆机构最大幅度提高了动作速度。
(4)分离式台架,能够更简便地安置在机械内。
(5)配有内置式隐藏视觉摄像头。
(6)新型控制器提供智能的机器人功能。
(7)碰撞检测功能可瞬时检测到来自外部物体的碰撞并紧急停机,使得对工件和机器人的损坏降低到最小。
(8)机器人链网功能通过网络通信交换机器人的位置信息,可同时控制多台机器人并使之协调作业,见表1。

表1
2.3.2 夹具
夹具安装在机器人第四轴上,见图11。药包为柔性物料,表面凹凸不平,用海绵真空吸盘抓取。

图11 夹具
海绵吸盘每个孔中内置独立的单向阀, 防止吸取物件时物件小于海绵吸盘、 或者被吸物没有完全覆盖于吸盘下而泄露真空。 单向阀在没有接触物件时会自动关闭, 不影响其动作的进行。
海绵吸盘成本低廉,吸板垫磨损后可迅速进行更换,简便快捷,控制阀保护,免遭粉尘影响,便于清洁。
2.3.3 视觉识别系统
视觉识别系统是机器人能否准确分拣的关键。 药包摊平后, 通过采用双目辅助的形式来完成并联机器人的视觉分拣与实时跟踪。在视觉识别系统内安装工业相机,用来检测即将进入机器人分拣范围的药包信息。 根据信息规划机器人的分拣轨迹,从而控制机器人完成分拣;另一方面, 采用另一工业相机获取机器人运动范围内的实时图像数据,再经过系统处理,将处理的图像数据结果传送给计算机, 配合前端摄像机的辅助预测数据完成对药袋的实时跟踪作业。
(1)基于机器视觉的工业机器人分拣系统构成。机器视觉系统主要由工业相机、 视觉控制器以及监视显示器等组成,能够检测出药包的数量、形状以及颜色等特性,然后通过串行总线连接到机器人控制器, 进而指挥机器人进行分拣操作。
此外,在工业机器人分拣系统中,还必须有PLC 可编程控制器单元。 它主要是用来控制工业机器人来执行相关操作,处理检测信号,管理生产过程中的数据传输和生产流程等工作。
(2)机器人分拣药品分为四个步骤:定位、识别、抓取以及放置。 基于机器视觉的工业机器人分拣工作流程在生产流水线运行过程中, 首先要借助工业相机对传送带上已经进入工作区域的药包进行图像采集, 然后由计算机对图像进行分析和处理,传递并识别、定位药包的具体位置,然后建立坐标系,根据该坐标系和机器人坐标系之间的关系,引导工业机器人进行准确分拣。
2.3.4 分拣机器人跟踪系统解决方案
并联机器人四个自由度分别是指空间三个平移自由度和机器人末端中心的旋转自由度, 机器人重复定位精度为15μm。
若采用传统的单目视觉方案, 搭建一个正视的分拣系统。 则只能在药包进入机器人运动范围前进行视觉检测, 而无法完成传送带上速度变化的视觉分拣与跟踪分拣任务;若只搭建一个斜视的分拣系统,只能在药包运动到机器人运动范围内才进行视觉检测并启动机械手分拣操作, 容易出现因传送带运动速度过快而导致机器人不能及时分拣的情况。另一方面,由于该相机不能正视传送带,只能从侧面观察传送带上的药品,造成所采集目标的图像具有轴测投影视图特征。 这些视图特征给药包准确定位造成了困难。
通过以上分析, 本系统采用两套视觉系统来实现跟踪的功能。底层环境采用嵌入式操作系统。在嵌入式系统上搭载视觉系统, 并在这个视觉系统上完成对图像的采集和处理,再将处理的最终数据传输给控制计算机。
2.3.5 高速并联机器人拾取控制系统
像机采集到药包信息,传给视觉系统识别,识别系统再把识别情况反馈给主机。主机根据生产要求及数据一方面控制传输系统,另一方面控制机器人分拣。 两者必须协调配合,见图12。
采用网络可编程机器人控制器作为四自由度并联机器人控制系统系统的核心部件, 对机器人控制器的工作原理和程序结构、 机器人脉冲控制、机器人模型、曲线插补、加减速控制和指令封装等部分进行详细规划。
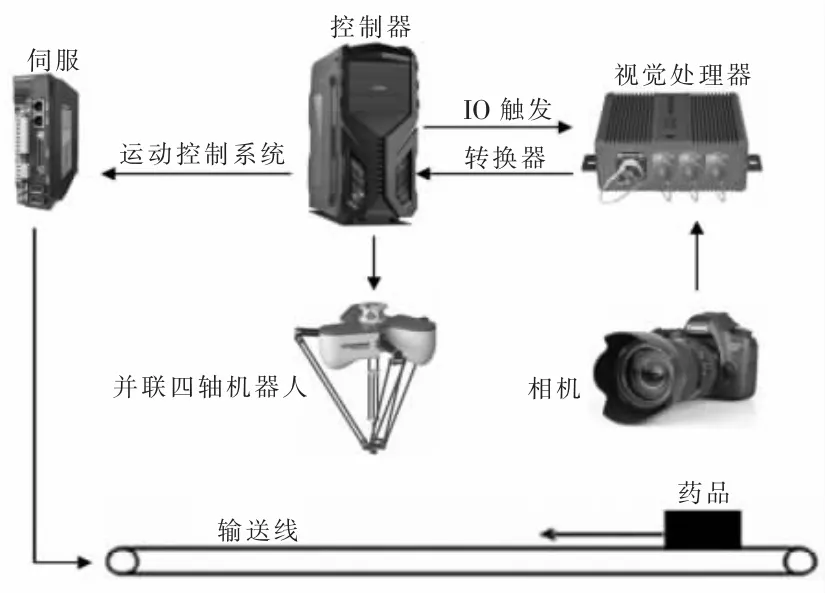
图12 并联四轴机器人高速分拣原理图
3 药用装盒机的选用
药品分捡好后,通过链板输送机,进入药用装盒机。
使用并联机器人分拣,要求装盒机装盒速度快、可靠性高,由于机器人只能完成分拣动作,这就要求装盒机必须具备盒子打开、药品入盒、说明书插入、封盒、打码、贴标等工序。
一般装盒机内包物只能适应硬性状物, 当遇到类似颗粒剂软袋、膏药贴剂等软性状内包物时,装盒机就无法装盒。浙江浩通机械有限公司引用国外先进技术,开发出的DXH-130 全自动装盒机,适用于颗粒袋及类似袋状包装物的自动装盒。上料机构调节方便,可在操作屏上任意设定所需装盒的袋数。可自动实现在线物料输送与检测,说明书折叠与传送,说明书检测,纸盒吸取成型与传送、物料入盒、打印批号、纸盒两端纸舌封装,缺料剔除及成品输出等。 完全能满足本设计的组线要求。
4 结束语
本中药颗粒袋装药品智能装盒设备技术含量高、应用面广。 项目的成功实施将优化中药颗粒制造技术的发展,对推动中药行业向智能化、自动化转换具有积极的作用。
猜你喜欢
南方农机(2022年13期)2022-07-05
有色金属(矿山部分)(2022年1期)2022-01-27
农产品市场周刊(2021年1期)2021-05-04
包装与食品机械(2020年5期)2020-11-07
含能材料(2020年5期)2020-01-14
中国测试(2018年10期)2018-11-17
青岛大学学报(工程技术版)(2018年1期)2018-10-21
成长·读写月刊(2018年1期)2018-01-15
环球时报(2017-10-30)2017-10-30
冶金经济与管理(2015年1期)2015-02-28
