
PVDC乳液的制备及其性能研究
2022-01-04 01:33周健熊雄曾子睿
氯碱工业 2021年7期
周健,熊雄,曾子睿
(1.浙江衢州巨塑化工有限公司,浙江 衢州 324004;2.浙江巨化检安石化工程有限公司,浙江 衢州 324004)
聚偏二氯乙烯(以下简称“PVDC”)是一种高阻隔、强韧性和良好化学稳定性的理想材料,在包装及防腐行业独树一帜。自20世纪50年代发展至今,PVDC材料已被广泛应用于食品、药物包装及机械零件、军用战略物资防锈等领域,是目前全球范围的包装及防腐行业中一种极有生命力的高分子材料[1-2]。包装及防腐用PVDC材料主要以偏氯乙烯(以下简称“VDC”)为主要单体,采用乳液聚合法均聚或共聚而成[3]。浙江衢州巨塑化工有限公司是国内生产PVDC乳液最早的企业,自20世纪80年代发展至今,能提供丰富的技术及生产支持。
无皂乳液聚合是指聚合反应中不添加乳化剂,或添加的乳化剂参加反应,或乳化剂添加量小于临界胶束浓度(CMC)的一项乳液聚合反应新技术。该技术可有效减少传统乳液聚合中乳化剂对最终成品耐水性、黏结性等性能的不良影响[4]。通过无皂乳液聚合制备的乳液产品无需去除乳化剂,可直接使用,显著降低了生产成本。与此同时,该工艺避免了传统乳液聚合中大量使用乳化剂而造成的潜在环境危害。近年来,有关无皂乳液聚合工艺的研究主要针对于丙烯酸酯类乳液[5-6],鲜有PVDC无皂乳液聚合的相关报道。因此,开展制备PVDC无皂乳液的研究及其应用具有十分重要的意义。
本文中采用半连续种子乳液聚合法[7],通过调整反应温度、反应型乳化剂用量,并对共聚单体丙烯酸(以下简称“AA”)添加量进行研究,合成出了固含量高达50 %且黏度低于100 mPa·s的无皂PVDC共聚乳液,该乳液储存稳定性优异,60 ℃下储存保质期达20天以上。通过多次500 L釜放大试验证明,该工艺反应稳定,具有良好的工业化前景。
1 试验材料和方法
1.1 材料和分析仪器
材料:VDC,丙烯酸异丁酯(以下简称“BA”),甲基丙烯酸甲酯(以下简称“MMA”),AA,辛基酚聚氧乙烯醚(以下简称“OP-10”),烯丙氧基壬基酚聚氧乙烯醚硫酸铵(以下简称“DNS-86”),苯乙烯磺酸钠(以下简称“SSS”),过硫酸铵(以下简称“APS”),焦亚硫酸钠(以下简称“SMBS”),去离子水。
分析仪器:NDJ-8S型旋转黏度计,Nano zs90 激光粒度仪。
1.2 乳液制备
1.2.1 种子乳液的制备
将一定量的AA、MMA、BA和OP-10水溶液混合制成预乳液后加入预混槽中待用,之后向10 L/100L金属釜(均自带搅拌及控温)加入一定量去离子水。升温至50 ℃后开始滴加氧化还原体系引发剂APS/SMBS及预乳液,控制4 h滴完,保温1 h后降温出料,得到种子乳液。
1.2.2 无皂PVDC乳液的制备
将一定量的VDC、AA、MMA和DNS-86/SSS水溶液混合制成预乳液后加入预混槽中待用;将一定量上述种子乳液、去离子水及部分乳化剂加入100 L/500 L金属釜中;升温至70 ℃后加入氧化还原体系引发剂APS/SMBS;之后开始滴加预乳液。反应8 h,保温1 h后降温出料,得到不同批次无皂PVDC乳液。
1.3 测试与表征
1.3.1 固含量测定
用干燥称重法按照Q/JHGS 130—2019标准进行测试。
1.3.2 凝胶率
将乳液冷却后,通过孔径48 μm的筛网过滤。收集反应釜壁、搅拌桨叶及滤网上所有固体于120 ℃烘至恒重,所得凝胶质量占乳液除水后总质量的百分比即为凝胶率。
1.3.3 转化率
取1~2 g样品,用干燥称重法按照YBB 00222005 —2015标准进行测试。
1.3.4 储存稳定性
按照标准GB/T 6753.3—1986进行测试。
1.3.5 黏度测试
用旋转黏度计,按照GB/T 2794—2013标准进行测试。
1.3.6 粒径和分散指数PDI
将待测乳液稀释100倍,然后用激光粒度仪测试。
2 试验结果与讨论
2.1 反应温度的选择
反应温度是聚合中乳液稳定性的主要控制因素之一。聚合温度低,诱导期长,聚合反应速率偏低;聚合温度过高,引发剂的分解速率过快,反应速率剧烈,乳液稳定性变差。在不同反应温度下进行乳液聚合,各项性能结果见图1。
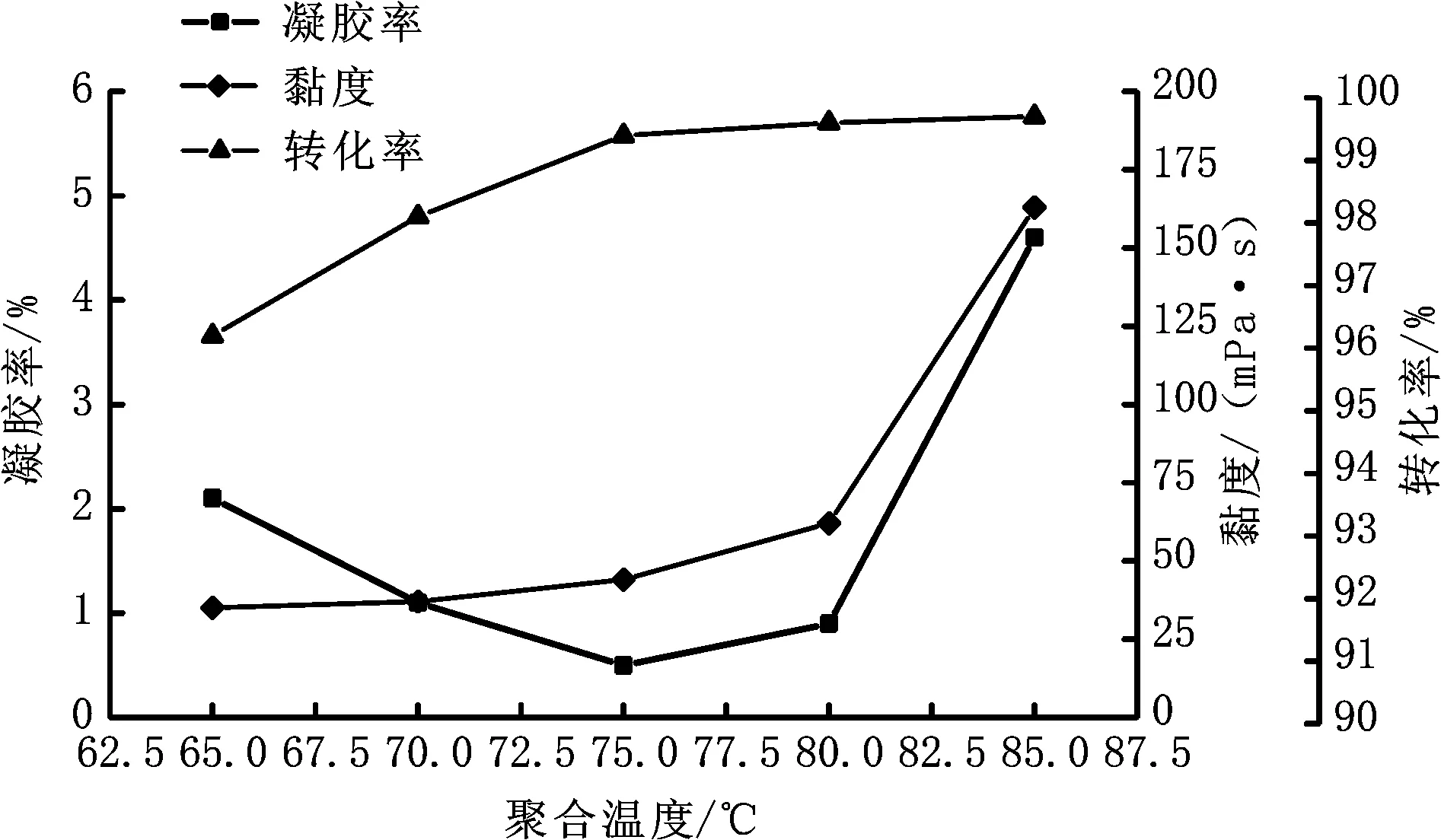
图1 不同聚合温度下乳液凝胶率、转化率及黏度的变化Fig.1 Change in gel content, conversion rate and viscosityof emulsion prepared at different polymerization temperature
由图1可以看出:随着温度在一定范围内升高,转化率逐渐上升,凝胶率下降。这是因为温度升高,引发剂分解速率加快,反应进行得更加完全。但反应温度高于75 ℃后,转化率上升不明显,而凝胶率和黏度显著增大。温度过高时,乳胶粒子布朗运动剧烈,乳胶粒之间相互碰撞概率显著增加,导致乳液稳定性变差,凝胶率及黏度增大。
2.2 乳化剂的用量
乳化剂的用量对乳液最终性能影响很大。选用DNS-86/SSS复合乳化剂,两种乳化剂结构中均具有烯键及磺酸盐基团,因此既能起到良好的乳化作用,又能与单体参加共聚,不存在乳化剂残留造成成品性能下降问题。不同乳化剂含量对PVDC乳液凝胶率、固含量及储存稳定性的影响见图2。
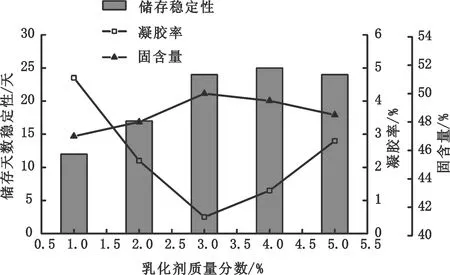
图2 不同乳化剂含量下乳液凝胶率、固含量及储存稳定性的变化Fig.2 Change in gel content, solid content and storage stability of emulsion prepared in the presence of different emulsifier content
由图2可以发现:当乳化剂用量过少时,乳液凝胶率较大,储存稳定性较差。这是因为乳化剂较少,乳化剂分子不能完全覆盖粒子的表面,从而导致乳胶粒子结构不稳定,最终造成反应稳定性及储存稳定性下降。当乳化剂质量分数为3.0%时,乳液凝胶率最低,储存稳定性也较好;乳化剂质量分数为4.0%时,虽然储存稳定性更好一些,但凝胶率明显增大:综合考虑,3.0%乳化剂量效果最好。进一步提高乳化剂含量时,凝胶率增大是由于富余的游离乳化剂自身形成胶束,并与乳胶粒子发生团聚作用造成的。
不同乳化剂含量下乳胶粒子粒径及PDI的变化见图3。其中PDI为分散指数,其值越趋近于0,则粒径分布越集中,单分散性能越好。
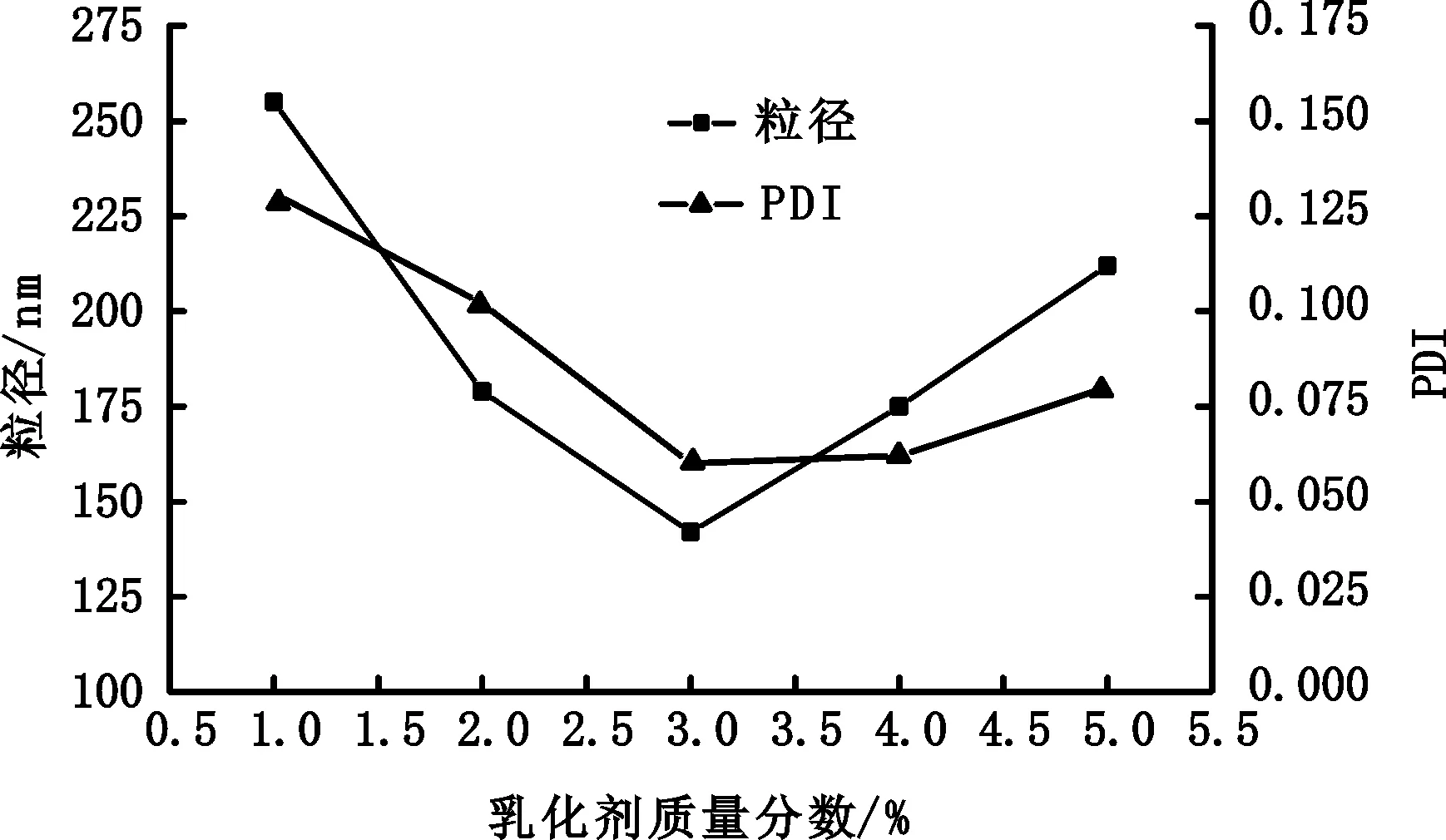
图3 不同乳化剂含量下乳胶粒子粒径及PDI变化Fig.3 Change in particle size and PDI of emulsionprepared in the presence of different emulsifier content
从图3可知:随着反应型乳化剂含量增加,乳胶粒子的粒径呈现先减小后增大的倒马鞍形曲线;质量分数为3%时,乳胶粒子的平均粒径及PDI最小,分别为143 nm和0.059。这是由于更多乳化剂的引入,初始乳胶粒显著增多,即乳胶粒子增多,从而最终平均粒径减小。但乳化剂质量分数超过3%时DNS-86及SSS易发生自聚,生成的均聚物不再具有乳化作用,导致剩余的乳化剂分子不能完全覆盖粒子的表面,进而乳胶粒易发生聚并,最终导致乳胶粒直径增大。这也可以进一步解释乳化剂含量过高时,乳液凝胶率上升的原因。
综合乳液凝胶率、储存稳定性及粒径指标考虑,反应型乳化剂质量分数为3%时乳液性能最佳。
2.3 单体配比
一般来说,PVDC均聚物成型加工困难,故须引入其他单体共聚从而改善其加工性能[8-9]。AA是一种带有极性基团(羧基)的功能单体,引入共聚不仅可以有效提高成品加工性能,还可以与水分子形成大量氢键,进而提高乳液稳定性。调整不同AA含量,制得不同单体配比的PVDC乳液,其性能对比见图4。

图4 不同AA含量下乳液凝胶率、黏度及储存稳定性变化Fig.4 Change in gel content, viscosity and storage stability of emulsion prepared in the presence of different AA content
由图4可以看出:AA的引入能有效降低乳液凝胶率,提高储存稳定性。研究发现:AA的引入因—COOH基团的增多而增强了乳胶粒子双电层结构,使乳液更加稳定;但过多AA的引入会造成成核的不可控性,易在聚合后期造成大量凝胶[10]。AA含量过高时,乳胶粒子之间的静电斥力也会显著增加,导致高分子链由蜷曲状向伸展状变化,粒子间运动更困难,从而乳液黏度急剧上升;与此同时,过量的AA也会链接各乳胶粒子,从而更易造成团聚,使乳液稳定性下降。通过对比可以发现,AA质量分数为3%时乳液稳定性最佳。
3 结语
试验调控聚合温度、乳化剂和单体含量等相关参数,可以制备出高固含量的无皂PVDC乳液,同时得出了如下结论:
(1)聚合温度会显著影响乳液稳定性,在聚合温度达到75 ℃时,乳液性能最佳。
(2)复合反应型乳化剂(DNS-86/SSS)能有效提高乳液稳定性,乳化剂质量分数为3%时的乳液粒径分布最佳,并能保持优异的储存稳定性。
(3)AA单体的引入能有效提高乳液稳定性并提供良好的成膜条件。在AA质量分数为3%时的PVDC乳液稳定性优异,并能保持良好的乳液黏度。
猜你喜欢
今日农业(2022年14期)2022-09-15
保健与生活(2022年11期)2022-06-09
当代水产(2022年2期)2022-04-26
食品安全导刊(2021年24期)2021-11-28
食品安全导刊(2021年21期)2021-08-30
家庭医药(2021年6期)2021-07-23
老年博览·上半月(2021年6期)2021-07-01
重庆交通大学学报(自然科学版)(2020年11期)2020-11-25
优雅(2017年11期)2017-11-11
优雅(2016年2期)2016-06-03
