蒸汽流量计焊缝开裂数值模拟研究
2021-12-30 01:00:09刘刚应嘉聪孙安安
科技信息·学术版 2021年4期
刘刚 应嘉聪 孙安安


摘要:某企业检修时发现12Cr1MoV钢的蒸汽流量计焊缝根部存在大量环向裂纹,通过对流量计焊接接头进行化学成分分析、金相实验,材料选择符合要求。通过有限元计算模拟出焊接后蒸汽流量计残余应力的分布,指出了根部产生大量环向裂纹和裂纹扩展的原因,并对改善蒸汽流量计焊缝开裂提出了建议。
关键词:蒸汽流量计;焊缝;开裂;有限元计算;残余应力
近年来,锅炉及相关部件时常发生事故,给企业带来严重的经济损失和人身安全事故。如2016年湖北省当阳市马店矸石发电有限责任公司发生的蒸汽管道流量计焊缝开裂,导致22人死亡的严重高压蒸汽外泄事故。因此从2018年起市场监管总局要求电站锅炉涉及的压力管道元件应当符合压力管道安全技术规范的要求。蒸汽管道中的流量计一直处于监管之外,没有具体的制造标准,也缺乏统一的设计、检验、安装、使用管理等方面的相关技术要求,因此流量计焊接接头质量成为了蒸汽管道最大的隐患之一。闻强研究了蒸汽管道主流量计在降压、降温过程中的开裂原因,认为流量计材料热处理状态不符合要求以及介质存在有害离子导致流量计处于局部应力腐蚀开裂环境导致流量计快速开裂失效。王立坤等研究了孔板流量计导压管失效原因,认为流量计在安装应力、震动和环境中的CI元素共同导致了应力腐蚀形成裂纹源,其后又以疲劳的形式扩展导致断裂。此外,还有一些学者对12Cr1MoV钢的焊接性和工艺性展开相关试验研究。
某热电企业蒸汽流量计结构尺寸如图1 所示。在定期检测时偶然发现焊缝根部存在环向裂纹,裂纹从根部延伸到第二道焊缝。为了安全起见,对蒸汽流量计焊缝材料进行了能谱和金相分析。从图2和表1中可以看出,焊缝处材料与国标GB/T3077规定的12Cr1MoV标准一致,表明焊缝材料与母材吻合,出现焊缝处开裂并不是焊缝选材的问题。
1.焊接过程温度场建立
为了能更深入地分析焊缝根部出现裂纹的原因,对焊接过程使用ABAQUS有限元软件进行了有限元模拟。由于流量计为轴对称结构,且边界条件,几何形状及载荷都对称于同一对称轴,因此在ABAQUS中使用轴对称模型,如图3所示。分析步选择热传递分析步,并选择瞬态求解。单元类型采用DCAX4,单元形状以四边形为主。模型网格如图4所示。其中模型总体单元总数31763,节点总数32387。由于焊接过程分4道完成,因此将焊缝区域划分为4层,结构见图5如图所示。焊接过程中电弧热功率为4kw。并将流量计焊接前温度场设置为20℃。由于流量计工作过程温度为540℃,在焊接结束后将内壁温度设置为540℃,获得工作状态下流量计内部的温度场分布,如图6所示。
2. 焊接应力场分析
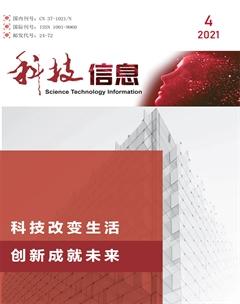
将求解的温度场作为预定义场导入模型中,将分析步改为静力分析步。单元类型更改为CAX4R。在焊接过程中在流量计筒体两侧施加约束,限制其轴向的位移,在焊接结束后解除约束。由于工作过程中流量计工作压力为9.8Mpa,在流量计内壁施加9.8Mpa的应力,在流量计两侧施加14.7Mpa的应力,如图7所示。
在焊缝中间位置自底部向上做一路径,如图8所示。获得正常工作状态下(内压为9.8MPa)该路径中沿径向(S11),沿轴向(S22),沿周向(S33)应力分布,如图9所示。
由图9可知,流量计在沿轴向方向应力最大,因此裂纹萌生与扩展受轴向应力影响最大。对轴向应力进行具体分析。
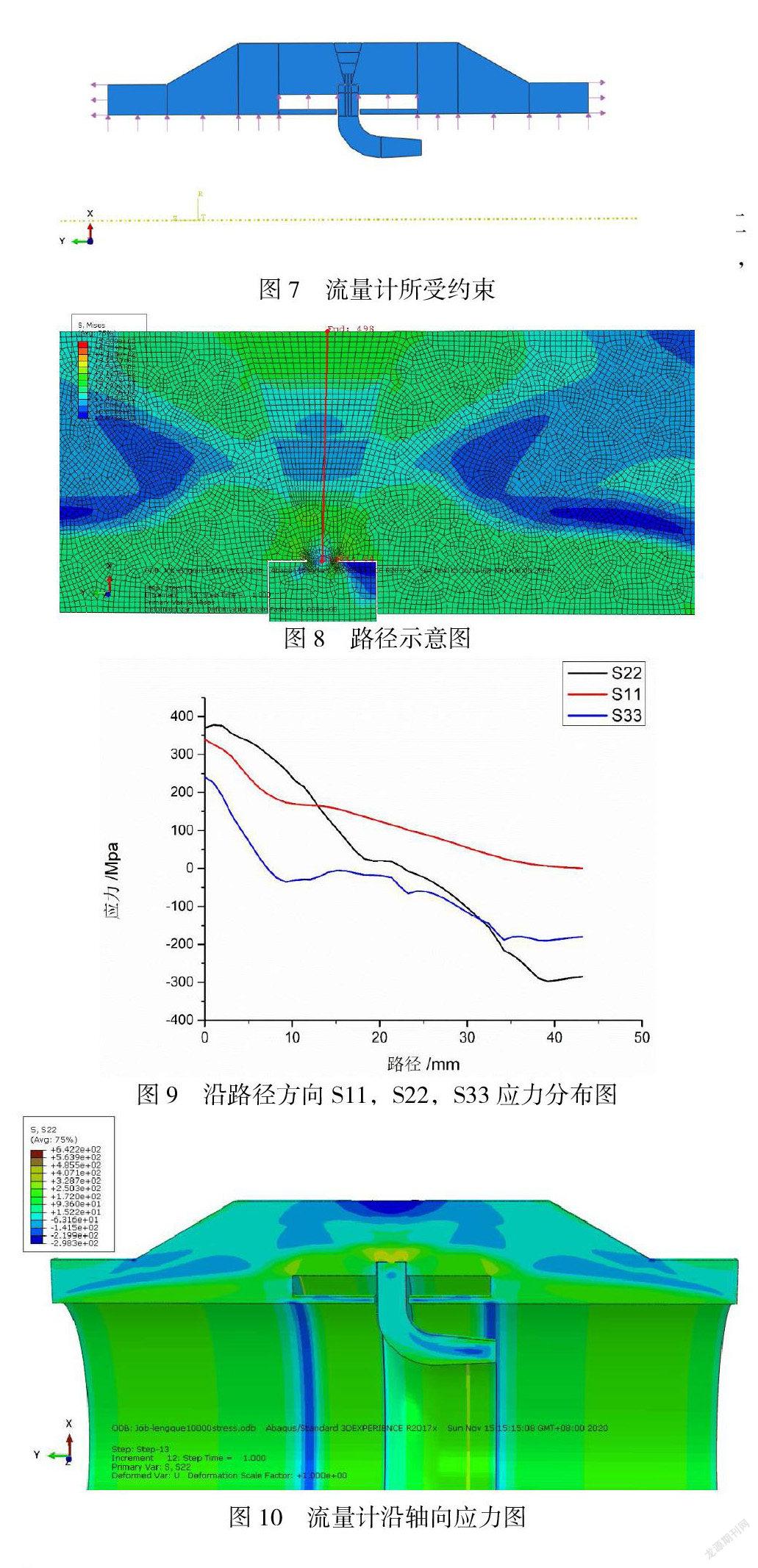
图10为流量计在工作过程中沿轴向的应力分布云图。图11为流量计焊缝部位沿轴向应力分布图。图11为第一层焊缝沿轴向应力分布图。由应力分布云图可以看出,在流量计工作过程中,第一层焊缝区域在轴向方向受到拉应力作用,到了第四层焊缝区域,沿轴向应力状态变为压应力。
图13为在各道焊接结束后,在工作温度下(内壁温度为540℃)以及正常工作状态下(内压为9.8MPa)该路径中沿轴向应力(S22)分布。
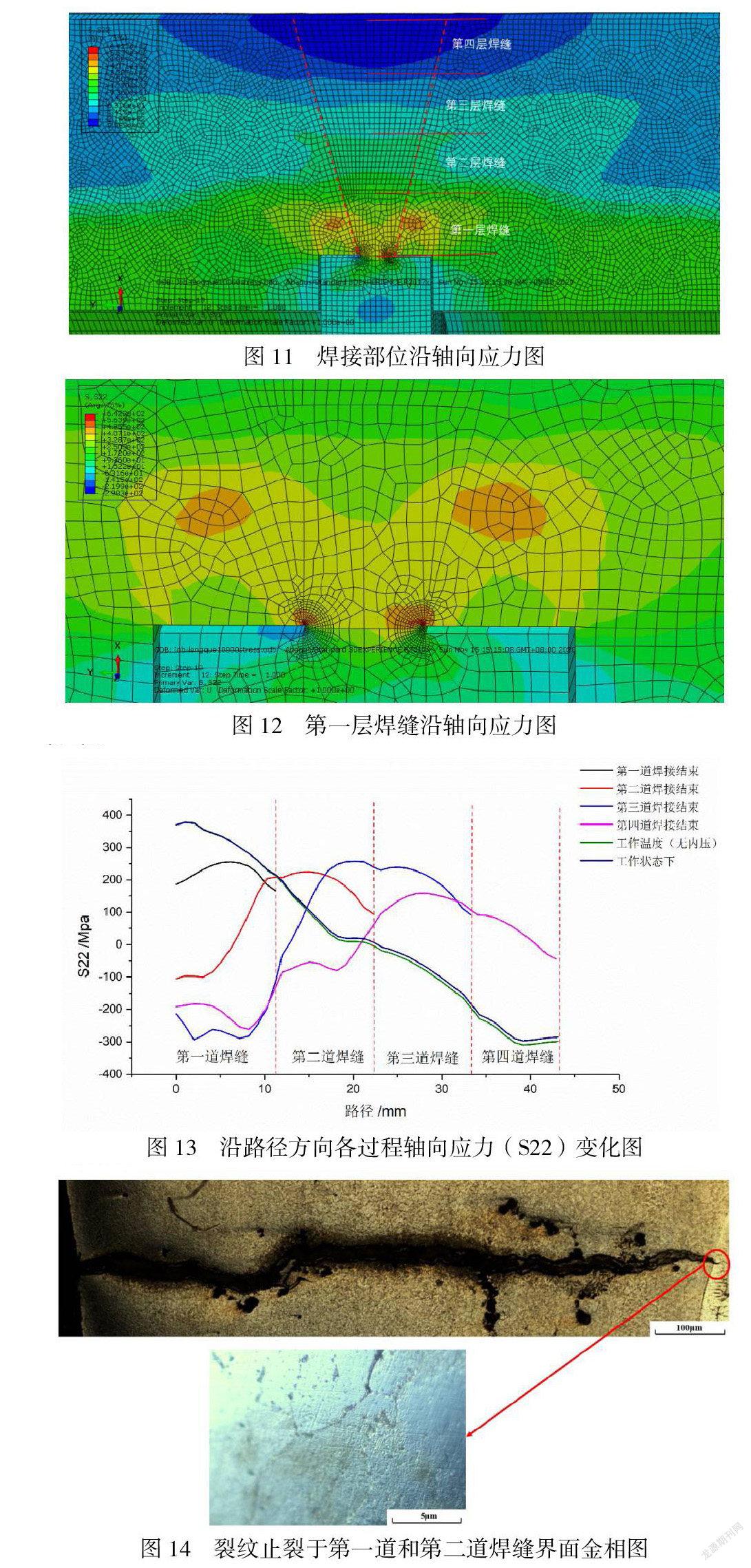
由图13可以看出,在工作状态下,第一层焊缝底部沿轴向应力达到最大值,为370Mpa。在第一道焊缝区域,轴向应力由370MPa逐渐减小到167Mpa,但仍然超过了焊材在该工作温度下的许用应力,因此导致裂纹萌生进而扩展。在第二道焊缝区域,沿轴向应力值逐渐减少;而到了第三,第四道焊缝区域处所承受的应力为压应力,不会产生裂纹。因此实际裂纹只会扩展至第一道焊缝和第二道焊缝交界处,如图14所示。
3.结论
(1)流量计在制造焊接时,熔合区热温度高,尤其是流量计焊接处厚度较厚,整体结构尺寸较短,焊接时散热效果较差,温度梯度较大,容易在焊接接头处产生较大的残余应力。与工作应力叠加后,会形成较大的轴向应力,从而在服役一段时间后,在焊缝处产生裂纹。
(2)轴向应力从第一层焊缝区域到第四层焊缝区域数值不断减小,轴向应力状态也由拉应力逐步转变为压应力。这也解释了为什么根部的裂纹往往只在第一道焊缝处发现,大多止裂于第一道焊缝的原因。
(3)为了防止根部裂纹的产生,流量计在焊接后应及时进行焊后热处理,改善焊接接头性能,从而从根本上防止蒸汽管道流量计出现安全事故。
参考文献
[1]马向东,周俊,余勇华,等. 典型蒸汽流量计焊接接头开裂失效分析[J]. 焊接技术,2020,49(12):75-79. DOI:10.13846/j.cnki.cn12- 1070/tg.2020.12.022.
[2]闻强. 蒸汽管道流量计失效分析[J]. 卷宗,2021,11(10):338. DOI:10.12249/j.1005-4669.2021.10.320.
[3]王立坤,周杨,荣军,等. 流量计导压管断裂失效分析[J]. 材料保护,2017,50(9):103-105,108.
[4]Liu Z,Hu X,Yang Z,Yang B,Chen J,Luo Y,Song M. Optimization Study of Post-Weld Heat Treatment for 12Cr1MoV Pipe Welded Joint. Metals. 2021;11(1):127.
[5]迟露鑫,孙昭藩,伍光凤. 12Cr1MoV耐热钢管焊接温度场模拟与试验验证[J]. 焊接学报,2014,35(10):89-92.
[6]徐卫仙. 12Cr1MoV钢焊接接头开裂原因分析[J]. 上海金属,2019,41(5):32-35. DOI:10.3969/j.issn.1001-7208.2019.05.006.
[7]张良,张广利,杨锋平,等. 环焊缝开裂原因分析[J]. 金属热处理,2014,39(12):151-156. DOI:10.13251/j.issn.0254-6051.2014.12.039.
作者简介:刘刚 1982年生,2005年毕业于鞍山科技大學,现从事设备备件采购。
猜你喜欢
建材发展导向(2021年6期)2021-06-09 05:57:08
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
科学与财富(2017年5期)2017-03-21 12:07:49
制造业自动化(2017年2期)2017-03-20 14:26:13
中国新技术新产品(2016年23期)2016-12-26 09:47:33
中文信息(2016年10期)2016-12-12 13:04:40
科技视界(2016年18期)2016-11-03 23:56:34
科技视界(2016年16期)2016-06-29 12:04:19
机械制造文摘·焊接分册(2015年3期)2016-02-27 01:01:41
设备管理与维修(2015年12期)2015-04-09 06:57:24