
某汽车后备厢内板成形问题优化
2021-12-28 13:06:48何磊苏然沈镭姜光明徐洪海北京奔驰汽车有限公司
锻造与冲压 2021年24期
文/何磊,苏然,沈镭,姜光明,徐洪海·北京奔驰汽车有限公司
某汽车后备厢内板生产过程中对温度和板料性能波动非常敏感,生产中经常出现滑移起皱和开裂交替发生情况,为了解决此问题,将生产表现和CAE 分析相结合,从工艺参数、模具、设备、板料全方面系统地进行分析优化,从而提高此零件的生产表现。
背门内板是典型的车身内覆盖件之一,该零件曲面形状复杂,一般为空间三维曲面,且外形尺寸大,具有许多凸台和凹槽,在冲压过程中容易出现开裂和起皱现象。某车型后备厢内板在生产中,经常出现滑移起皱和开裂交替发生情况,如图1 所示。每批次都要调整气垫力、涂油等工艺参数。影响了生产效率,同时也产生了较多返修和报废,解决此问题非常迫切。

图1 零件缺陷
基本信息
工艺方案
此零件共分为5 序模具,具体方案内容为:OP10 拉延;OP20 切边侧切边冲孔;OP30 侧切边冲孔侧冲孔;OP40 整形;OP50 冲孔侧冲孔。OP10 拉延造型如图2 所示。
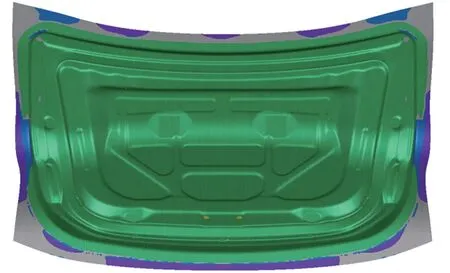
图2 拉延造型
板料形状及板料信息
板料形状为弧形料,如图3 所示。某车型后备厢内板板料信息和性能见表1 和表2。
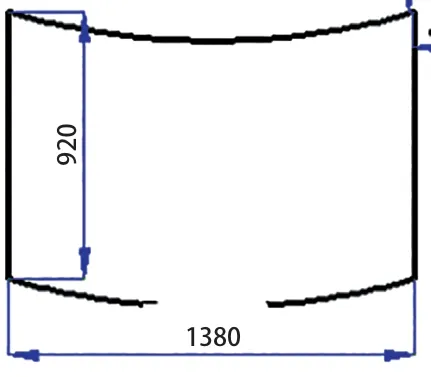
图3 板料形状
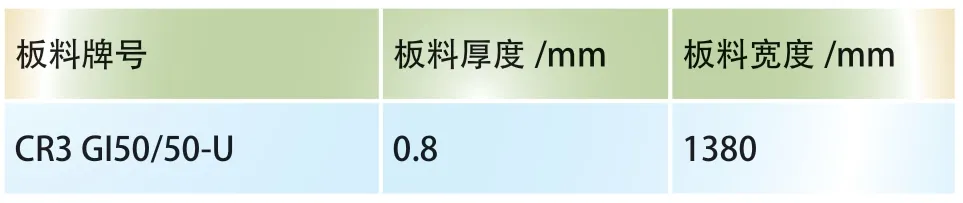
表1 内板板料信息

表2 板料性能表
问题分析
模具成形裕度低
从此零件的CAE 分析结果来看,其减薄率为25.9%,如图4 所示,MAX failure 为0.9,如图5 所示,可以看出此处开裂风险很大,此零件在设计阶段模具裕度就不足。

图4 减薄率
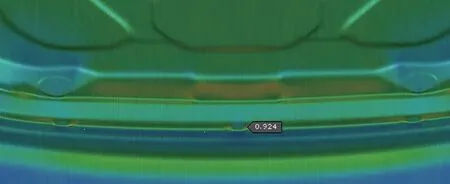
图5 MAX failure
经生产验证,此模具从滑移起皱到零件开裂,模具裕度范围为12mm,如图6 所示。

图6 模具裕度范围
模具对温度比较敏感
生产初期由于模具温度低,滑移线较大,生产中后期由于板料和模具发生摩擦,导致模具温度持续升高,根据热胀冷缩原理,凹模和压边圈工作面之间的间隙会变小,从而增大了此件拉延走料时的阻力,走料变少,零件容易发生开裂情况。从刚开始生产到生产1000 件左右滑移线位置变化9mm左右,如图7 所示。

图7 生产过程中滑移线变化
模具对板料性能波动比较敏感
模具对板料性能波动比较敏感,生产过程中,换不同卷料后滑移线位置也有6mm 左右变化量,如图8所示。

图8 不同卷料滑移线变化
解决方案
涂油调整
通过增大涂油可增大板料润滑性,改善零件开裂情况。经生产验证,最终将上表面涂油由0.5g/m2改为1.0g/m2,涂油更改前后对比如图9和图10所示。

图9 涂油更改前

图10 涂油更改后
增加吹气装置
利用设备提供的压缩空气对模具进行吹气降温,增加的吹气装置如图11 所示。通过吹气降温尽可能减少生产过程中模具温度变化量,使模具温度尽可能保持稳定。

图11 增加吹气装置
监控板料性能
对每批次卷料进行检测监控,如图12 所示,发现板料性能出现较大波动时及时预警,并提前制定相关方案,减少线上停机和零件返修及报废量。

图12 板料性能监控
使用拉伸垫分段编辑功能
利用AutoForm 对零件进行拉延成形分析发现,滑移线产生时机为到底前55mm,如图13 所示,开裂发生时机为到底前10mm 左右。

图13 CAE 分析滑移线产生时机
根据分析结果,在滑移产生前先使用小的压边力,使板料多流入,储存一些板料,当滑移线开始产生时,使用较大的气垫力,控制滑移,压机拉伸垫分段设置如图14 所示,拉伸垫压力曲线如图15 所示。

图14 压机拉伸垫分段设置

图15 拉伸垫压力曲线
项目创新与效益
项目创新
此项目不仅仅只是针对于模具进行优化,而是从工艺参数、模具、设备、板料全方面系统地进行分析优化。
⑴工艺参数:调整涂油参数。
⑵模具:抛光模具圆角,减小表面粗糙度值,增加吹气装置,控制温度变化。
⑶设备:首次开发使用拉伸垫分段编辑功能。
⑷板料:对板料性能进行监控,制定相应处理措施。
经济效益
⑴每批次可减少停机时间约15min,全年生产约56 批次,因此全年可减少停机约14h,可减少停机费用约50 万元。
⑵每批次可减少返修30 件,全年可减少返修1680 件,每个件返修时间约5min,可减少返修工时约140h。
结束语
目前经过长时间、多批次、大产量的验证,此件生产稳定,此项目的实施使我们对类似零件成形问题有了更加深刻的认识;同时压机拉伸垫分段编辑功能也是首次使用,此次使用也为分段编辑功能的应用积累了丰富的经验。
猜你喜欢
宝钢技术(2022年1期)2023-01-14 19:20:12
河北工业科技(2021年1期)2021-12-23 05:45:06
模具技术(2021年5期)2021-10-13 09:00:56
冶金设备(2021年2期)2021-07-21 08:44:24
制造技术与机床(2019年6期)2019-06-25 10:18:24
模具制造(2019年4期)2019-06-24 03:36:42
模具制造(2019年4期)2019-06-24 03:36:40
模具制造(2019年4期)2019-06-24 03:36:40
电子制作(2018年8期)2018-06-26 06:43:08
制造技术与机床(2017年2期)2017-05-04 04:17:36
