一段转化炉炉管弯曲变形原因分析及预防措施
2021-12-24 02:49:08李洪海
中氮肥 2021年1期
李洪海
(中国石油天然气股份有限公司塔里木油田石化分公司,新疆库尔勒 841000)
1 概 述
一段转化炉(一段炉)为气头合成氨装置的核心设备,其投资大、维护难度高,一旦出现问题影响面广,一段炉转化管(简称炉管)是一段炉内的关键部件,维护好一段炉尤其是一段炉炉管的运行意义重大。中国石油天然气股份有限公司塔里木油田石化分公司(简称塔石化)合成氨装置设计产能为450kt/a,采用丹麦托普索传统蒸汽转化工艺,蒸汽转化过程在3.9MPa压力条件下进行,转化系统原料气水碳比为3.04(摩尔比)。较高的转化压力可有效节省系统总压缩功,而较低的水碳比既能保证装置的长周期、安全、稳定运行,又可降低系统能耗。
塔石化合成氨装置一段炉采用侧烧式,设置2个南北走向的辐射室:北端鼓风机(K202)提供一段炉燃烧所需的空气,燃料气由辐射室南端东侧送入分配至各排烧嘴;南端设置烟气对流段,预热相关的预热盘管内的介质,烟气经热能回收后由引风机(K201)抽出排入烟囱。
一段炉2个辐射室内沿中心线分别设置装有催化剂的炉管120根,总共240根。辐射室炉墙的每个侧面自下而上设置有6排烧嘴,每排15个,共计360个烧嘴,烧嘴火焰通过炉壁辐射对炉管加热而不直接接触炉管。烧嘴助燃空气通过K202强制通风实现,必要的话可以通过调节安装于每排燃料气主管根部的截止阀沿炉管方向调节炉管外的火焰分布,运行时可以根据燃烧情况调节每个烧嘴的燃料气量和供风量以调节其热负荷。实际生产中,由于一段炉烧嘴数量多,将每个烧嘴热负荷调整绝对均匀几乎是不可能的,其调节过程主要是靠目视,即观察每个烧嘴的燃烧情况,再结合每个集气管出口温度来判断烧嘴的燃烧状况。
燃料气源自原料天然气、弛放气及系统开车时过剩的工艺气,燃料气系统投用过剩工艺气或弛放气时,由于调节的幅度和操作熟练程度不同,会造成其热值的变化,进而影响转化反应的进行,最终造成炉管两侧热负荷的变化。
2 转化系统工艺流程
原料气压缩机加压后的原料气(原料天然气),经原料气预热盘管 (E2042/1)加热至380℃后进入脱硫系统,脱至硫含量低于0.05 mg/m3后与工艺蒸汽混合,并在混合气预热盘管(E201)中再次被加热升温至535℃;预热后的混合气进入一段炉炉管,在转化催化剂的作用下进行转化反应,主要生成H2和CO,转化反应所需热量由辐射室两侧的烧嘴提供;经过转化反应的工艺气在一段炉出口被加热至805℃后送入二段炉,控制一段炉出口气中甲烷含量在11.08%(摩尔分数)以下。蒸汽转化反应方程式如下:

反应式(1)为高碳烃不断地转化为低碳烃,一级一级地转化,最终转化为甲烷;反应式(2)为甲烷的转化反应;反应式(3)为变换反应,其需要的热量比反应式(1)和反应式(2)少得多。
一段炉的生产中,在转化催化剂颗粒的内部或表面有可能发生析炭,炭沉积在催化剂外表面会增加催化剂床层的阻力(压降),炭聚集在催化剂内部则会降低催化剂的活性以及机械强度;工况突变时,催化剂极易粉化,会使炉管的压差和热点温度增大。转化系统设计原料气水碳比为3.04,但在系统背压、中压蒸汽管网压力等波动时,原料气水碳比会发生波动,会影响到炉管内的转化反应,这些变化都可能以炉管外表面温度的变化得以体现。
3 近年一段炉(炉管)的运行状况
塔石化合成氨装置自2010年投产以来,一段炉(炉管)一直运行稳定;2014年起发现炉管开始弯曲变形及颜色变亮,且一段炉出口转化气甲烷含量逐年升高;2015年一段炉转化催化剂进行过一次更换,2018年一段炉炉管弯曲变形等情况更加严重;2019年初部分炉管出现热斑,炉管表面温度接近或超过设计温度,操作人员及时调整烧嘴背压,降低了炉管温度。通常情况下,为确保炉管的安全、稳定运行,其操作温度应低于设计温度,且据经验现阶段炉管已处于使用寿命的中后期,更应注重操作温度的把控。在目前这种情况下,对一段炉炉管提高操作温度的可行性进行论证和预测炉管的剩余使用寿命显得非常重要。因此,2019年冬季装置停车检修时,塔石化再次更换了转化催化剂,并对弯曲变形较严重的10根炉管进行了更换。
检修过程中发现,一段炉炉管变形部位位于炉管的中下部,对应第一、二、三、四排烧嘴的高度,并且变形较严重的炉管主要分布在东侧炉膛内的南端部位,而西侧炉膛内的炉管的状况相对较好,没有出现严重的弯曲变形或管体材质变化现象。烧嘴与炉管(由北向南顺序排列)的对应分布关系如表1。
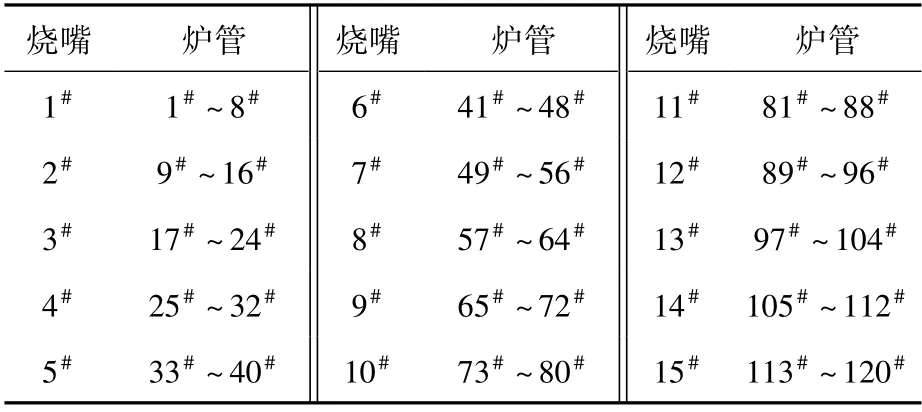
表1 烧嘴与炉管(由北向南顺序排列)的对应分布关系
更换的10根炉管大多分布在东侧炉膛内靠近南端,由北向南数分别为第54#、67#、84#、88#、90#、91#、111#、112#、114#、119#炉管。由表1可以看出:第54#炉管对应的是第7#烧嘴,第67#炉管对应的是第9#烧嘴,第84#、88#炉管对应的是第11#烧嘴,第90#、91#炉管对应的是第12#烧嘴,第111#、112#炉管对应的是第14#烧嘴,第114#、119#炉管对应的是第15#烧嘴;也就是说,发生严重变形的炉管大多分布在东侧炉膛内靠近南端一侧,即燃料气源一侧。理论上一段炉炉管在现有的操作条件(压力3.9 MPa、温度940℃以下)下长期使用是可行的,但由于炉管已处于使用寿命的中后期,宜采用一些延长炉管服役周期的措施,即须精心操作、合理地控制工艺参数才能确保炉管剩余寿命期内的安全、稳定运行。
2020年3月11日,合成氨装置复工复产,通过红外成像仪检测一段炉底部炉管温度,显示偏高,于是对一段炉烧嘴负荷进行调整,在运行稳定的情况下,调整一段炉第一排烧嘴的热负荷,为保证一段炉出口气甲烷含量合格,维持一段炉出口气温度在799~803℃。
4 一段炉炉管弯曲变形的原因分析
为进一步了解一段炉炉膛内的燃烧状况,掌握炉管弯曲变形的真正原因,正常生产情况下,利用热成像仪从炉管侧面观火孔(每个辐射段两端有侧面观火孔12个,两辐射段总计24个观火孔,对称布置于炉膛两端,如图1)检测炉管外壁温度:打开观火孔,在炉膛负压稳定的情况下,按照自下而上及正面、对面的顺序依次对炉管进行测温。100%负荷下,从侧面观火孔对一段炉炉管做整体成像检测,记录不同位置的最低温度,结果见表2,有关分析如下。

图1 一段炉观火孔布置示意图

表2 100%负荷下一段炉炉管不同位置的最低温度℃
(1)从同一层观火孔测得的温度看,靠近燃气源侧也就是南端炉管外壁温度普遍高于远离燃气源的北侧炉管外壁温度,而东侧炉膛表现尤为明显。例如:1#、2#观火孔处测得的炉管外壁温度为948℃、953℃,分别高于3#、4#观火孔处测得的炉管外壁温度945℃、944℃;13#、14#观火孔处测得的炉管外壁温度为945℃、947℃,分别高于15#、16#观火孔处测得的炉管外壁温度939℃、938℃。这就是东侧炉膛内靠近南端炉管弯曲变形程度更严重,亦即更换的炉管大都处于这个部位的原因。
(2)从辐射炉膛同一端上、下方向测得的炉管外壁温度看,下方炉管外壁温度普遍高于上方炉管外壁温度,而同是南端或北端上、下方向测得的炉管外壁温度,一层平台测得的高于二层平台测得的,二层平台测得的又高于三层平台测得的,平均温差在45℃。例如:东侧炉膛南端1#、2#观火孔处测得的炉管外壁温度为948℃、953℃,分别高于9#、10#观火孔处测得的炉管外壁温度939℃、948℃,更高于17#、18#观火孔处测得的炉管外壁温度925℃、933℃。而在炉管内,由上往下天然气转化率呈下降趋势,所需热量由上往下减少,而烧嘴燃烧提供的热量相对较多,从而造成炉管下部温度较高,这也就是炉管底部容易发生质变的原因。
(3)从一段炉东、西两辐射炉膛温度对比来看,东侧辐射炉膛温度要高于同部位的西侧辐射炉膛温度。例如:11#、12#观火孔处测得的炉管外壁温度为942℃、945℃,高于15#、16#观火孔处测得的炉管外壁温度939℃、938℃。这就是西侧炉膛内炉管状况好于东侧炉膛内炉管状况的原因。
(4)从两炉膛及同一炉膛内炉管两侧的温度对比来看,西侧辐射炉膛内温度较为平均,而东侧炉膛内特别是靠近南端炉管东西两面存在较大的温差,西面温度略高于东面温度,亦即此处的炉管存在周向温度差。例如:2#观火孔处测得的炉管外壁温度为953℃,高于1#观火孔处测得的炉管外壁温度948℃;10#观火孔处测得的炉管外壁温度为948℃,高于9#观火孔处测得的炉管外壁温度939℃。也就是说,周向温差导致周向炉管的膨胀系数不一致,因此炉管普遍存在向西弓弯的现象,且周向温差越大的部位炉管变形程度越严重。
综合以上分析,可以得出如下结论:一段炉炉管弯曲变形的主要原因在于炉管局部存在周向温差,周向温差愈大,炉管弯曲变形愈严重。
5 优化调整措施
5.1 调整部分烧嘴的热负荷
结合上述分析,在保证一段炉出口气甲烷含量合格的情况下,防止炉管弯曲变形的关键在于,减小部分烧嘴的燃料气量,局部调整烧嘴热负荷,亦即关小温度较高的炉管对应的烧嘴燃料气阀和燃烧空气阀开度,开大温度较低的炉管对应的烧嘴燃料气阀开度和燃烧空气阀开度。据一段炉温度场分布规律以及炉膛内热点分布差异,塔石化对合成氨装置一段炉烧嘴热负荷进行了如下调整。
(1)对于同一平台4处观火孔处测得的炉管外壁温度存在较大偏差的问题,将靠燃料气源较近的烧嘴的燃料气量降低,微增远离燃料气源一端烧嘴的燃料气量,以使同平台4个测温点的温度接近。例如:适当关小1#、2#和5#、6#观火孔附近的烧嘴燃料气量和助燃空气量,稍开大3#、4#和7#、8#观火孔附近烧嘴的燃料气量和助燃空气量。
(2)对于同一辐射炉膛同一端上、下方向的烧嘴,保持下方烧嘴燃料气阀和助燃空气阀开度略小于上方烧嘴的燃料气阀和助燃空气阀开度。针对一段炉同一炉管内由上往下天然气转化率呈下降趋势造成的炉管下部温度较高问题,将炉管上中部对应烧嘴的燃料气量开大,将炉管下部对应烧嘴的燃料气量微关小,以降低底部烧嘴的热负荷。
(3)由于东侧辐射炉膛温度高于同部位的西侧辐射炉膛温度,因此适当关小靠近燃料气源的东侧辐射段南端烧嘴的燃料气阀和助燃空气阀开度,相应地适当开大西侧辐射段北端烧嘴的燃料气阀和助燃空气阀开度,以均衡东、西两侧同平面烧嘴的热负荷。
(4)对于一段炉东侧炉膛南端普遍存在炉管西面温度高于东面温度,也就是炉管两侧存在较大温差的问题,将西面的烧嘴燃料气量降低,提高东面烧嘴的燃料气量,以使炉管东、西两面烧嘴的热负荷均衡,即主要开大了东侧炉膛A面(即东面)第一排、第二排、第三排和第四排的7#、9#、11#、12#、15#烧嘴的燃料气阀,同时关小B面(即西面)第一排、第二排、第三排和第四排的7#、9#、11#、12#、15#烧嘴的燃料气阀5%。
上述部分烧嘴热负荷调整后,在一段炉出口气甲烷含量不超标的情况下,一段炉出口气温度平均在798.8℃(调整前一段炉出口气温度平均在803℃),调整前后炉管外壁温度的对比见表3。可以看出,一段炉水平方向各炉管外壁温度以及同一炉管上、下外壁温度的温差缩小了,炉膛内烧嘴燃烧的热负荷分配更加合理。
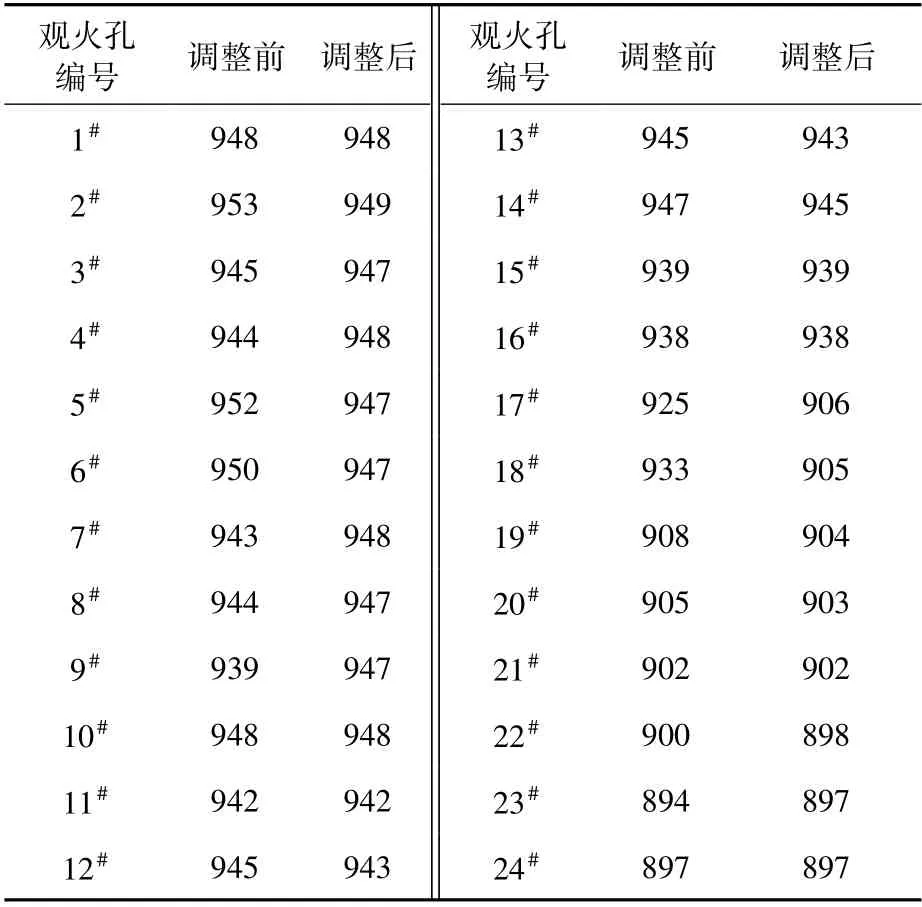
表3 烧嘴热负荷调整前后炉管外壁温度的对比℃
5.2 加强系统工艺管理的其他措施
(1)确保一段炉严格按照设计的工艺参数运行。
(2)严格控制合成氨装置的开、停车次数,开停车过程中严格控制系统的升降温速率不大于30℃/h。
(3)严格控制原料气中对转化催化剂有毒有害的硫等物质的含量,避免转化催化剂中毒而致天然气转化率降低。
(4)保证工艺蒸汽的品质。
(5)据烟道气分析数据及烧嘴燃烧情况,及时调节烧嘴燃料气的背压以及风门、阀门的开度,避免烧嘴偏烧及二次燃烧,确保炉膛温度分布均匀,防止局部过热等。
6 结束语
综上所述,塔石化针对其合成氨装置一段炉炉管弯曲变形的问题,通过原因分析,采取了对部分烧嘴热负荷进行调节以及加强系统工艺管理的措施后,取得了良好的效果:炉管热点温度得以降低,一段炉炉膛间及炉膛内热点温度分布较为均匀,炉管间及炉管各部位间温差减小;一段炉转化催化剂再未发生析炭及炉管外壁超温等现象,一段炉运行状况良好,各工艺参数均控制在设计指标范围内。总之,通过优化调整和加强工艺管理,塔石化合成氨装置一段炉炉管局部应力得到缓解,从而可降低今后运行中炉管弯曲变形的可能性,延长炉管的使用寿命,有助于合成氨装置的长周期、安全、稳定、优质运行。
猜你喜欢
上海理工大学学报(2021年3期)2021-07-20 08:04:04
环境卫生工程(2021年1期)2021-03-19 05:22:30
水上消防(2020年2期)2020-07-24 09:27:06
中国特种设备安全(2020年11期)2020-06-09 09:15:12
石油化工建设(2018年3期)2018-11-30 02:03:14
发明与创新(2016年5期)2016-12-18 11:54:23
设备管理与维修(2016年7期)2016-04-23 06:51:54
石油化工建设(2016年4期)2016-02-27 15:03:17
核科学与工程(2016年3期)2016-01-03 07:22:25
石油化工建设(2015年1期)2015-12-01 04:16:36