钨加热子用途及使用异常分析概述
2021-12-24 11:07:48戴永镇
中国金属通报 2021年19期
戴永镇
(厦门虹鹭钨钼工业有限公司,福建 厦门 361021)
钨加热子广泛用于电真空及电子元器件的蒸镀,它是表面金属蒸镀用的电阻加热体,在通电加热后,起到高温加热元件的作用。蒸镀是真空镀膜技术中的一种,是把待镀膜的镀件置于真空镀膜机内,通过加热使镀材汽化或升华,以原子、分子或原子团离开钨加热子表面,凝聚在具有一定温度的镀件表面,并冷凝成薄膜的过程[1]。蒸镀是使用较早、用途较广泛的气相沉积技术,具有成膜方法简单、薄膜纯度和致密性高、膜结构和性能独特等优点[2]。蒸镀使用钨加热子时,可能会因为钨加热子选用不当、镀材使用不当、真空镀膜机使用不当,而出现一些蒸镀异常,本文针对钨加热子的使用用途及常见使用异常进行了概述。
1 钨加热子及用途概述
1.1 钨加热子的材质
钨加热子,材质一般由纯钨丝或掺杂钨丝加工而成,钨丝的纯度达到99.95%及以上。
1.2 钨加热子的形状
钨加热子,形状一般有双驼峰型、单驼峰型、漏斗形、线圈型、直条型、门型、弯钩型等,可参见下图图1所示。钨加热子,有由单股钨丝绕制而成,也有由多股钨丝绕制而成。由单股钨丝绕制而成时,丝径一般是φ0.2mm~2.0mm;由多股钨丝绕制而成时,丝径一般是φ0.2mm~1.3mm,最常用的股数是2股、3股、4股,在多股钨丝绞合时,使用的每股钨丝直径一般是一样的。当由多股钨丝绞合而成时,需要控制绞合钨丝的旋向和螺距。
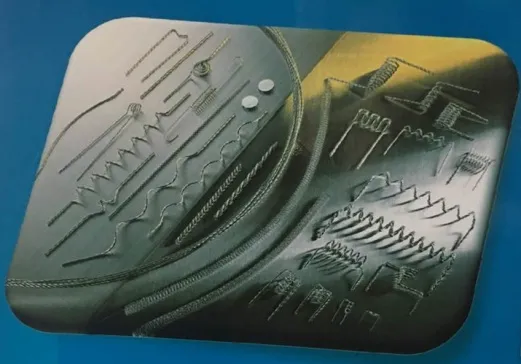
图1 钨加热子的形状示意图
1.3 钨加热子的加工工艺
钨加热子加工工艺:拉拔钨丝---绞合钨丝---成型(绕制或压制)---表面处理(电解抛光或碱洗或清水洗)。其中,拉拔钨丝工序:可根据客户对钨丝加工性能要求、使用性能要求进行工艺设计;绞合钨丝工序:可根据客户对钨丝直径、股数、螺距、旋向等要求,进行工艺设计;成型工序:可根据客户对钨加热子的形状、尺寸要求进行工艺设计,一般结合选用的成型设备、成型动作程序、成型工装模具等共同完成;表面处理工序:可根据客户对钨加热子表面质量要求、表面颜色要求等进行工艺设计。
1.4 钨加热子的表面控制
钨加热子,表面具有金属光泽,呈银白色或灰白色,无可见污物,表面应无明显毛刺、表面开裂及氧化现象。钨加热子上的各根钨丝应无断裂,无明显螺距松散及不均现象,允许有轻微的机械损伤。钨加热子的表面质量,一般用目测或手触每支加热子进行检验,有疑议时,可采用用10~40倍的放大镜辅以检查判定。
1.5 钨加热子的尺寸控制
钨加热子,外形及尺寸偏差应符合相应的图纸规定,若图纸中未规定尺寸偏差要求,则尺寸偏差可对照下表表1进行设计及判定。对于钨加热子的尺寸,一般使用精度不低于0.02mm的游标卡尺进行检验。对于图纸中未定义关键尺寸、重要尺寸、次要尺寸及尺寸公差的,可根据使用用途定义关键尺寸、重要尺寸、次要尺寸,确定合理的尺寸公差,并依据国标GB2828抽验检测规则对尺寸进行抽样检测及判定。

表1 钨加热子尺寸偏差对照表
1.6 钨加热子的使用用途
钨加热子,应用在真空镀膜机上,在较高真空度下进行镀膜,属于加热电阻。钨加热子作为加热电阻,加热时通常采用低电压(<10 V)、大电流(几百A)的加热方式。钨加热子在真空镀膜机内的放置,一般是装配在能插或能挂的架子上;镀材,一般是挂放在钨加热子上;镀件,一般是挂放在或静止或转动或既能自转又能公转的挂具上,具体视不同镀膜机型号而有所差异。因为钨加热子具有熔点高、导电性好等特点,所以真空镀膜机通电后,放置在镀膜机里面的钨加热子会发热,放置在钨加热子上的镀材,则会因为熔点较低,而会被蒸发出来,从而镀在真空镀膜机里的工件上。一般常用的镀材有铝、铁、铜、镍、铬等。钨加热子蒸镀,一般应用在制镜、塑料、显像管、有机物及各种装饰品等行业。
1.7 钨加热子的真空蒸镀原理
把钨加热子、镀材、工件放置在真空镀膜机内,通过通电加热,钨加热子作为电阻发热,使熔点较低的镀材蒸发或升华,气化为具有一定能量的粒子。气态粒子以基本无碰撞的直线运动飞速传送至工件,到达工件表面的粒子一部分吸附在工件上并发生表面扩散,沉积原子之间产生二维碰撞,形成簇团,有的可能在表面短时停留后又蒸发;另一部分被反射。粒子簇团不断地与扩散粒子相碰撞,或吸附单粒子,或放出单粒子。此过程反复进行,当聚集的粒子数超过某一临界值时就变为稳定的核,再继续吸附扩散粒子而逐步长大,最终通过相邻稳定核的接触、合并,形成连续薄膜[2]。
1.8 钨加热子的真空蒸镀工艺流程
真空蒸镀工艺一般包括工件表面清洁、镀膜前准备、蒸镀、取件、镀后处理、检测、成品等步骤[3]。
2 钨加热子蒸镀异常概述
通过对钨加热子蒸镀使用情况进行信息收集,统计分析,使用异常情况主要有使用寿命短(使用断裂、使用变形、使用时结镀材)、镀件发黑发黄、钨加热子形状尺寸不合格(平行度、旋向、圈径、引脚长、螺距、散股等)、钨加热子表面机械损伤、钨加热子表面氧化等。其中,使用断裂、使用变形、使用时结镀材、镀件发黑发黄,较为常见。现对这些常见异常逐一进行原因分析及提供改善对策。其中,原因分析及改善对策是结合个人多年工作经验及技术诊断分析而得出,所列原因为常见的原因,不排除有其它个别原因造成的情况。
2.1 钨加热子使用断裂的原因分析及对策
(1)设定的使用电压偏高,导致钨加热子加热时熔断。---对策:设定合适的电压。
(2)因钨加热子的丝材直径过大,或展长过长等,总体电阻偏小,导致钨加热子加热时熔断。---对策:设计及使用合适尺寸的钨加热子。
(3)镀材纯度不足,杂质元素与钨加热子发生化学反应,导致钨加热子加热时熔断。---对策:设计及使用特定纯度要求的镀材。
(4)设定的蒸镀时间过长,出现加热过度,从而导致钨加热子丝径减损快而易于熔断。----对策:设定合适的蒸镀时间。
(5)镀材在钨加热子上放置不均匀,造成部分镀材使用时不断结留在钨加热子上,造成后续电流不均,而出现在电流大的位置上熔断。---对策:使用前,注意均匀放置镀材在钨加热子上。
(6)钨加热子的尺寸,不利于装配在真空镀膜机内的挂具上,因钨材属于脆硬材料,装配时,拉断;或者装配时因尺寸不合适而变形,蒸镀使用时,拉断。----对策:设计合适尺寸的挂具及与之相配套的钨加热子尺寸,同时装配时,注意按标准操作步骤进行装配。
2.2 钨加热子使用变形的原因分析及对策
(1)钨加热子,加工过程中加热不到位,存在较大应力,在蒸镀使用时,应力释放而造成变形。---对策:要求钨加热子加工时注意应力控制或加工后做应力消减处理,如做退火定型处理。
(2)钨加热子,使用的钨丝材原料,抗拉强度偏大,造成加工成钨加热子后,仍存在较大应力,在蒸镀使用时,应力释放而产生变形。----对策:要求钨加热子加工用原料做抗拉强度管控,或加工成钨加热子后做应力消减处理。
(3)钨加热子,使用的钨丝材高温性能差,在蒸镀使用时,不耐高温,受热而发生变形。---对策:要求选用合适的钨材,控制高温性能。
(4)钨加热子的尺寸,不利于装配在真空镀膜机内的挂具上,装配时已有变形,蒸镀使用时变形加剧及突显。----对策:设计合适尺寸的挂具及与之相配套的钨加热子尺寸,同时装配时,注意按标准操作步骤进行装配。
2.3 钨加热子使用时结镀材的原因分析及对策
(1)镀材放置量过多,蒸镀时挥发不完全,结留在钨加热子表面上。----对策:设计及使用合适数量的镀材。
(2)镀材在钨加热子上不均匀放置,造成部分镀材使用时不断结留在钨加热子上。----对策:使用前,注意均匀放置镀材在钨加热子上。
(3)因钨加热子的丝材直径过小,或展长过短等,总体电阻偏大,导致钨加热子加热时受热不足,镀材蒸镀时,挥发不完全,结留在钨加热子表面上。---对策:设计及使用合适尺寸的钨加热子。
(4)设定的使用电压偏低,导致钨加热子加热时受热不足,镀材蒸镀时,挥发不完全,结留在钨加热子表面上。---对策:设定合适的电压。
2.4 钨加热子使用时镀件发黑发黄的原因分析及对策
(1)钨加热子化学成分纯度不足或镀材纯度不足,蒸镀使用时,杂质元素镀在镀件上,导致镀件发黑发黄。----对策:对钨加热子的化学成分纯度、镀材的纯度进行管控。
(2)钨加热子表面未清洗干净,表面有杂质附着,蒸镀使用时,杂质元素镀在镀件上,导致镀件发黑发黄。----对策:对钨加热子的表面洁净程度进行管控。
(3)真空镀膜机内抽真空不足,里面含有较多氧分子,造成蒸镀使用时,在镀膜机内发生氧化反应,影响膜层的纯度,导致镀件发黑发黄。----对策:对真空镀膜机抽真空参数及达到的真空度进行管控。
(4)真空镀膜机内干净程度不足,比如内壁、工件放置架等表面存在油污、锈迹、残余镀料等,这些杂质在真空中易蒸发,杂质元素破坏了真空度,并在镀膜机内发生氧化反应,影响膜层的纯度,导致镀件发黑发黄。----对策:对真空镀膜机内壁、工件放置架进行定期清洗、维保,确保真空镀膜机内部的干净。
3 结语
综上所述,钨加热子是真空镀膜中的加热电阻,是蒸镀的重要组成部分,蒸镀使用异常,有部分的原因是钨加热子本身异常引起的,有部分的原因是镀材异常引起的,还有部分的原因是真空镀膜机使用异常引起的。为了更好地完成真空镀膜,镀出满足要求的镀件,需要对钨加热子蒸镀异常进行诊断及分析,将相关的理论和实践进行有效结合,以此来促进钨加热子真空镀膜技术的发展。
猜你喜欢
粉末冶金技术(2021年3期)2021-07-28 06:26:50
制造技术与机床(2019年7期)2019-07-22 03:42:06
现代机械(2018年1期)2018-04-17 07:29:48
童话世界(2017年29期)2017-12-16 07:59:32
中学生数理化·高二版(2016年6期)2016-05-14 13:19:33
四川冶金(2015年4期)2016-01-01 16:27:36
焊接(2015年9期)2015-07-18 11:03:52
应用化工(2014年11期)2014-08-16 15:59:13
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:54
食品科学(2013年24期)2013-03-11 18:30:37