
三维扫描在汽车行业的数字化检测应用
2021-12-23 02:35:38杨延亮吴东哲刘颖鹏肖文彬庄亿佳
汽车工艺师 2021年11期
杨延亮,吴东哲,刘颖鹏,肖文彬,庄亿佳
中国重汽集团济南卡车股份有限公司 山东济南 250000
中科院广州技术有限公司 广州 510000
汽车为了降低在高速行进时产生的风阻,对车身的流线表面有很高要求,车门就是其中重要的一环。车门在生产过程中,对表面精度有一定要求,如果偏差太大,就可能达不到设计的理想效果,会使汽车行驶时风阻加大,导致该汽车耗油增加。如何准确、快速、便捷地控制车门的表面质量,达到减少风阻的设计初衷,这成为了行业的痛点。随着技术的更新换代,三维扫描仪开始进入这一行业,有效地解决前面的难题。依赖计算机图像处理技术和光学技术的发展与成熟,结合这两者所诞生的扫描仪逐渐步入人们的视野中,并广泛渗透到各行各业,有效地解决各行业的难题。
三维扫描简介
三维扫描是集光学、机电和计算机技术于一体的高新无损检测技术,能够对实物的空间外形、结构乃至色彩进行扫描,将立体信息转换为计算机能直接处理的数字信号,获得物体表面的准确空间坐标[1],为实物数字化提供了快捷、精确及方便的手段,对科研教学,设计创新及生产制造提供数据支撑。
三维扫描仪的光源一般为激光。激光以其单色性、亮度高、发散小等优点成为早期三维光学测量系统的首选光源。第一代三维激光扫描系统采用激光光点进行扫描,但单一激光光点扫描速度非常慢。随着光电技术和计算机数据处理技术的进步,目前采用 7线、14 线甚至更多激光线的产品已经投入使用,扫描速度有了质的飞跃。最新的扫描仪的光源激光为蓝色激光。蓝光的波长更短,并且光源为LED冷光源,光源能耗更低,抗干扰能力强,以及对环境要求低、不需喷粉等特点[2],已经得到广泛应用。
三维扫描仪可以实现最高效的全尺寸检测,可自由扫描工件的任意位置,精确分析任意位置的偏差[3]。基于扫描数据,与3D数模比较,生成颜色误差色谱、偏差注释、尺寸测量、几何公差检测和直观检测报告。这种检测方法广泛应用于铸造件、工装夹具、模具、钣金件、塑模、汽车零配件、装配件等几何尺寸测量、形位公差检测等。
三维扫描原理
三维扫描原理如图1所示,是基于三角测量法:用一束激光以某一角度聚焦在被测物体表面,然后从另一角度对物体表面上的激光光斑进行成像,物体表面激光照射点的位置高度不同,所接受散射或反射光线的角度也不同,用 CCD(图像传感器)光电探测器测出光斑像的位置,就可以计算出主光线的角度θ。然后结合己知激光光源与 CCD 之间的基线长度d,经由三角形几何关系推求扫描仪与物体之间的距L≈dtanθ。
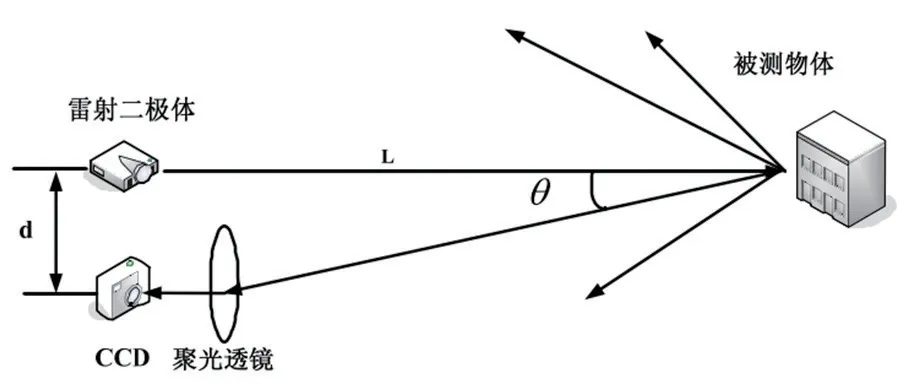
图1 三角测量法原理
应用分析
本次以汽车驾驶舱左车门为例,对其内板总成进行数字化检测分析。在还没有三维扫描检测介入前,车门的检测高度依赖检具。图2为车门检具检测现场。

图2 车门检具
车门检具的检测过程如下:
(1)产品定位 打开检具所有压钳、翻转机构,将产品基准对应检具基准(A1-A14、B1-B2、C1-C2)轻放入检具中。然后压紧所有压钳,此时检具处于工作状态。若产品基准面与检具基准面贴合牢靠,无晃动,则产品放入合格,再进行以下检测。车门基准如图3所示。

图3 车门基准示意
(2)产品检测 使用面检销、通止规(见图4)检测产品与模拟块、卡板间隙,若通止规通端通且止端止则产品合格,反之不合格。使用面差规±0.8检测产品零位面(模拟块刻0线位置),若通端能通且止端能止则检测合格,反之不合格。将J1、J2检测销插入对应位置检测产品孔径,若检测销能顺利插入则产品孔合格,反之不合格。若检测合格,则换用J1、J2划线销在产品上划线,目视划痕,若划痕在公差带范围内则产品合格,反之不合格。

图4 面检销、通止规
这种传统检测方式存在一些缺陷:检具因为工作时的磨损,需经常修复,该修复过程非常复杂,难度较高,这个工作需要有经验的技术人员担任,可以看出这种方法耗时耗力,且成本也较高。另一个较大的不便就是,这种检测方式只能判断车门产品有没有达到生产要求,无法将产品的不良以数值的形式呈现,对产品回炉无法提供有用的修改建议。
数字化检测过程
本次用到手持式扫描仪,如图5所示。以非接触的方式对物体轮廓进行快速测量已成为新常态。这种非接触式测量不会造成被测物体表面损伤或变形,并且避免了三坐标测量中测头位移传感所产生的系统误差,可以实现对被测物体表面轮廓和特征进行快速和精准扫描[4]。通过计算机对扫描得到的点云进行三维重建,可构建出被测物体的三维模型,这是一般测量手段无法实现的。

图5 手持式扫描仪
下面详细阐述通过三维扫描得到车门检测结果的过程。
1.仪器校准
一般的三维扫描仪器都有其校准步骤,各种品牌的校准方式各有不同,但原理大致相同。通过扫描仪扫描固定距离的校准物品,然后将扫描的结果与校准文件比较,得到偏移量的均方根值即校准值。如果这个校准值符合规定值,则校准成功,扫描仪可正常使用。通常,扫描仪经过长时间未使用,或者经过颠簸,则必须做校准。
(1)追踪仪校准 按要求连接好扫描仪的各种线路,选用的手持式扫描仪的校准分两部分,首先要做追踪仪的校准。手持校准棒,走到要求的位置,并摆放到特定的姿势,如图6所示。

图6 追踪仪校准
(2)扫描头校准 手持扫描仪摆放到校准板上指定的位置,如图7所示。

图7 扫描头校准
2.扫描工件
在追踪仪能观察到扫描仪的前提下,保持扫描仪与物体一定距离,匀速移动扫描头。追踪仪观察扫描仪的定位目标阵列,通过三角测量,软件能够确定扫描仪在空间中的位置,通过观察投影到物体表面上的激光线来完成表面采集。激光扫过表面后,设备根据三角测量法确定的表面位置并记录数据。如图8所示,为现场扫描。

图8 现场扫描
激光线在部件上的可见度是数据采集成功与否的关键因素。激光线的可见度受颜色和材料类型影响。反射率高的部件易产生镜面效应,导致难以读取部件上的激光线。黑色会吸收光线,也会因缺乏对比度而导致激光线难以读取。通过调整快门参数可抵消黑色、反射和透明物体的影响。本次测量的车门表面为银白色,且有些反光,应调节中等强度的激光线进行扫描。
通过以上的扫描过程,可以得到车门的三维模型,如图9所示。该模型为网格文件,尺寸和实物为1:1。通过以上过程,车门的表面数据基本都采集下来了。
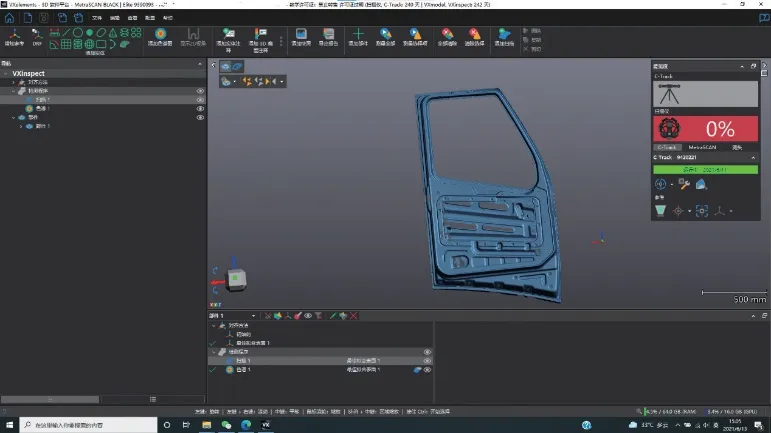
图9 扫描数据
3.数字化检测
用检具检测车门是否合格,完全依赖检具是否正常,而检具因为磨损,需要经常修补,导致车间生产运转迟滞。测量效率低且测量值存在较大误差。
而应用三维扫描数字化检测就可以很方便地做到3D偏差比较、2D偏差比较、3D尺寸测量、2D尺寸测量、形位公差测量等,功能齐全。
创建3D色谱偏差图。将得到的扫描数据(网格文件)导入检测软件,再将车门的设计图纸(实体文件)导入检测。此时这两个文件不在同一坐标,通过计算机计算将网格文件按照特征与实体文件最佳拟合对齐,再根据车门的基准对齐。选择偏差色谱图命令,调节公差范围,就可以直观地看到生产出来的产品与设计图纸的表面偏差[5]。图10所示为车门的偏差色谱图 。
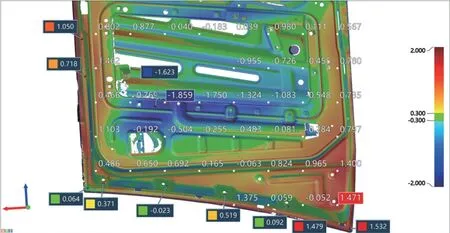
图10 色谱偏差图
观察色谱偏差图,就可很直观地看出面罩的整体表面质量。绿色区域表示面罩表面在控制公差范围内,合格;红色区域表示超出公差范围,面罩表面有凸起形变;蓝色区域表示面罩表面有凹陷形变。根据这些信息提示,为返工提供依据。
结语
本文从前期准备、数据采集、数据处理等主要步骤出发,提出了基于手持式三维激光扫描仪的工业构件质量检测方法;并利用实际案例验证了该方法在工业构件质量检测中的精度和效率,为快速低成本的工业构件质量检测提供了思路。通过本次应用分析,可见三维扫描数字化检测技术与传统测量技术相比具有以下优势:
1)非接触测量,不容易受环境影响。
2)全尺寸检测,数据采样率高,扫描速度快。
3)高分辨率、海量点云数据,精确分析任意位置偏差。
4)数字化采集、兼容性好,后期处理及输出简单。
5)检测项目齐全,检测数据可溯性强。
本次三维扫描数字化检测用于汽车车门,得到了想要的检测结果。纵观整个汽车行业,存在着大量的工件检测需求,而传统检测方式无法有效解决,但三维扫描数字化检测可以补充这一空缺,三维扫描与这一行业的结合会更加深入,更多的应用场景等待着这一技术去开拓。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:30:20
汽车工程师(2021年12期)2022-01-17 02:30:00
制造技术与机床(2019年10期)2019-10-26 02:47:16
制造技术与机床(2018年10期)2018-10-13 06:37:04
制造技术与机床(2018年8期)2018-10-09 08:27:28
湖南城市学院学报(自然科学版)(2016年4期)2016-02-27 14:02:34
工程建设与设计(2016年1期)2016-02-27 10:50:23
现代营销·经营版(2015年3期)2015-04-20 06:46:58
汽车维修与保养(2015年2期)2015-04-17 01:30:30
汽车维护与修理(2015年1期)2015-02-28 12:15:26
