加工刀具稼动率管理
2021-12-21 08:15:06朱光前
装备制造技术 2021年8期
朱光前
(广西玉柴机器股份有限公司,广西玉林 537005)
0 引言
随着现代科技水平的提高,设备更新换代速度越来越加快,目前更新换代的速度可达10 年更换一代。要在这样短的时间内回收设备投资并创造利润,必须充分挖掘刀具加工的潜力。但是在实际的生产管理过程中,刀具加工效率的改善往往聚焦于技术改善,较少从刀具管理方面提升使用效率,本文主要阐述提升刀具使用效率的管理方法。
1 刀具稼动率的内涵
稼动率是指设备在所能提供的时间内,为了创造价值而所用的时间占负荷时间的比重,是评价一条生产线生产安定程度的重要指标。生产线上班时间可以分为负荷时间和不稼动时间。
刀具稼动率=刀具稼动时间÷负荷时间×100%。
刀具不稼动率=1-刀具稼动率。
刀具稼动时间是指刀具切削加工的时间。
刀具稼动率是影响生产线效率的重要因素,一般情况下,刀具稼动率与生产线的稼动率正向相关。
在没有开展刀具稼动率提升活动之前,我公司某加工线因刀具导致生产线不稼动率为5.7%,即刀具导致生产线停线时间占了计划生产时间的5.7%,对生产影响大。
2 刀具稼动率管理
为了减少因刀具原因引起生产线停线时间,从以下几个方面进行改善,降低刀具不稼动率。
2.1 收集数据,识别不稼动原因
管理稼动率的重点在于减少不稼动时间,刀具不稼动时间是指因刀具问题引起的生产线停机时间,通常包括以下情况:
(1)刀具质量问题导致停机;
(2)更换刀具导致停机;
(3)刀具引起不良品导致停机;
(4)检查刀具导致停机;
遥感是获取地表及地物信息的一种重要手段,其实时、快速、准确及经济的特点,在地质灾害调查中发挥着越来越大的作用。利用遥感技术可以不断探测大量的地质信息,且遥感技术具有视野广阔的独特优势,结合GPS、GIS等新技术、新方法,可快速、全面、准确地查明地质灾害分布现状,提高地质灾害的调查精度和质量。遥感技术已成为开展地质灾害监测、调查、治理等最有效的方法和手段之一。
(5)刀具缺货导致停机;
(6)其它原因导致停机。
为了有效识别因刀具停机导致时间流失(即不稼动时间)的原因,有针对性地进行改善,需要对岗位上的流失时间进行记录,记录表可参照表1。
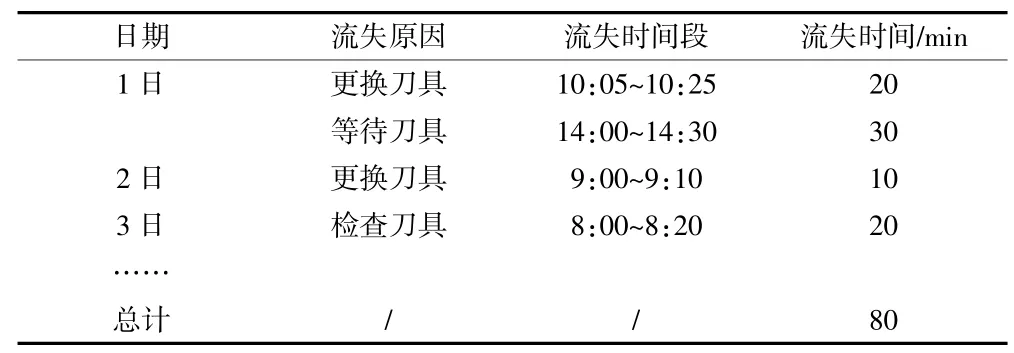
表1 刀具流失时间记录表
2.2 对不稼动率进行趋势管理,发现异常及时分析原因和制定对策
收集刀具稼动率数据后,要有效利用现状数据进行甄别稼动率低的工序,对稼动率低的工序进行改善。改善前需要设定稼动率提升的目标,目标设定后需要对目标进行趋势管理,以便及时发现稼动率的改善是否有效果。当某个周期稼动率(或者不稼动率)异常(不达标或趋势变差)时要进行原因分析和制定对策,并跟踪实施效果(PDCA)。趋势管理可参考图1。

图1 刀具不稼动率管理图
2.3 减少刀具不稼动时间
刀具稼动率改善的实质是提高刀具稼动时间占比,也就是要减少不稼动时间。常用的改善方法有线外备刀、统一寿命换刀、使用快换工具等。
2.3.1 做好线外备刀,减少换刀停机时间
线外备刀就是在生产线外准备好刀具(图3)。所谓备好的刀具应包括:装好接杆或刀柄;测量好相关尺寸;做好标识;把刀具放置在机床旁边便于换刀的地方。这样更换刀具时,就能快速把准备好的刀具装上机床,从而减少停机等待时间。

图3 线外备刀示意图
所谓统一寿命换刀是指把寿命相差不大的刀具,每次更换时一次换完这些刀具,以减少零星换刀导致的停机和检测等待时间。
2.3.3 使用快速换刀的工具,减少换刀停机时间
使用刀具快速更换工具的目的是减少换刀停机时间,从以下几个方面改善。
(1)使用快换的接杆,减少拆装刀具时间;
(2)刀具锁紧机构要便于锁紧和松开,减少拆装刀具时间;
(3)新装的刀具调整到与旧刀长度一致,减少在机床上调整尺寸的时间;
(4)使用匹配的工具,如螺钉与扳手型号的匹配,减少寻找工具时间。
3 结束语
刀具稼动率实际就是设备在一定时间内增值活动的时间占比,管理并提升刀具稼动率是生产达成高效率、低成本的重要手段之一,应该引起重视。
通过应用以上的方法,我公司某加工生产线的刀具不稼动率由5.7%降至1.4%,下降幅度75.4%,改善效果明显。目前刀具稼动率改善活动已在我公司所有加工线推广。
猜你喜欢
今日农业(2021年13期)2021-11-26 11:50:54
现代仪器与医疗(2021年4期)2021-11-05 08:25:06
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
制造技术与机床(2019年11期)2019-12-04 05:50:14
制造技术与机床(2017年7期)2018-01-19 02:29:55
现代企业文化(2016年1期)2016-12-23 02:09:39
发明与创新(2016年5期)2016-08-21 13:42:48
汽车维护与修理(2016年3期)2016-02-28 13:17:07
少先队活动(2014年6期)2015-03-18 11:19:18
有色金属设计(2015年2期)2015-02-28 21:08:59