盘磨机比接触面积负荷磨浆强度理论的研究
2021-12-21 12:01郭西雅董继先段传武杨瑞帆
中国造纸 2021年10期
郭西雅 董继先 刘 欢 段传武 祁 凯 杨瑞帆
(1.陕西科技大学机电工程学院,陕西西安,710021;2.中国轻工业装备制造智能化重点实验室,陕西西安,710021;3.陕西科技大学设计与艺术学院,陕西西安,710021)
磨浆对纤维性能的改善至关重要,国内外学者从不同角度对其进行了大量研究,形成了不同的磨浆强度理论。然而,由于磨浆过程复杂,影响因素众多,无论是学术界还是行业内,至今对磨浆强度仍没有形成统一的定义,也没有相对完善的理论表述。因此,本课题基于磨齿边缘长度,从磨齿接触面积角度研究了低浓盘磨机的磨浆强度理论,以改进现有磨浆强度理论,为进一步研究盘磨机的磨浆机理和磨浆过程对纤维形态影响提供理论依据,并为盘磨机磨盘设计提供表征参数指导。
1 磨浆强度理论的研究现状
磨盘的磨区由磨齿和沟槽2部分构成,磨浆过程中磨区纤维受到来自高速旋转磨盘的冲击而产生疲劳破坏和形态改变[1]。Kerekes[2]认为磨浆强度不仅影响纤维形态的变化,而且也关联着磨盘磨齿交错过程的能量消耗。故磨浆过程除可通过比磨浆能耗(SRE)衡量外,也可运用磨浆强度理论进行量化分析。然而在磨浆过程中,磨齿通过齿边缘还是交错部分施力,学者们各执己见,因此也形成了不同的磨浆强度理论。
有学者认为磨浆过程中磨齿边缘部分起主要作用,磨浆强度可以通过单位磨齿边缘长度的能耗来衡量。Wultsch[3]提出的比边缘负荷理论(SEL)及Bre⁃cht[4]定义的磨齿边缘长度(BEL)正是对该思想的诠释。Meltzer[5]在SEL基础上考虑齿宽与平均磨齿交错角等因素发展了改进比边缘负荷(MEL)理论。而Elahimehry[6]认为SEL和MEL在表示纤维长度改变时存在缺陷。同样有学者认为磨浆过程能量通过磨齿边缘和齿面传递给浆料,只考虑磨齿切断长是不全面的。鉴于此,比表面负荷(SSL)理论的提出者Lu⁃miainen[7]和改进比表面负荷(MSSL)的代表学者Musselman等人[8]在磨浆强度的表述中均考虑了磨齿宽度。Roux等人[9]对SSL磨浆强度理论进行了实验验证,发现磨浆强度越大,磨齿对纤维的切断作用越强。以上磨浆强度理论涉及的磨盘表征参数主要有磨齿切断长、齿宽及磨齿交错角等,而磨齿切断长和磨齿交错角均属于隐性变量,不能直接体现在磨盘齿形参数中。这说明对磨浆强度和磨浆过程研究考虑的显性齿形参数过少。
其他学者分别从影响磨浆过程和磨浆质量的宏观、微观及施力等方面进行了研究,也形成了许多磨浆强度理论。Danforth[10]及Leider等人[11]通过磨齿冲击次数N与冲击强度I表达了磨浆过程,并得出磨浆能耗即为二者乘积这一方程式;Kerekes[12]提出表征磨浆过程净能耗的C因子理论,由于关系式太复杂无法进行实际应用;安德里茨公司Mikko[13]从纤维变化的微观角度提出了MagnusTM理论,起到了降低能耗和优化磨浆的作用;Page[14]和Kerekes[15]从纤维受力的角度描述磨浆过程,认为浆料在磨区受到法向力和切向力等综合作用。综上,无论是从纤维处理次数还是处理程度,或者力的观点来描述磨浆过程,其形成的磨浆强度理论均因为不够完善而未得到推广。因此,影响磨浆过程的磨盘齿形因素与磨浆强度理论的关系还需进一步研究。
Jagenberg[16]通过研究磨齿倾角为0°的荷兰打浆机发现,磨齿接触面积AJagenberg在磨浆对纤维的影响中起重要作用,并且得出了AJagenberg的表达式。Kirchner[17]和Pfarr[18]对其进行了发展,给出非0°磨齿倾角的打浆机磨齿接触面积的表达式,并且发现无论磨齿倾角是否为0°,磨齿接触面积的表达式近似。由此可见,磨齿接触面积不仅对磨浆机理的研究至关重要,而且也可作为研究磨浆强度的一个重要变量。
2 比接触面积负荷磨浆强度理论
浆料中的纤维在磨区被磨齿边缘捕获,再经过齿面与齿面间的作用力,最后离开磨齿边缘等过程中受到的摩擦、揉搓和压溃,不仅磨齿边缘在磨浆过程中起作用,而且磨齿齿面对纤维在磨区被处理也发挥着重要作用[19]。因此,磨浆过程中主要工作区域为盘磨齿边缘及齿面部分,即磨盘整个齿面,如图1所示黑色部分,本研究称为动定盘磨齿接触面(Bar Contact Surface),用Ac表示。
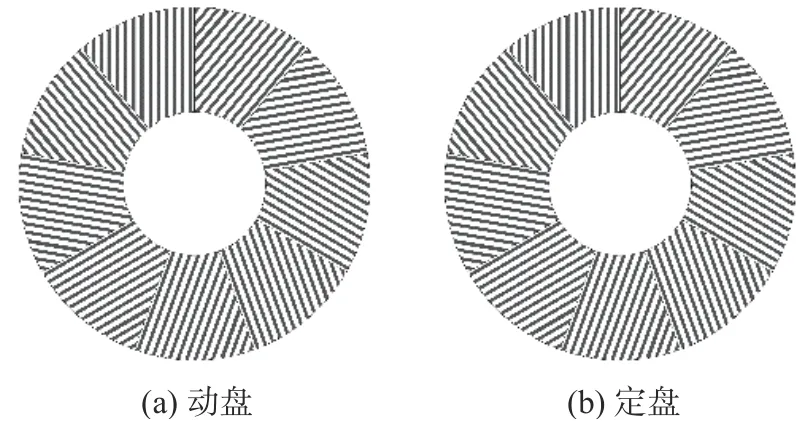
图1 动定盘磨齿接触面示意图Fig.1 Schematic diagram of bar contact surface of rotor and stator plates
2.1 比接触面积负荷磨浆强度的计算
对于盘磨机来说,当动盘旋转1周,其齿面与定盘齿面对捕获到的纤维共同施加作用力,致使纤维被切断和内外部实现不同程度的细纤维化,改变纤维的物理与光学等性能,从而满足造纸的要求。由此可见,动定盘磨齿接触面积Ac可以通过式(1)计算。

式中,Ar为动盘齿面面积,m2;As为定盘齿面面积,m2;ATr为动盘盘面总面积,m2。由于磨齿边缘长度(BEL)远远长于磨齿宽度,因此磨齿可以看作以BEL为长,以齿宽为宽的矩形,则动、定盘齿面面积的计算分别见式(2)和式(3)。

式中,BELr为动盘磨齿边缘长度,m;BELs为定盘磨齿边缘长度,m;Br为动盘磨齿宽度,m;Bs为定盘磨齿宽度,m。动盘盘面总面积的计算见式(4)。

式中,Rro为动盘外径,m;Rri为动盘内径,m。

综合式(1)~式(4)可得磨齿接触面积Ac计算如式(5)。若动定盘齿形完全相同,则Ac计算见式(6)。

式中,B为磨齿宽度,m;BEL为动盘或定盘磨齿边缘长度,m;Ri、Ro分别为动盘或定盘内、外径,m。
磨浆过程中,磨齿对纤维的冲击作用一般用磨浆强度来表示,也即能量通过磨齿接触面传递给浆料。因此,比接触面积负荷磨浆强度SCSL(Specific Con⁃tact Surface Load)可以表示为式(7)。

式中,Pnet为磨浆净功率,kW。本研究采用沈立新[20]提出的计算方法,见式(8)。式中,η为电动机的效率;cosφ为功率因素;U、I分别为线电压、线电流,V、A;n为磨盘转速,r/min;SCSL为比接触面积负荷,J/m2。

因此,比接触面积负荷磨浆强度计算见式(9)或式(10)。

前人对磨齿边缘长度进行了较多的研究,经比较,当动盘和定盘相同时,式(11)[21]考虑的磨盘齿形参数较全面,且更能准确地表达磨盘齿形对磨浆的影响,具体表达式如下:

式中,α为磨齿倾角,(°);G为齿槽宽度,m。
将式(11)带入式(10),可得动定盘相同时SCSL磨浆强度计算为式(12)。

由磨浆实践可知,磨齿倾角、磨齿边缘长度、磨齿宽度及磨盘内外径等磨齿表征参数是磨盘影响磨浆过程的关键因素,尽管磨齿边缘长度是齿形参数的隐性变量,但其他参数的变化对磨齿边缘长度影响较大,所以结合上式可知,磨齿倾角、磨齿宽度、齿槽宽度及磨盘内外径不仅是磨浆强度的主要自变量,而且也是磨盘齿形设计的关键参数[22-23]。
2.2 SCSL磨浆强度验证实验
SCSL磨浆强度从理论上解析了影响磨浆质量的主要因素,然而,只有能够指导实际磨浆过程的磨浆强度理论才更有意义。因此,本研究第一组实验采用MD3000单盘实验室磨浆机磨浆,在磨浆机转速1000 r/min、磨盘间隙0.1 mm的条件下,以浓度3%的漂白针叶木化机浆为原料,原料打浆度为33°SR,平均纤维长度为1.9 mm,以齿宽、槽宽和磨齿边缘长度作为变量,验证SCSL磨浆强度理论的正确性,实验所用磨盘齿形参数见表1。

表1 实验用磨盘齿形参数Table 1 Bar profile parameters of refining plate for experiment
循环磨浆20 min结束后,留取样本即为成浆;利用FS5纤维质量分析仪测定成浆的平均纤维长度;由产自德国的BTG打浆度分析仪测定打浆度;将成浆利用抄片器加工成手抄片,进行纸张物理性能检测。第一组实验成浆及手抄片检测结果见表2。

表2 第一组实验成浆及其成纸性能Table 2 Pulp and paper performance of the first set experiment
第二组实验采用相同的磨浆机和相同的浆料,保持磨盘间隙不变,以实验1磨盘在不同转速下进行磨浆来验证SCSL磨浆强度的正确性,检测成浆及其成纸性能,如表3所示。

表3 实验1磨盘不同转速磨浆实验成浆及其成纸性能Table 3 Pulp and paper performance of experiment 1 refining plate at different speeds
2.3 结果分析
综上可见,表2中实验1和表3中实验7磨浆强度最大,成浆中纤维平均长度最小,表明磨齿对纤维的切断作用最强,这一结论与Roux等人对SEL、MEL、SSL磨浆强度理论的验证相符合[9]。同时,表2中实验1和表3中实验7的打浆度最高,即纤维吸水润胀和细纤维化程度均较好,纤维的柔软性、可塑性及其间结合力增强,因此,手抄片的松厚度最小,而抗张指数最大,由于撕裂指数对纤维平均长度有更多的依赖,所以表2中实验1和表3中实验7的撕裂指数最小。表2中实验2、实验3及实验4磨浆强度大小比较接近,打浆度、纤维平均长度和手抄片的松厚度、撕裂指数及抗张指数大小也比较接近。实验2、实验3和实验4与实验1相比,磨浆强度明显减小,打浆度也随之减小,而纤维平均长度增大,手抄片松厚度和撕裂指数也开始增大,抗张指数反而减小,表明在低浓磨浆过程中,磨齿对纤维的切断、压溃、揉搓作用使成浆纤维的长度、细纤维化程度、细小纤维含量及结合性能发生变化,综合影响成纸的性能和质量。以磨盘转速为变量的磨浆实验5、实验6及实验7检测结果表明,磨盘转速越大,磨浆强度越大,打浆度及成纸的抗张指数依次增大,而成浆中纤维平均长度、成纸松厚度及撕裂指数则逐渐减小。
3 结论
基于磨齿边缘长度,从磨齿接触面积角度研究了SCSL磨浆强度理论,并对其进行了实验验证。
3.1 通过漂白针叶木浆的2组7个磨浆实验,验证了SCSL磨浆强度理论的正确性,表明磨齿接触面积作为参数在研究磨浆过程和磨浆强度中的可行性,对前人的磨浆强度理论有一定改进。
3.2 由SCSL磨浆强度理论和实验可知,影响磨浆质量的主要因素有齿宽、磨齿倾角、磨盘转速、磨齿边缘长度、磨盘内外径及磨浆净功率等,其中磨盘齿形显性参数磨齿倾角、齿宽、槽宽、磨盘内径和外径可作为磨盘选型和齿形设计的关键参数。
尽管如此,研究还应从齿宽、槽宽、磨盘内外径的变化及不同磨齿倾角、不同动定盘、不同浆料等方面进一步展开,通过更多的实验对该理论进行验证,或通过计算机模拟,结合生产实践,不断完善SCSL磨浆强度理论。
猜你喜欢
石油化工(2022年7期)2022-08-03
当代陕西(2019年13期)2019-08-20
中国造纸(2017年8期)2017-09-15
中国水土保持(2017年7期)2017-07-18
天津造纸(2016年1期)2017-01-15
现代制造技术与装备(2015年4期)2015-12-23
噪声与振动控制(2015年4期)2015-01-01
压缩机技术(2014年5期)2014-02-28
中国造纸(2012年1期)2012-11-27
汽车与新动力(2012年2期)2012-03-25