便携式人防门密封胶条热硫化熔接机设计研究
2021-12-20 06:39沈建国
中国设备工程 2021年22期
沈建国
(盐城耀晖人防防护设备科技有限公司,江苏 盐城 224051)
人防工程是巩固国防、增强综合国力、维护国家安全的重要战略举措,我国已将人防工程纳入城市发展规划,推动了人防建设与城市建设的同步协调发展。人防门是重要的人防工程防护设备之一,由于用途的特殊性,所采用的人防门需要应对各种恶劣环境,当人们在躲避空袭等危机时,其密封性更是尤为重要。
1 人防门密闭结构的设计
传统人防门门框结构通过压板、斜扁钢和角钢的焊接成形,焊接工作量大、成本高,且受限于承压主体结构的焊接强度,门框必须采用圆角结构。目前先进的人防门门框制造均采用一体化热轧成型的热轧YH人防门专用型钢生产制造,有效提高了人防门的整体结构强度,人防门门框防核武器抗力达到5级以上。解决了传统人防门门框的承压主体结构强度不高,且存在焊接残余应力较大、焊接应力变形调校困难的工艺缺点。
热轧YH人防门专用型钢在人防门门框制造中的使用,实现了人防门门框圆角结构的直角化改良,简化了圆角人防门门框的生产工艺,提高了生产效率,打破了现有人防门门框生产制造统一采用圆角结构的固定模式。热轧YH人防门专用型钢及人防门门框如图1所示。为进一步提高人防门的密闭性,热轧YH人防门专用型钢制造的人防门门框上设计了双层环形凸起结构,与人防门门扇上的嵌压条配合形成密闭机械结构,在该密闭机械结构的人防门门框双层环形凸起结构和门扇嵌压条之间必须装入密封胶条,才能最终实现人防门的密闭功能。密封胶条一般为条形标准产品,在直角化的人防门门框转角处无法自然折弯装配,需要将两条密封胶条均裁切出45°的斜面,然后再将两个密封胶条接头连接形成直角,密封胶条接头结构如图2所示。

图1 热轧YH人防型钢及人防门门框实物图

图2 密封胶条接头实物图
2 现有熔接机存在的不足与改进方案
传统人防门密封胶条都是采用普通冷胶接头,用的是粘合剂,操作方便、省时间,但接头的强度不高,只能达到本体密封胶条的90%以下,且保持时间短,不能与本体密封胶条的使用寿命保持同步,严重影响了人防门的防护密闭性能。因此,必须采用专用的熔接机对密封胶条进行加热熔接,以提高密封胶条的使用性能。
在选择人防门密封胶条熔接设备时,发现市面上现有的硫化机过于笨重、功耗大、购置和使用维护成本高。现有设备使用时,操作人员需要手工调整胶条的位置,熔接效率低,且熔接质量取决于工人的技术水平,不能满足人防门现场安装的需要。
针对上述问题,本文设计了一种用于人防门密封胶条熔接用的便携式热硫化熔接机,在密封胶条接头时可采用热硫化熔接法,将生橡胶加热硫化熔接,使密封胶条固熔为一体强度更高、抗老化、保持时间长,与胶条的使用寿命一致,另外接头处橡胶与密封胶条相熔,密闭性能更好。设备本身结构紧凑、功耗低,便于厂内、安装现场等对密封胶条进行对接和修复,在确保熔接质量的前提下,提高了熔接效率。
3 便携式热硫化熔接机结构设计
便携式热硫化熔接机主要由箱体、控制系统和熔接机构组成。箱体设计成上下可开式结构,打开时箱体下半部分固定,下半部分采用活页结构可以翻转,如图3所示。
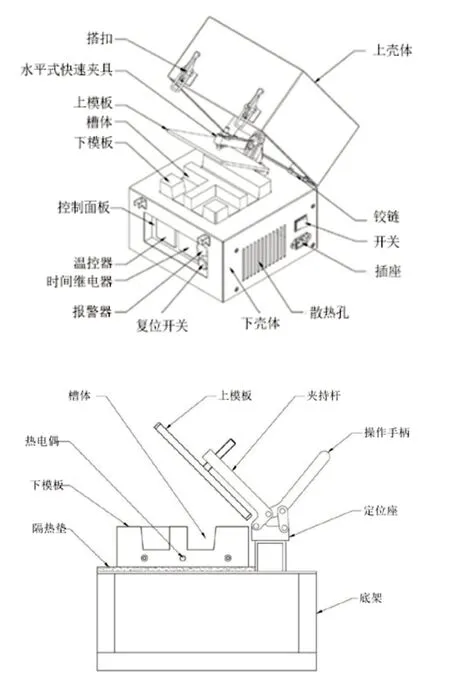
图3 便携式热硫化熔接机结构示意图
箱体下半部分开合面设计有槽体和下模板,箱体上半部分开合面设计有水平式快速夹具和上模板。槽体和上下模板组成了熔接机构,槽体中对称布置有两组密封胶条直角热硫化熔接槽和一组密封胶条直线热硫化熔接槽,其中两组密封胶条直角热硫化熔接槽用于将切好45°斜面的两个待熔接的胶条进行直角定位,如图所示,一组密封胶条直线热硫化熔接槽用于将切好45°斜面的两个待熔接的胶条进行直线定位,如图4所示。
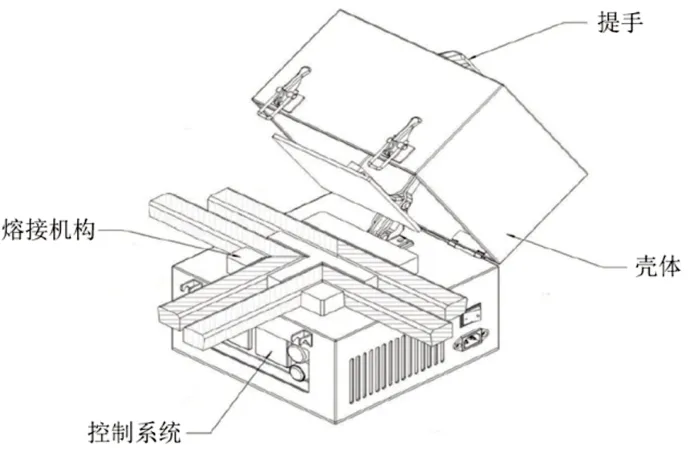
图4 便携式热硫化熔接机使用示范图
密封胶条一般都是具有一定长度的条形标准产品,人防门门框四个直角转角位置必须将密封胶条定尺寸切断,再热硫化熔接成直角与直角门框匹配,当在非直角转角位置密封胶条长度不够需要续接时,将正在使用的密封胶条末端和新密封胶条的前端裁切成45°斜面,然后交错拼接成直线,这样有利于增加热硫化熔接面积,提高熔接强度。
箱体下半部分设计有熔接机构供电系统和温控系统,供电系统包括插座、开关和电源,温控系统包括时间继电器、PLC控制器和温控器,温控系统用于控制下模板内设置的热电偶的加热温度,使得加热温度保持在密封胶条的最佳热硫化温度区域,并更具温控器实时检测的温度对热电偶内的加热电流进行的控制和调整。供电系统和温控系统集中设计在下箱体底部,从结构紧凑角度考虑,在下箱体底部正面外侧设计控制面板,可以方便进行温度数据读取和加热调节控制,控制原理如图5所示。为防止下模板内设置的热电偶加热热量影响并损坏控制系统,在下模板和下箱体之间设计石棉隔热垫。
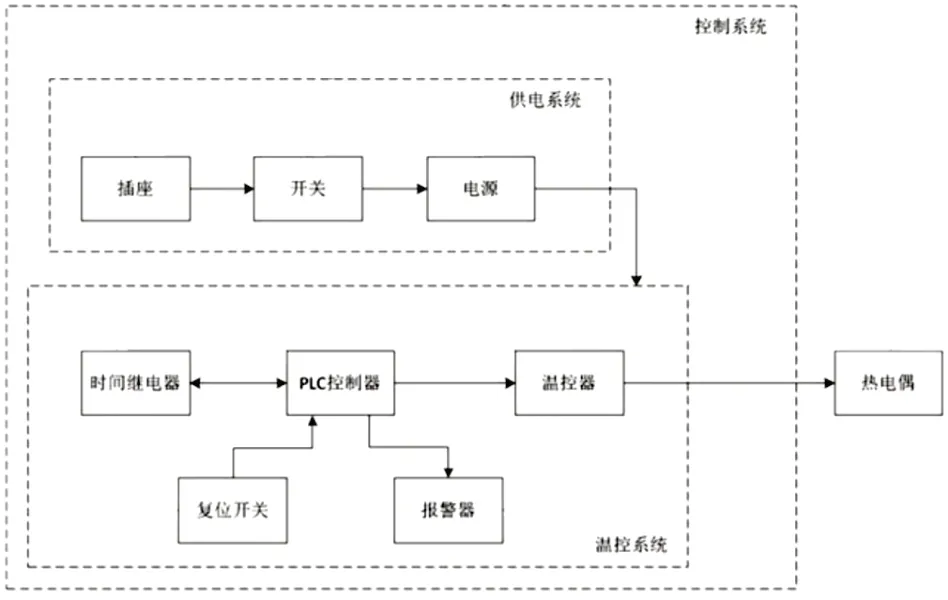
图5 便携式热硫化熔接机控制原理图
设定热硫化温度和熔接时间后,下模板(铸铝电热板)内设置的热电偶通电开始加热,热电偶温度逐渐升高,加热至设定热硫化温度后,将裁切后的密封胶条按照要求齐压入槽体定位。然后在接口处加入与密封胶条同材质的生橡胶,闭合上下模板,密封胶条按照设定好的熔接时间进行高温硫化加压成型。高温硫化加压成型后的密封胶条即可装入人防门门框密封槽内使用。
为方便箱体的闭合和打开,设计了水平式快速夹具机构,该机构由定位座、操作手柄和夹持杆组成。其中定位座固定在下模板一侧下箱体上,夹持杆固定在上模板上方,夹持杆与定位座采用铰接方式连接,操作手柄分别与定位座和夹持杆铰接,使用人员控制操作手柄,方便快捷的完成箱体闭合和打开。
4 密封胶条熔接工艺及操作流程
人防门门框圆角结构的直角化改良需开发与之配套的密封胶条熔接工艺,熔接工艺如图6所示,具体操作流程如下:

图6 密封胶条熔接工艺流程
(1)根据人防门门框的实际安装尺寸,确定密封胶条的各边边长与拼接尺寸。
(2)在需要拼接的密封胶条接头处,预先将两条密封胶条进行平整处理并裁切出45°斜面。
(3)将便携式热硫化熔接机水平稳定放置,检查外部电源接线是否完好,接通电源,打开开关,设定好热硫化温度和熔接时间。
(4)下模板内设置的热电偶通电开始加热,热电偶温度逐渐升高,预热至设定的热硫化温度后,将密封胶条平齐压入下模块的槽体中。
(5)在密封胶条45°斜面接口处,填充加入与密封胶条材质相同的生橡胶,填入量要求能够覆盖没过密封胶条的表面。
(6)闭合上下模板并锁紧,按照设定好的熔接时间进行高温硫化加压成型。
(7)取出熔接好的密封胶条,再次平齐压入待对接的密封胶条、填充加入生橡胶、闭合上下模板并锁紧,按下控制面板上复位开关,依次循环对接其他需要熔接的密封胶条进行高温硫化加压成型。
(8)密封胶条全部完成高温硫化加压成型后,再次进行平整处理,然后装入人防门门框的密封胶条安装槽内,完成密封胶条的熔接安装。
5 结语
使用本文设计的便携式人防门密封胶条热硫化熔接机进行人防门门框密封胶条对接,确保了熔接质量,提高了生产效率,降低了工人的劳动强度,具有一定的先进性。人防门门框的设计制造就可以不考虑接头带来的困扰,可以直接使用热轧YH人防型钢进行直角拼接,较之前的圆角工艺,减少了大量的焊接工作,省时省料,更加环保。该密封胶条热硫化熔接设备及工艺配合热轧YH人防型钢使用,人防门的抗冲击强度更高,整体防护密闭性能更好。
猜你喜欢
上海建材(2020年5期)2020-12-15
机械制造(2020年10期)2020-10-31
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
中国诗歌(2018年5期)2018-11-14
中国制笔(2018年2期)2018-08-02
粘接(2018年7期)2018-07-13
橡胶工业(2015年8期)2015-02-23
诗潮(2014年10期)2014-11-17