PROFIBUS-DP通讯在DCS中的应用
2021-12-17 06:28:50廖仕达
现代矿业 2021年11期
廖仕达
(福建马坑矿业股份有限公司)
选矿厂陶瓷过滤机通过抽取陶瓷板内腔的真空,产生与外部的压差,使矿浆槽内铁精矿在负压作用下吸附在陶瓷板上。铁精矿因不能通过陶瓷板上的细小微孔被截留在陶瓷板表面,而液体因真空压差的作用以及陶瓷板的亲水性顺利通过陶瓷板进入气液分配装置外排,达到固液分离的目的。陶瓷过滤机的高效、平稳运行,对生产铁精矿至关重要[1-3]。
早期,某选矿厂过滤车间有陶瓷过滤机8台、浓缩磁选机4台、溢流泵4台、滤液泵2台、下料胶带2条,由于自动化程度不高,需配置较多的岗位人员才能保证车间正常生产,且岗位人员劳动强度大。为此,采用PROFIBUS-DP通讯方式,完成自动化控制系统CPU与陶瓷过滤机CPU之间的通讯,实现陶瓷过滤机的远程控制,提高对陶瓷过滤机的状态监测,为生产车间高效、平稳运行打下基础[4-5]。
1 系统配置和通讯网络
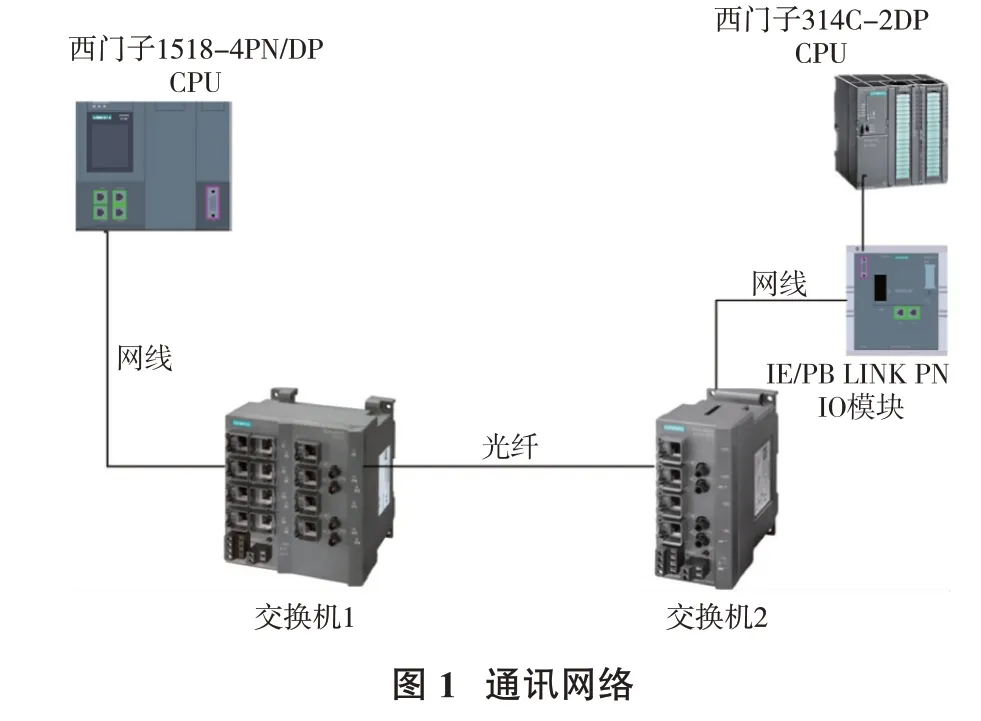
(1)选矿自动化控制系统核心采用西门子PLC-1500系列CPU,型号为1518-4 PN/DP,该模块有3个PROFINET接口,1个PROFIBUS-DP接口,支持PROFINET和PROFIBUS-DP通讯。
(2)陶瓷过滤机采用西门子PLC-300系列CPU,型号314C-2DP,该模块组合的MPI/DP接口用于DP主站或DP从站,支持PROFIBUS-DP通讯。
因过滤车间距选矿自动化控制系统主控柜距离约500 m,且过滤车间有一I/O柜,主控柜与车间I/O柜通过交换机和光纤采用PROFINET方式通讯。根据实际,最终将PROFIBUS-DP通讯通过IE/PB LINK PN IO模块转换成PROFINET通讯。通讯网络见图1。
2 通讯配置
2.1 陶瓷过滤机地址表
获取陶瓷过滤机地址见表1。
2.2 陶瓷过滤机配置
(1)在“硬件”DP属性中,将“工作模式”设置成DP从站。
(2)在“硬件”DP属性中,在“组态”栏中新建输入、输出,因系统所用地址已到12,故分配地址从13开始,长度16,单位字。
(3)新建FC2块,编写输入输出程序(图2)。
(4)修改设备、加水阀、配水阀、吹堵阀、槽洗阀等的开、停程序,实现远程控制功能。设备开停机程序修改见图3。
2.3 选矿厂自动化控制系统配置
(1)安装陶瓷过滤机CPU314C-2DP订货号为6ES7 314-6CH04-0AB0的GSD文件。

?
(2)将安装好的CPU314C-2DP模块拖入硬件组态界面,PROFIBUS地址设置为陶瓷过滤机PROFIBUS地址11。
(3)将CPU314C-2DP通讯模块进行配置,依次添加Master_I Slave_Q 16 Wo unit模块和Master_Q Slave_I 16 Wo unit模块,系统自动分配I地址2334-2365,Q地址720-751。陶瓷过滤机与选矿厂自动化控制系统通讯地址见表2。
(4)在“博图”软件中新建“FC”块,通过SUB、MUL、DIV、ADD等指令,将料位计、液位计、真空压力、酸位计等模拟量数据进行处理,得到最终实际数据,公式为

式中,I为输入值;I_L为输入值下限;I_H为输入值上限;Q_L为输出值下限;Q_H为输出值上限;Q为输出值。
(5)在“博图”软件中进行画面组态、按钮组态、I/O域组态,如:在I/O域组态中关联料位计、液位计、真空压力、酸位计等模拟量的变量;在按钮组态中添加事假“按鼠标左键→置位位→关联置位变量,释放鼠标左键→复位位→关联复位变量”。
3 系统改造前后对比分析
完成选厂自动化控制系统CPU与陶瓷过滤机CPU之间的通讯,能够对陶瓷过滤机进行远程控制和状态监测,系统改造前后对比分析见表3。



?

?
4 结论
某选矿厂实现了自动化控制系统与陶瓷过滤机之间的PROFIBUS-DP通讯,加强了选矿厂对现场设备的集中管理和分散控制,解决了岗位人员劳动强度高和陶瓷过滤机无法远程控制的问题。同时,通过对陶瓷过滤机的状态监测,提高了对设备的精细化管理,可保证生产更加高效、稳定。
猜你喜欢
昆钢科技(2022年4期)2022-12-30 11:24:18
设备管理与维修(2022年21期)2022-12-28 07:34:14
钢铁钒钛(2022年3期)2022-07-08 13:44:20
中国金属通报(2020年20期)2020-12-09 11:28:10
矿产综合利用(2020年1期)2020-07-24 08:51:10
四川冶金(2018年1期)2018-09-25 02:39:22
新疆钢铁(2015年2期)2015-11-07 03:27:52
电子设计工程(2015年6期)2015-02-27 12:05:08
金属矿山(2014年7期)2014-03-20 14:19:52
机电产品开发与创新(2014年6期)2014-03-11 16:42:51