基于ASME标准的低温着色渗透检测
2021-12-13 07:29:14
无损检测 2021年10期
(中国核工业第五建设有限公司,上海 201512)
收稿日期:2021-02-23
作者简介:郭玉炳(1982-),男,高级工程师,主要从事民用核电、特种设备等的无损检测及检测新技术的应用研究工作
通信作者:郭玉炳,guoybcloud@126.com
AP1000是第三代先进压水堆核电站,其设计主要依据美国标准,在制造和安装阶段,对原材料及焊接接头的表面进行渗透检测和磁粉检测。采用的渗透检测标准为ASME BPVC.V-2019 《锅炉及压力容器规范 第V卷 无损检测》 及ASTM E165 《通用工业液体渗透检测的标准操作方法》。
被检工件的温度对渗透检测结果有重要影响,过低或者过高的温度均不利于渗透检测。实际开展渗透检测时,特别是在冬季,被检测工件的温度会低于标准温度。笔者论述了低温对渗透检测的影响和其应对措施,分析了低温下渗透检测工艺参数的鉴定方法,为低温条件下实施渗透检测提供了值得借鉴的措施和方法,可供同行参考。
1 着色渗透检测的技术要点
1.1 标准要求的主要工艺参数
ASME BPVC.V-2019和ASTM E165标准关于不同温度下推荐的最短渗透时间、显像时间和可见光照度如表1所示。
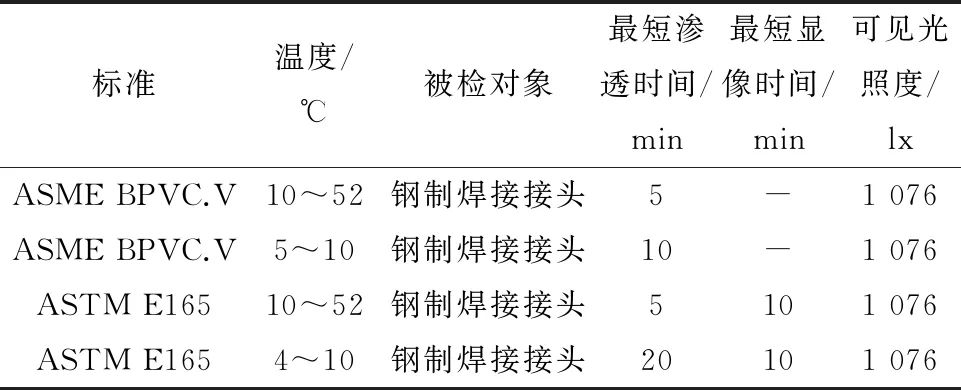
表1 不同温度下ASME BPVC.V和ASTM E165标准推荐的最短渗透时间、显像时间和可见光照度
在进行渗透检测过程中,应确保被检表面被渗透剂覆盖且保持润湿状态。在无特别要求的情况下,进行着色渗透检测时的最长渗透时间不允许超过2 h。
去除多余渗透剂时,应防止过清洗。采用水洗去除法时,可对工件进行擦拭干燥或者循环热风干燥,但被检测工件表面温度不允许超过52 ℃;采用溶剂去除法时,一般应对工件进行自然干燥,也可进行擦拭干燥或者压缩空气干燥。
采用溶剂去除型着色渗透检测法时,应在多余渗透剂去除并干燥后尽快施加显像剂。对于着色渗透检测,应将显像剂薄而均匀地施覆于被检测表面,同时要保证一定的厚度,以提供足够的背景反差,增强缺陷显示效果。
渗透材料的有害元素控制要求:镍基合金渗透材料的硫含量应不超过质量分数的0.1%;奥氏体不锈钢、双相不锈钢及钛材渗透材料的氯、氟含量应不超过质量分数的0.1%;镍基合金、奥氏体不锈钢、双相不锈钢及钛材检测过程中使用的水如果是直饮水、瓶装饮用水、蒸馏水、去离子水等,可不分析氯、硫含量,其他类型水的氯、硫含量不应超过质量分数的0.1%。
1.2 开展非标准主温度下鉴定的要求
依据标准ASME BPVC.V-2019中T-635节规定,当在标准温度外开展渗透检测时,要对非标准温度条件下的渗透材料及检测工艺进行鉴定。
依据ASTM E165中9.2节规定,当被检部位温度低于或者高于标准温度时,应进行规程鉴定。
2 低温对着色渗透检测的影响
温度将影响渗透剂的渗透性能,工件和渗透剂温度过低会影响渗透剂渗入开口缺陷的时间;如果工件或渗透剂温度过高,一些挥发性较大的成分可能会从渗透剂中蒸发,那么残留的物质也将影响渗透剂对开口缺陷的渗透效果。
工件表面温度升高后,缺陷受热膨胀,开口张大,裂纹宽度增加,渗透剂的渗透能力提升,微细裂纹对此反应更明显。温热的工件还能升高涂覆在工件表面的渗透剂温度,降低其黏度。另外,气体的平均动能只与温度有关[1],工件温度升高后,部分气体从裂纹中排出,也有利于提升渗透剂的渗透性能。
在低温下进行渗透检测可能会碰到的问题有:被检表面温度过低,可能出现霜冻,被冻结的水汽会阻碍渗透剂的渗入;气雾罐压力降低影响喷雾效果;渗透剂黏度变大使渗透时间延长。另外,低温下不同品牌渗透材料的渗透性能和检测灵敏度也存在较大的差异[2]。为减少温度对渗透检测的影响,可采取以下措施。
(1) 必要时对被检对象进行预处理,缓缓加热工件表面,让缺陷中冻结的水分蒸发出来,并保持被检测表面充分干燥。
(2) 若使用喷雾罐产品,应保证显像剂喷罐的温度大于10 ℃,确保喷雾罐有足够的压力,保证雾化效果,确保喷涂时能形成薄而均匀的显像剂覆盖层,可采用温度不超过50 ℃的热水对喷雾罐进行浸泡加热。
(3) 适当延长渗透和显像时间,渗透过程工件保持润湿状态,可采用缓慢流动的暖气加快显像剂的干燥速度。
(4) 采用对比试块对低温下的渗透检测工艺进行鉴定或验证,包括对材料、工艺、环境的验证。
3 低温下溶剂去除型着色渗透检测工艺参数验证
3.1 铝合金试块的要求
试块材料为铝合金,试块厚度为10 mm,尺寸为50 mm×75 mm(长×宽),将其对称分割为A,B两块试块,A,B试块上均应有细密相对称的淬火裂纹。试块分别标上A,B记号,以便使用时区分。
3.2 溶剂去除型着色渗透检测的实施步骤和技术要点
3.2.1 预处理
工件被检测部位及邻近的25 mm范围内不得有影响渗透检测的铁锈、氧化皮、焊接飞溅、铁屑、毛刺以及各种防护层等,如有可使用打磨、机加工或者其他方法去除。
3.2.2 预清洗
一般使用溶剂清洗剂进行预清洗。视表面状况,也可采用脱脂、超声波等清洗方法。
3.2.3 施加渗透剂
施加渗透剂前,应确保被检测部位是干燥的。一般使用喷涂或者刷涂的方式施加渗透剂,考虑工件尺寸或检测数量等原因,也可采用浇涂或者浸涂的方法。渗透的时间和温度应按相关标准或规程执行。
3.2.4 去除多余渗透剂
去除多余渗透剂时,应防止过清洗,严禁使用清洗剂冲洗被检表面。一般应用干燥、洁净不脱毛的布依次擦拭,直至大部分多余渗透剂被去除后,再用蘸有清洗剂的干净不脱毛的布或纸进行擦拭,不得往复擦拭。保留较淡的渗透剂背景是允许的,但不能干扰显示的评定。
3.2.5 干燥处理
采用溶剂去除多余渗透剂时,工件一般应在室温下进行自然干燥,也可进行擦拭干燥或者压缩空气干燥。
3.2.6 施加显像剂
应在多余渗透剂去除并干燥后尽快施加显像剂。施加显像剂前应充分地摇晃均匀,显像剂应薄而均匀地施覆于被检测表面,同时要保证足够的厚度,以提供足够的背景反差,增强缺陷显示效果。
3.2.7 观察、记录和评定
在显像剂干燥后,应在1060 min内连续观察、记录和评定。辨认细小显示可用5~10倍的放大镜进行观察。被检处可见光照度应不小于1 076 lx,可使用高亮度手电筒。缺陷的记录一般采用带有刻度尺的照片或录像,并带有编号标识,以便区分和保持追溯性。缺陷显示的评定按照相关的质量验收标准进行。
3.2.8 后清洗/后处理
观察和评定后,应尽快采用对被检工件无损害的方式清除渗透剂和显像剂的残留物,一般采用擦拭的方法。
3.3 低温着色渗透检测工艺鉴定
非标准温度下,采用铝合金试块对渗透材料、检测工艺参数等进行综合验证是一项十分重要的工作,也是确保检测有效性的重要手段。着色渗透检测时,可采用A,B试块法或者单试块法进行非标准温度着色渗透检测工艺的鉴定工作。
低温着色渗透检测工艺鉴定使用的渗透材料如表2所示。

表2 低温着色渗透检测工艺鉴定使用的渗透材料
铝合金试块的编号为175,在每次进行渗透检测前应确保试块表面彻底清洗且干燥。推荐在条件允许时使用超声波清洗,或者使用清洗剂彻底清洗。超声波清洗得彻底且方便,清洗剂清洗则需要反复多次才能彻底清洗,采用清洗剂和超声波清洗晾干后的铝合金试块,外观如图1,2所示。
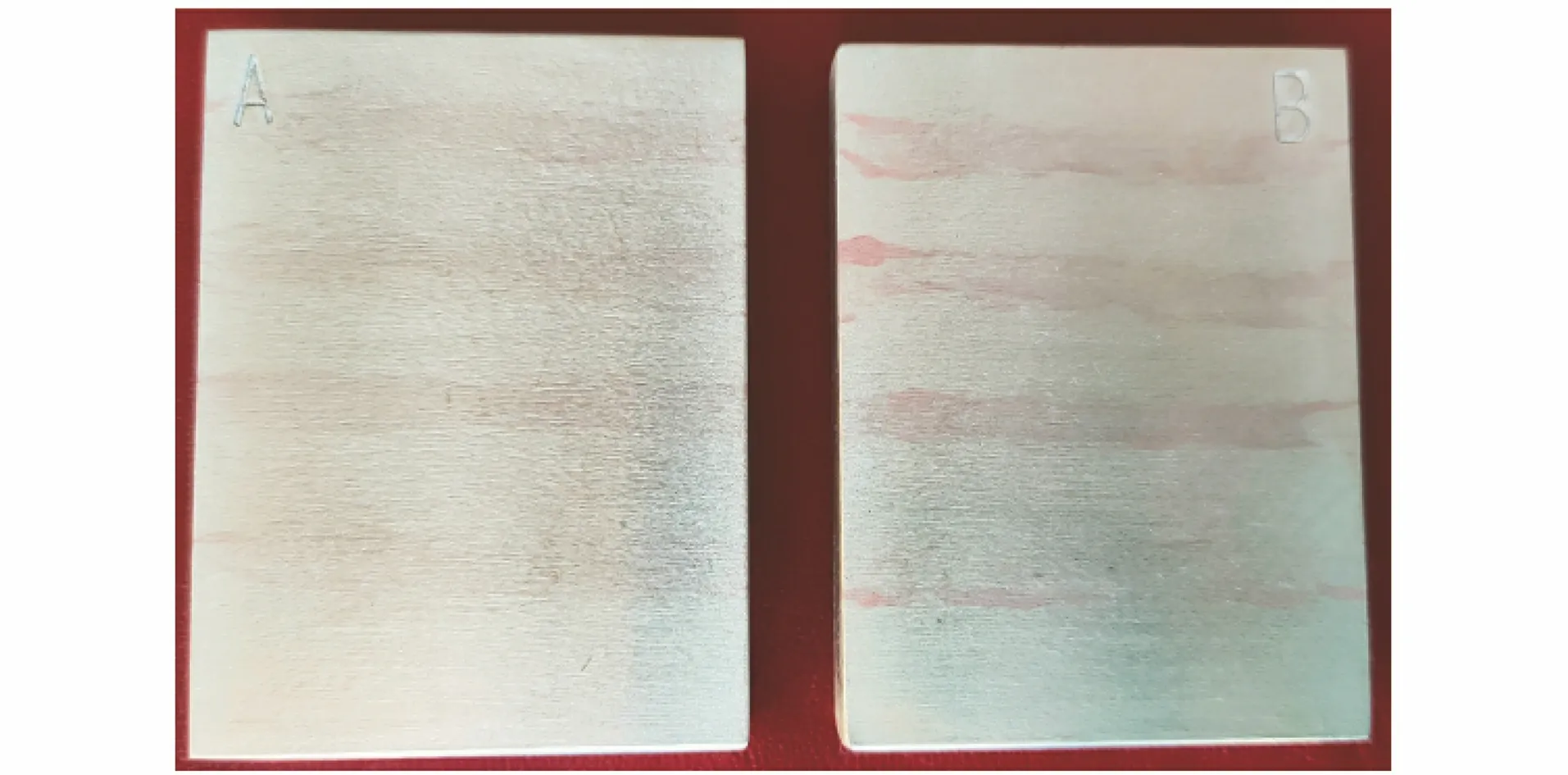
图1 采用清洗剂清洗晾干后的铝合金试块外观
使用的测温仪型号为FLUKE 62 Mini,可见光(白光)照度计型号为DE-3351。
3.3.1 A,B试块法
标识为“B”的铝合金试块用于低温条件下的渗透检测,标识为“A”的铝合金试块用于标准温度范围内的渗透检测。A,B试块法溶剂去除型着色渗透检测工艺参数如表3所示。
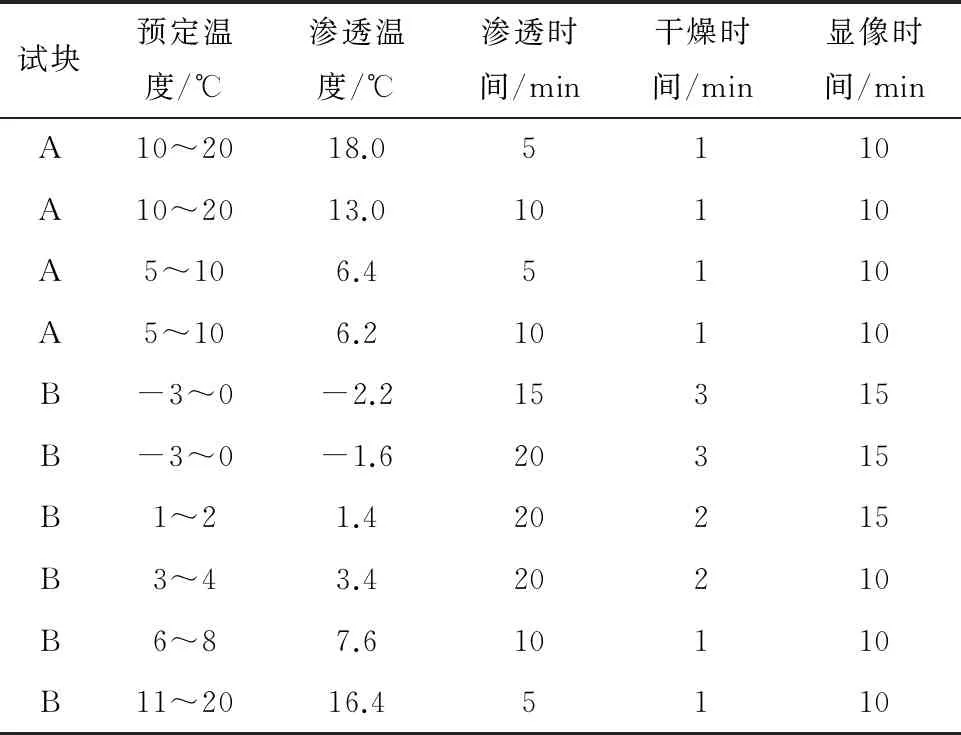
表3 A,B试块法溶剂去除型着色渗透检测工艺参数
A试块在不同温度,渗透时间分别为5,10 min的检测结果如图3,4所示。由图3,4可知,温度为5~10 ℃时,若只渗透5 min,很多细小裂纹显示不出,造成小缺陷的漏检。随着渗透时间的延长,将能更清晰、更完整地显示细小裂纹。温度大于10 ℃时,渗透时间为5 min和10 min铝合金试块的裂纹整体上差异不大。

图3 A试块在10~20 ℃,渗透时间分别为5,10 min的检测结果
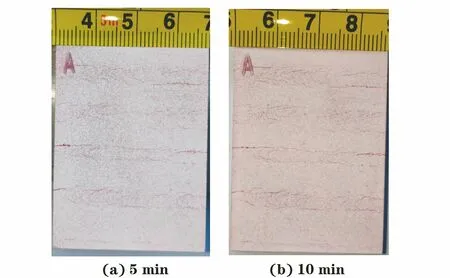
图4 A试块在5~10 ℃,渗透时间分别为5,10 min的检测结果

图5 B试块在-3~0 ℃,渗透时间为15 min的检测结果

图6 B试块在-3~0 ℃,渗透时间为2 0min的检测结果
B试块在-30 ℃,渗透时间分别为15,20 min的检测结果如图5,6所示,可见,温度为-3~0 ℃时,渗透时间为20 min较15 min可获得缺陷更清晰的显示,但更小的缺陷均未显示。要想发现更小的缺陷显示,需要更长的渗透时间。
B试块在不同温度,渗透时间为20 min的检测结果如图7,8所示。由图7,8可知,温度为1~5 ℃,渗透时间为20 min时,可获得满意的检测结果。

图7 B试块在1~2 ℃,渗透时间为20 min的检测结果

图8 B试块在3~4 ℃,渗透时间为20 min的检测结果
B试块在68 ℃,渗透时间为10 min的检测结果如图9所示。由图9可知,温度为6~8 ℃,渗透时间10 min时,可获得满意的检测结果。
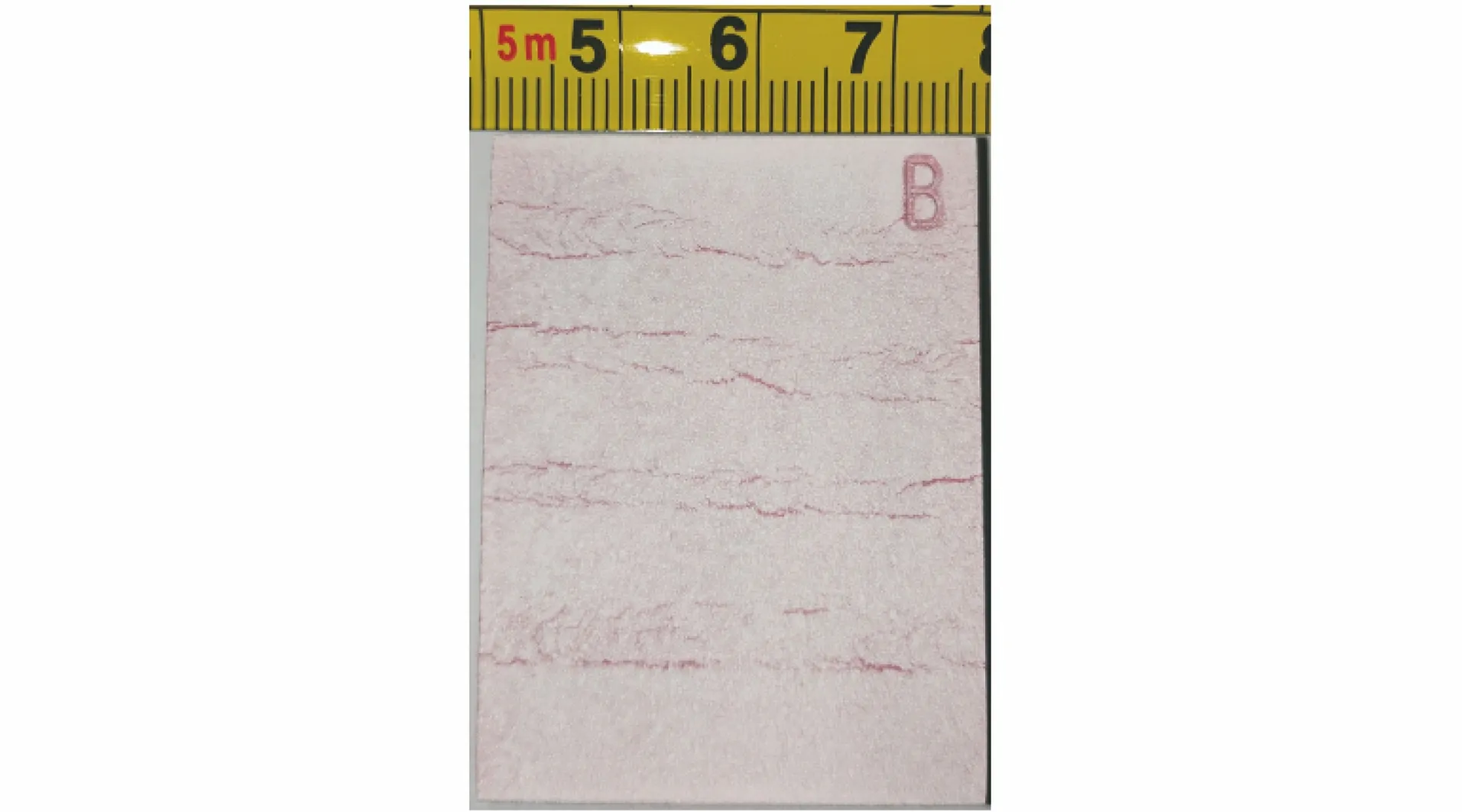
图9 B试块在6~8 ℃,渗透时间为10 min的检测结果
B试块在1120 ℃,渗透时间为5 min的检测结果如图10所示。由图10可知,温度大于10 ℃,渗透时间为5 min时,可获得满意的检测结果,渗透时间对铝合金试块上裂纹显示的效果影响不大。

图10 B试块在11~20 ℃,渗透时间为5 min的检测结果
3.3.2 单试块法
采用着色渗透检测时,也可采用单试块法开展低温鉴定或验证工作。
具体方法为:对非标准温度下的渗透检测,采用照相的方法将其显示拍摄下来;对标准温度下的渗透检测,采用与之前相同的照相方法将显示拍摄下来;对比前、后两张照片的显示情况,以确定低温条件下渗透检测工艺的有效性。每次采用此方法进行渗透检测前,应确保铝合金试块经过彻底清洗(可采取超声波清洗或者溶剂清洗的方法)和干燥处理,否则将严重影响实际的检测效果。单试块法溶剂去除型着色渗透检测工艺参数如表4所示。
A试块在01 ℃,渗透时间分别为5,15 min的检测结果如图11所示,可见,渗透温度低于5 ℃时,渗透时间对检测结果的影响很大。
A,B试块分别在不同温度、不同渗透时间的检测结果如图1215所示,由图12,14可知,在5~10 ℃,渗透时间只有5 min时,铝合金试块上的部分细小裂纹显示明显,缺陷显示模糊,但不影响对较大缺陷的检出。在实际检测中,应在确保缺陷有效检出的情况下兼顾检测效率,选用合适的渗透时间。
表4 单试块法溶剂去除型着色渗透检测工艺参数
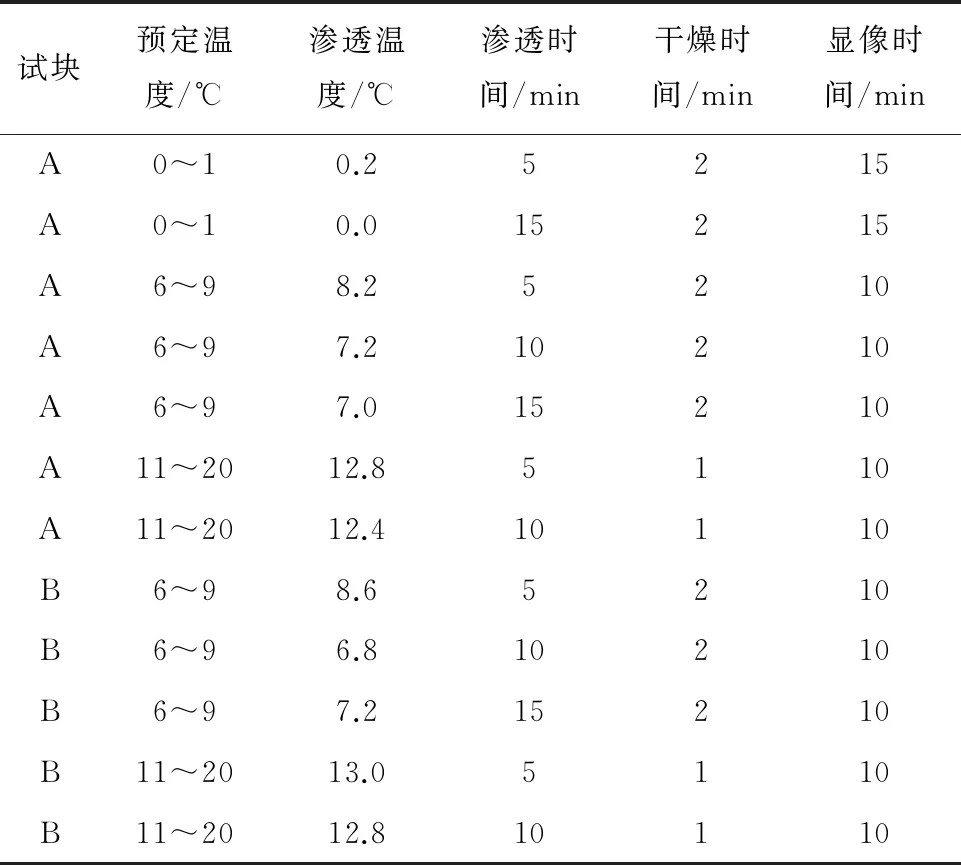
试块预定温度/℃渗透温度/℃渗透时间/min干燥时间/min显像时间/minA0~10.25215A0~10.015215A6~98.25210A6~97.210210A6~97.015210A11~2012.85110A11~2012.410110B6~98.65210B6~96.810210B6~97.215210B11~2013.05110B11~2012.810110
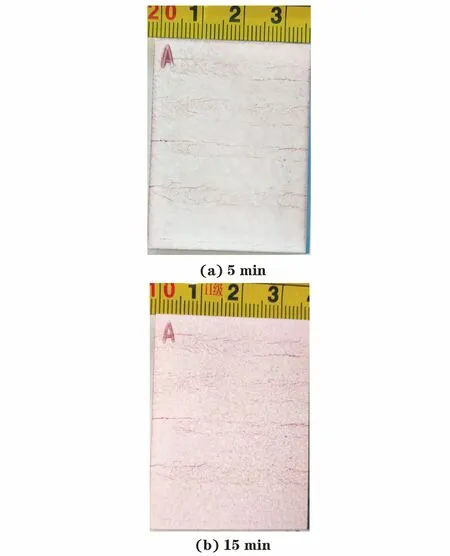
图11 A试块在0~1 ℃,渗透时间分别为5,15 min的检测结果
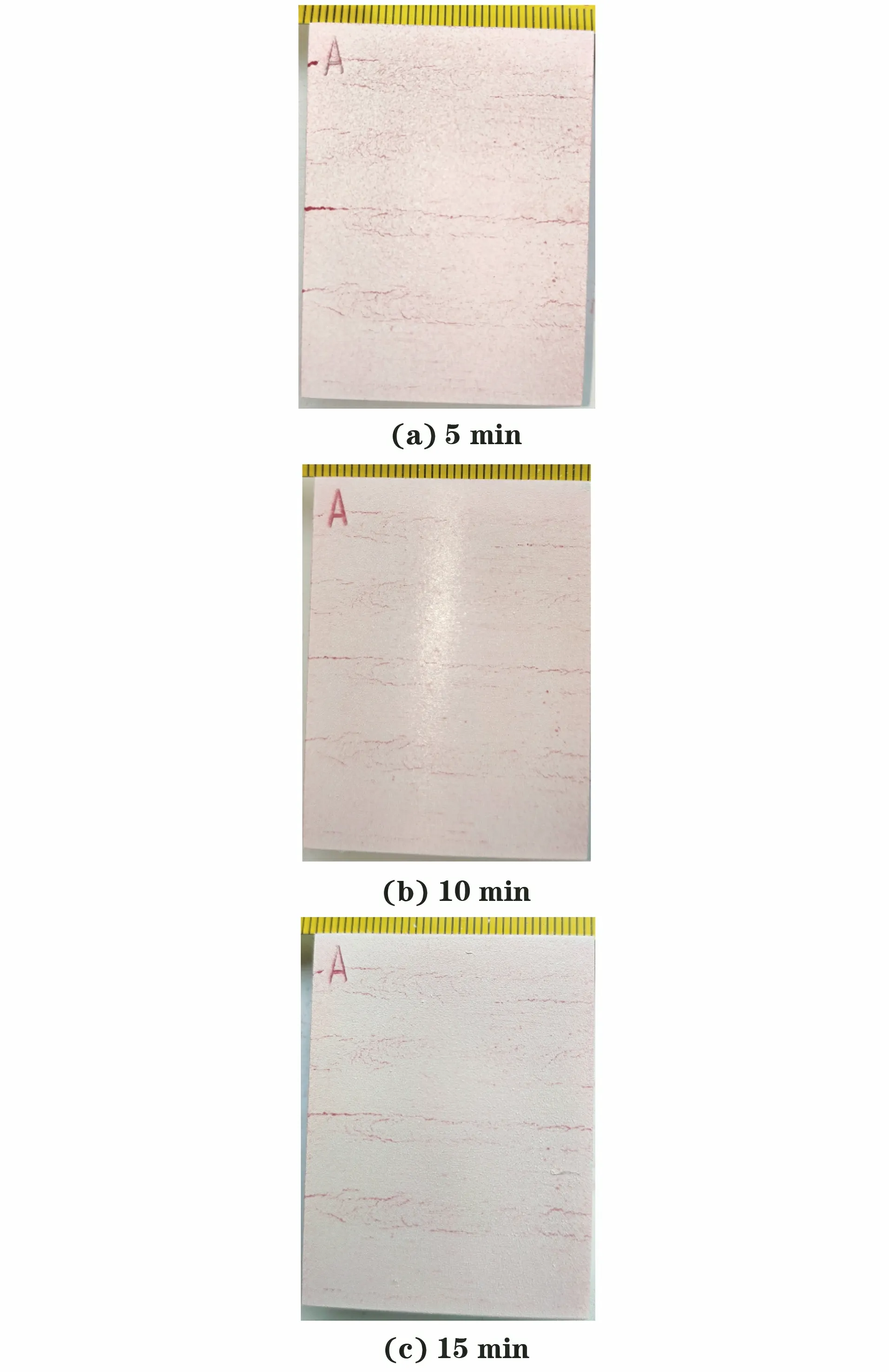
图12 A试块在6~9 ℃,不同渗透时间的检测结果
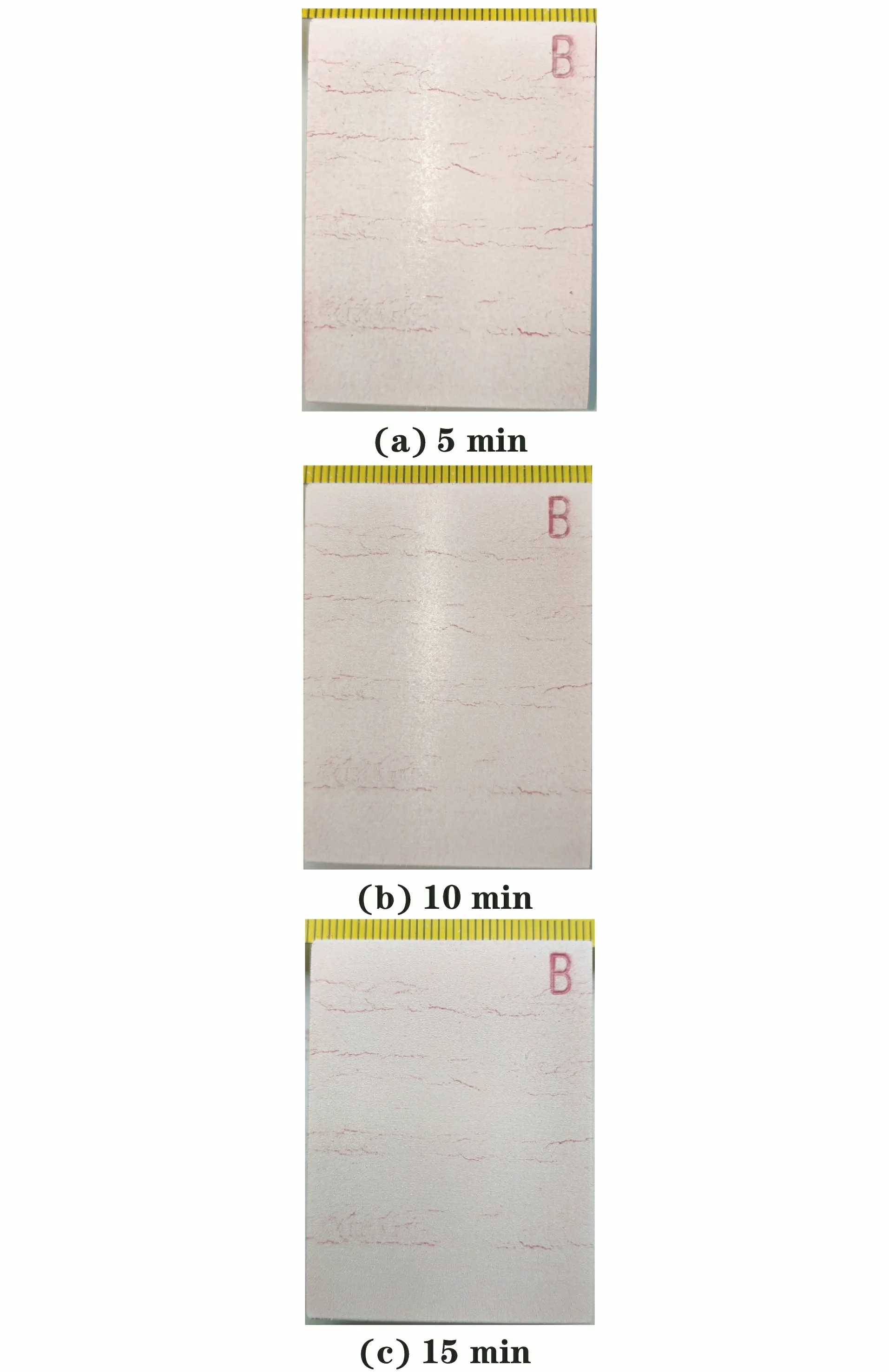
图14 B试块在6~9 ℃,不同渗透时间的检测结果
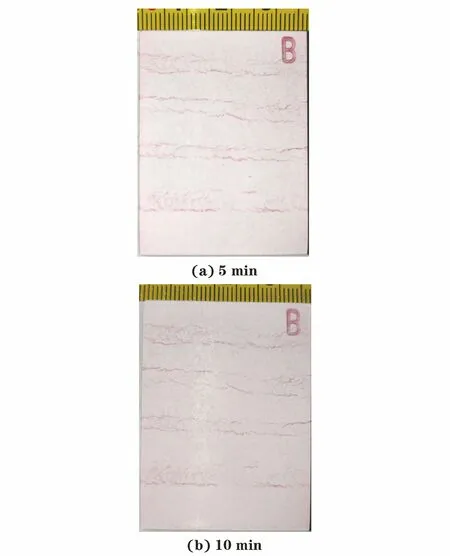
图15 B试块在11~20 ℃,渗透时间分别为5,10 min的检测结果
由图13,15可知,在11~20 ℃,渗透时间分别为5,10 min时铝合金试块裂纹缺陷的检出效果差别不大。随着温度的升高,渗透剂的渗透能力也增强,有利于提高渗透检测的灵敏度,但一般不应超过标准允许的上限温度。
4 结语
详细介绍了非标准温度下,采用A,B试块法及单试块法分析溶剂去除型着色渗透检测工艺参数鉴定的方法。为非标准温度条件下实施渗透检测提供了值得借鉴的措施和方法。
另外,着色渗透检测的灵敏度除了受被检测对象的温度影响外,还与检测人员责任心[3]、操作规范性、渗透材料质量、检测工艺参数的控制、表面光照条件等因素有关。
猜你喜欢
轻纺工业与技术(2022年6期)2023-01-24 12:17:28
江苏卫生保健(2022年7期)2022-07-26 06:59:54
科学技术创新(2022年1期)2022-02-19 09:20:42
商品与质量(2021年15期)2021-04-21 04:56:04
科学技术创新(2021年3期)2021-01-22 07:46:46
化学与粘合(2020年4期)2020-09-11 12:20:46
同位素(2020年4期)2020-08-22 02:30:22
科学与财富(2018年19期)2018-08-20 19:01:38
大型铸锻件(2015年4期)2016-01-12 06:35:21
无损检测(2015年12期)2015-10-31 03:14:04