
电极无人稼动加工装置在数控机床应用研究
2021-12-09 22:49于强郭立宇杜威刘新裕
内燃机与配件 2021年23期
于强 郭立宇 杜威 刘新裕

摘要: 模具生产中电极加工时使用的夹具,由于受成本限制,导致现场使用的数量极少,无法满足实际生产需求,同时夹具长期使用,维修成本高。从电极的加工设计工艺、工装夹具等方面展开了研究,通过采用组合电极的加工设计、特殊组合夹具设计制作等方法,得到了实际有效的解决方案,减少了操作者的辅助时间,加工效率得到了很大的提高,夹具维修得到了控制,降低了夹具维护费用,满足了现场电极生产任务需求,实现了机床24小时无人稼动。
Abstract: Because of the limit of cost, the Jig used in mold production can not meet the actual production demand, and the Jig used for a long time, the maintenance cost is high. From the electrode processing design process, fixture and other aspects of the study, through the use of composite electrode processing design, the design and manufacture of special composite fixture, the practical and effective solution was obtained, the assistant time of the operator is reduced, the processing efficiency is greatly improved, the maintenance of the fixture is controlled, the maintenance cost of the fixture is reduced, the requirement of the field electrode production task is satisfied, and the machine tool can be operated 24 hours without human operation.
关键词: 组合电极加工设计;特殊夹具设计制造;实现无人稼动运转
Key words: combination electrode processing design;special fbdture design and marufacture;realise unmanned operation
中图分类号:TP273 文献标识码:A 文章编号:1674-957X(2021)23-0080-02
0 引言
在模具生产中放电加工在现代模具制造中是不可或缺的一个工序,是针对高硬度、深型腔等采用一般的加工手段难以加工的替代方法。电极是放电加工的“刀具”,是EDM放电加工中不可缺少的工具之一,电极精度直接影响放电工段加工产品品质的好坏,因此,提升电极加工技术确保电极品质是保证放电加工精度的前提。[1]
电极的制作主要方法是在数控机床上加工出来的,加工所采用装夹方式很多,如:3R夹具、EROWA夹具、电极夹头等等,这些专用夹具市场价格昂贵、使用部位元件易损坏,维修费用高、周期长,严重影响实际加工任务。组合电极在模具加工中效率非常高,同时在材料的节约方面相对传统的单个电极大大地节约原材料。合理的电极加工设计方案和性价比较高且又能满足电极生产使用需求的夹具,能有效的减轻编程者工作量和减少操作者的辅助时间,对提高机床的加工效率,对实现机床无人稼动的研究提供了较大的帮助。
1 电极的设计与工艺分析
1.1 电极设计形式
電极设计形式通常有两种:一是独立的单体电极;一是组合电极。
1.1.1 独立的单体电极
单体电极如图1所示,单体电极主要针对小件简单模型零件加工。
1.1.2 组合电极
所谓组合电极,就是结构相差不大的电极组合在一起同时放电,但是组合电极要求结构相差不大就是要符合组合电极的高矮、宽窄、结构相近的原则。常用的组合有以下两种:
①将同一镶块同一放电位置的多个电极组合在一起,放电时只要旋转电火花的夹具角度就可以实现多次放电,组合电极见图2(a)。
②将电极结构相近的电极组合在一起,一次放电可以完成多个工位的加工,组合电极见图2(b)。[2]
2 电极工装夹具结构及工艺分析
电极工装夹具的作用:
电极工装夹具的主要作用是辅助工人快速地装夹电极毛坯;能够减轻编程员的工作强度,许多电极在一起编程时,只是相当于编一个稍微复杂一些的工件的程序,在相同的时间里,能完成更多电极的编程作业。[3]
2.1 常规工装夹具结构及加工工艺分析
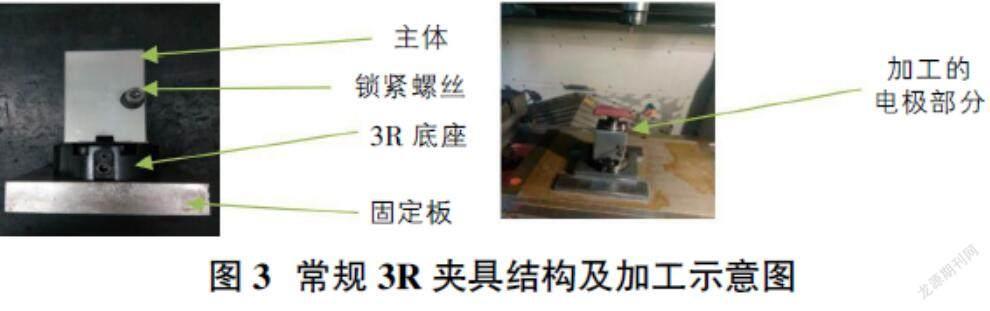
常规工装夹具有:3R夹具、EROWA夹具、电极夹头等等,大多数采用液压张力螺丝锁紧的方式进行夹紧,常规3R夹具结构及加工方式如图3所示。
如图3类似这样的工装夹具存在问题主要有以下几个方面:①夹具市场价格昂贵,购买成本高。②受购买成本的限制,现场使用的数量少,满足不了实际加工使用需求。③夹具长期频繁使用元件已损坏,维修周期长、费用高。
④夹具底座整体体积较大,能安装到机床上的数量少,无法实现24小时无人稼动。
2.2 特制组合工装夹具结构及加工工艺分析
2.2.1 特制組合工装夹具结构示意图
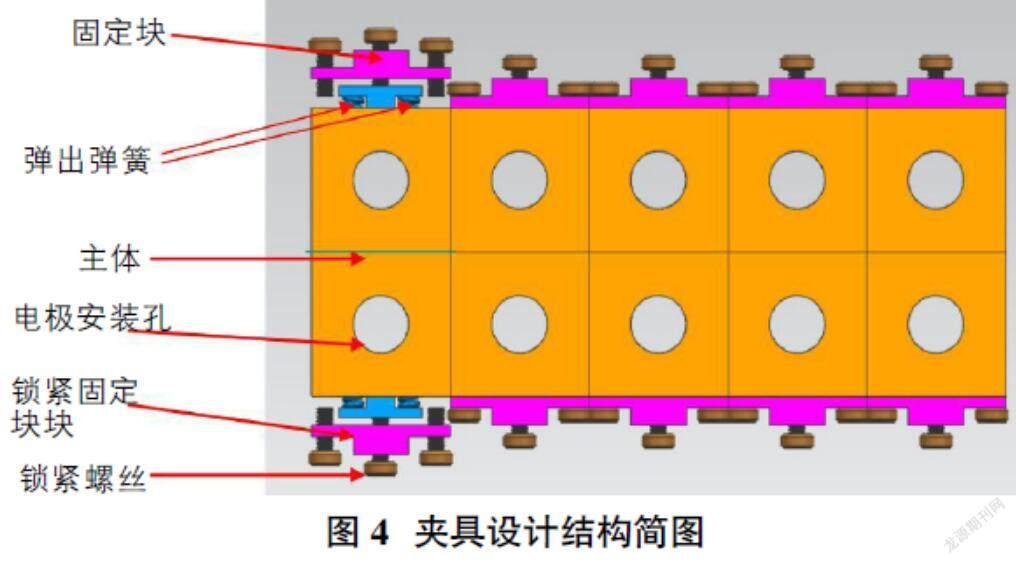
此组合专用工装夹具采用双弹簧推动锁块锁紧和弹出的机械结构,采用夹具圆孔内壁进行定位,夹具设计结构见图4。
2.2.2 特制组合工装夹具工作及加工原理
此组合工装夹具优点:
①此结构便于操作者作业操作;
②制造成本低、内部元件不易损坏、更换元件费用低、维修周期短;
③使用灵活性强,不受任何电极加工的制约,可随时更换要加工的电极;
④便于单体电极或组合电极临时组合加工;
⑤一次加工的数量多,能够满足机床无人稼动生产对夹具的需求。
3 电极加工分析及特制组合工装夹具在实际加工中应用,实现无人稼动
3.1 对于独立的单体电极加工
编程人员需要不断的进行大量的数据导入和导出操作,增加了编程人员的编程工作量;单件加工相对时间短,操作者需要反反复复装卸电极,给操作者操作带来不便,增加了操作者辅助时间,加工效率受到很大的影响。
3.2 组合电极的加工
编程人员和操机人员的工作量得到了减少,但是增加了设计人员的电极设计工作量;同时也增加了毛坯原材,加工时浪费大量的切削时间。组合电极加工虽然减少电极装卸次数,但是由于夹具和机床等因素的影响,一次加工的时间相对还是较短,满足不了机床稼动运转的条件。
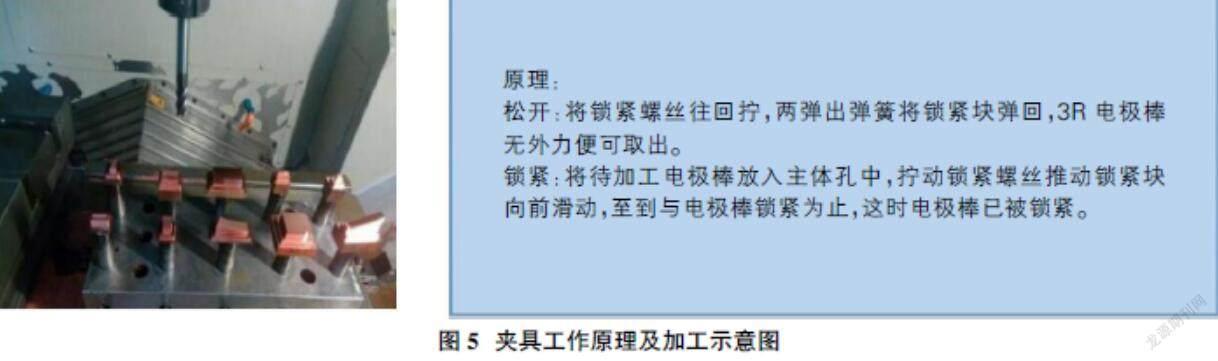
3.3 特制组合工装夹具在单体电极和组合电极实际加工中应用
加工时,将单体电极按照特制组合工装间距尺寸组合为临时的组合电极,或将组合电极也按照特制组合工装间距尺寸再次组合为临时的组合电极,夹具工作原理及加工方式如图5所示。这样解决了单体电极由于加工时间短,反反复复装卸电极,增加了操作者辅助时间的问题;同时也解决设计人员设计组合电极的工作量,只需编程人编程时将单体电极或组合电极进行组合为临时组合电极进行编程即可。同时特制组合工装夹具一次可加工十多种单体电极或多种组合电极,加工时间是单体电极或组合电极的十多倍,远远满足无人稼动运转的条件,实现无人稼动。
4 结束语
本文对机床无人稼动所需要的各条件因素和存在的问题进行了详细的分析,并通过改变电极加工设计工艺和设计制造专用夹具,不仅实现了机床无人稼动,同时也减轻了设计、编程和加工人员的工作量,降低原材料成本,工作环境得到了明显的改善,工作效率得到了很大的提高,具有很好的应用前景和推广价值。
参考文献:
[1]汪平.电极的加工讲解.新员工教材,2019.
[2]李利宁.组合电极在注射模加工中的应用[J].模具制造,2009.
[3]詹建新.简易工装夹具在加工电极中的应用[J].模具制造,2013.
