
快捷的冲压坯料尺寸计算方法
2021-12-09 22:52:45李轩思徐慧芳谭艳
科技信息·学术版 2021年33期
关键词:三维建模
李轩思 徐慧芳 谭艳

摘要:方法避免了对坯料尺寸的繁琐的公式计算与验算,通过solid works 三维建模快捷得出冲压成型前所需要的合理的毛坯料尺寸,压制后不用进行二次切割,降低材料损耗,提高了经济效益。
关键词:solid works 三维建模 冲压成型 坯料计算
毛坯料(板材)通过模具用冷、热压(或者旋压)等加工方法制成零件的工艺过程称谓冲压。冲压工艺中,除了模具设计外,另一项重要的工作,就是确定经济合理的坯料尺寸。
对于一些形状规则、简单的零件,坯料尺寸的计算还是比较方便的;而对结构形状复杂的大型零件,计算工作就比较繁琐。不但要多次、多公式反复进行计算、验算,同时为避免发生坯料尺寸不足导致的成型后零件不符合图纸要求的情况,还需要在计算值之外再增加一部分裕量(安全系数)。这些后加的材料,一些可能是弥补了坯料计算中缺少的部分,但大部分富余的材料会在成型后被二次处理掉。
运用solid works三维软件,在完成零件的模型绘制后,使用其自有的“测量”功能,得出零件的表面积,轻松、准确地换算成 冲压前坯料的大小尺寸,可以有效地规避成型后的二次切割和材料损耗,提高经济性以及工作效率。
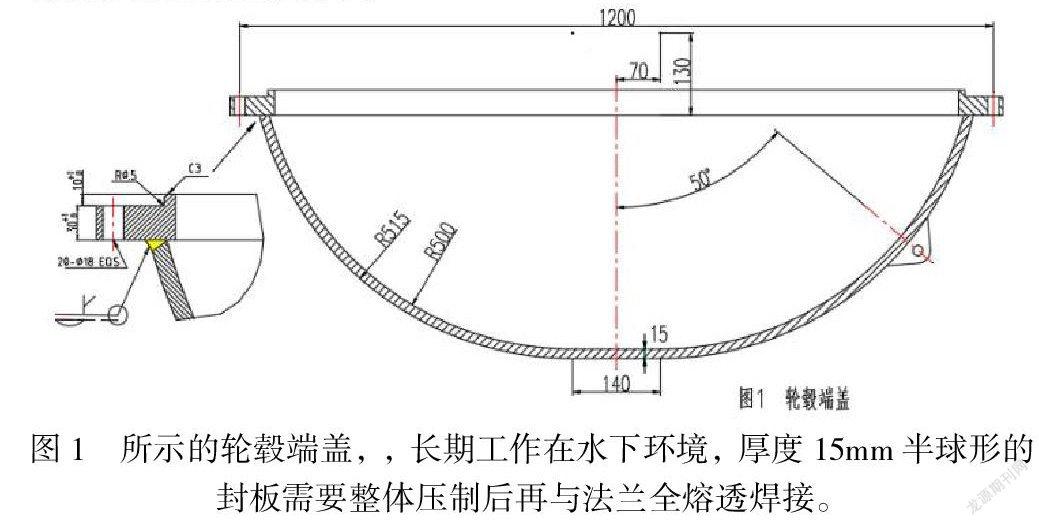
图1 所示的轮毂端盖,,长期工作在水下环境,厚度15mm半球形的封板需要整体压制后再与法兰全熔透焊接。
采用solid works 三维建模功能对半球形端盖所需坯料尺寸的具体演算过程如下。
1.打开solid works,新建一文档,选择任一基准面为绘图平面,绘制模型草图(图2)。
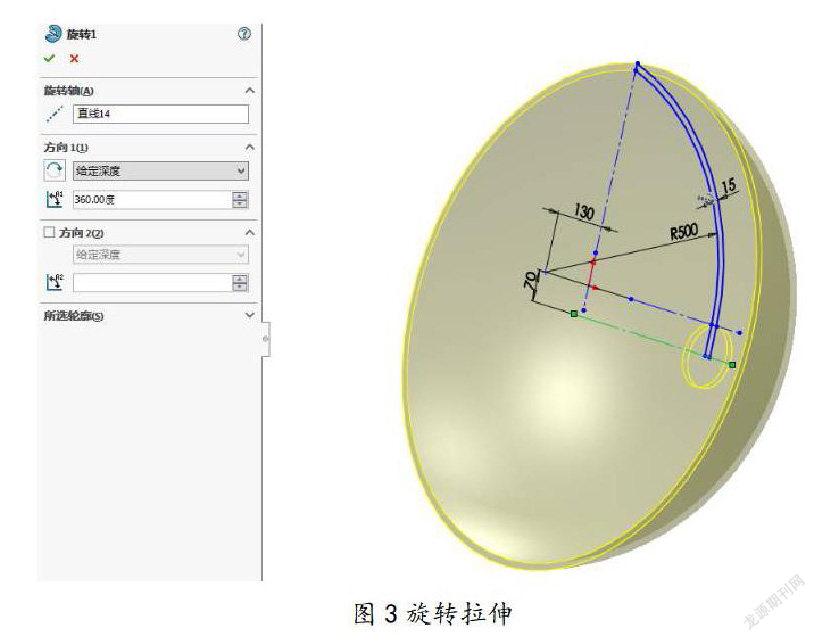
2.对草图旋转拉伸(草图以水平中心线为旋转轴,旋转360°),形成端盖实体(图3)。
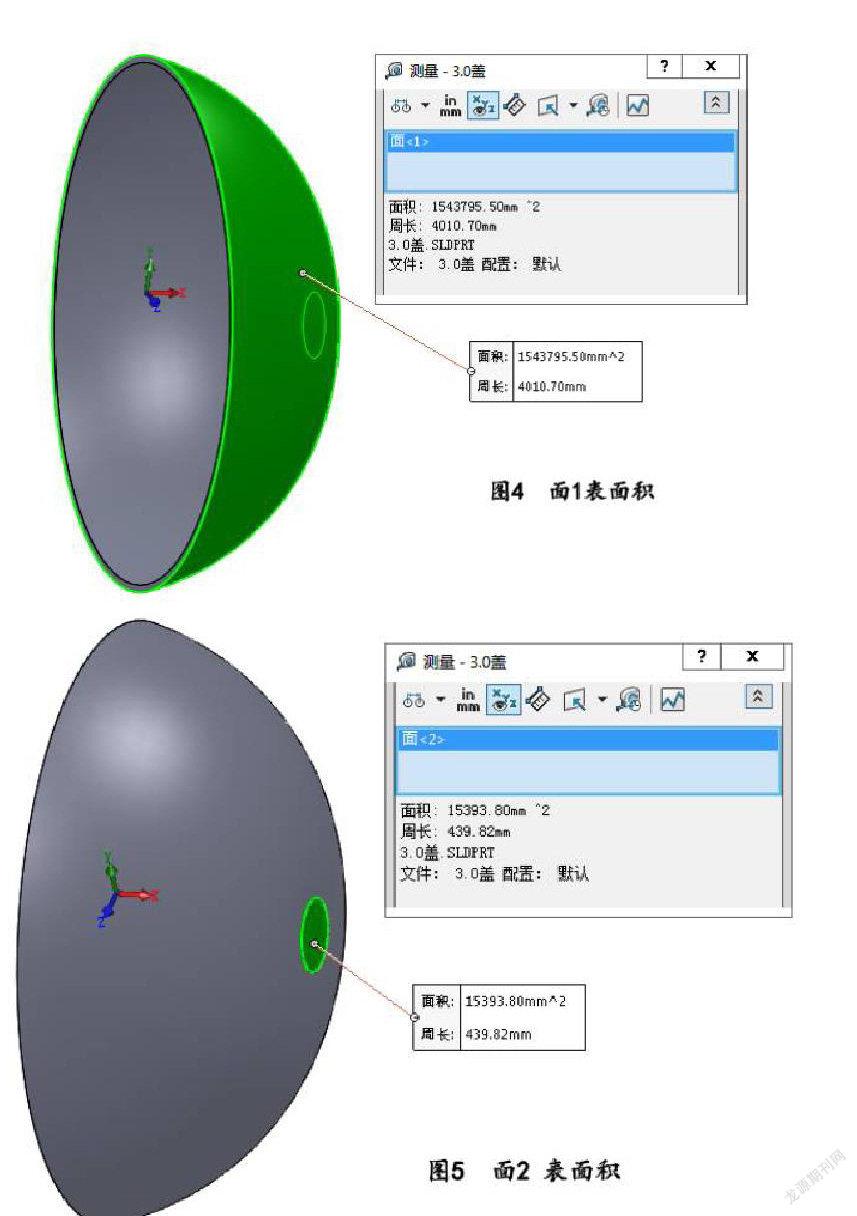
3.点击 solid works 软件的“测量”工具,选择实体的外部轮廓(此时颜色变成草绿色),得出实体外部“面1”(图4)的表面积 1543795.5 mm和“面2”(图5)的表面积 15393.8 mm,合计总的面积1559189.3 mm。
4.推算坯料直径。面积A=πr=1559189.3mm,半径r=![]() =
=![]() ≈704.5mm,因此初步設定毛坯料的直径1409mm。
≈704.5mm,因此初步設定毛坯料的直径1409mm。
此端盖采用凹、凸模冷冲压工艺,同时工件的线型过渡圆滑,成型过程中不存在壁厚减薄、增厚的情况,无需考虑增减料。因此,确定毛坯件按照Φ1409mm下料,在冲压成型后,实测工件尺寸完全达到设计要求。
结论:经生产验证,通过此计算方法得到的坯料尺寸准确、可靠,压制后修边量小,经济实用。
参考文献:
[1]杨黎明 机械零件简明设计手册 兵器工业出版社 1992.2
[2]吴宗泽、冼建生 机械零件设计手册 机械工业出版社 2013.10
[3]上官林建 solid works三维建模及实例教程 北京大学出版社 2009.5
[4]陈祝年 焊接设计简明手册 机械工业出版社 1997.3
猜你喜欢
软件导刊(2016年12期)2017-01-21 15:49:59
东方教育(2016年21期)2017-01-17 21:11:27
计算技术与自动化(2016年4期)2017-01-11 14:14:57
中小企业管理与科技·上旬刊(2016年12期)2017-01-05 00:09:51
科学与财富(2016年15期)2016-11-24 13:20:11
中小企业管理与科技·下旬刊(2016年11期)2016-11-18 08:18:07
电脑知识与技术(2016年24期)2016-11-14 00:38:44
商(2016年30期)2016-11-09 20:12:58
科技视界(2016年16期)2016-06-29 18:34:41
科技视界(2016年16期)2016-06-29 17:22:46
