
废水汽提塔运行不稳定的原因和优化改造
2021-12-07 02:29白文彦赵省军郑亚娜
中国氯碱 2021年11期
白文彦,赵省军,郑亚娜
(陕西北元化工集团股份有限公司,陕西 榆林719319)
陕西北元化工集团股份有限公司100万t/a聚氯乙烯项目,有2套处理能力8 m3/h废水汽提处理装置,聚合和供料回收产生的含氯乙烯废水,送入供料回收废水罐通过废水汽提进塔泵送往废水汽提塔,经废水汽提塔处理后气相氯乙烯送至回收气柜回收,废水通过废水汽提塔出塔泵送往干燥母液水池。该装置自开车以来,废水汽提塔运行不稳定,经处理后的废水含氯乙烯经常大于36 mg/m3,原设计根据(GB 16279-1966)《大气污染物综合排放标准》要求含氯乙烯指标<36 mg/m3,为解决这一问题,公司通过一系列改造,提高了废水汽提塔稳定运行时间,降低了废水中氯乙烯含量,达到国家排放标准,减少了废水对环境的污染。
1 工艺流程及原理
聚合和供料回收等产生的含氯乙烯废水,进入供料回收废水罐内,废水通过废水汽提进塔泵,经废水过滤器过滤,板式换热器换热后进入废水汽提塔中。底部上升的蒸汽与塔顶进入的废水逆流接触,将废水中氯乙烯脱出,形成氯乙烯和蒸汽的混合气体,利用氯乙烯和水的沸点不同,塔顶冷凝器将蒸汽冷凝回流入塔内,而不凝的氯乙烯气体回收到气柜再次利用[1],最后由废水汽提出塔泵将脱除氯乙烯气体的废水经板式换热器换热后送往干燥废水池,工艺流程示意图见图1。

图1 废水汽提塔工艺流程示意图
2 “鱼骨刺”分析
鱼骨刺图能够清晰、明确梳理出造成废水汽提塔不稳定运行的的主要原因,见图2。

图2 废水汽提塔不稳定运行的原因排查方案“鱼骨刺图”
3 废水汽提塔运行不稳定的原因分析
3.1 人的因素
废水汽提塔塔盘温度低、进塔流量低等,若岗位操作人员不能及时发现或处置不到位,造成废水中氯乙烯不能很好挥发脱除,废水中氯乙烯含量高。
3.2 机的因素
3.2.1 板式换热器堵塞
废水通过废水进塔泵经板式换热器进入废水汽提塔,废水中夹带的PVC颗粒会沉积在板式换热器内部堵塞板换,导致进水流量变小,与废水汽提塔脱除后废水不能很好的进行传质传热,影响废水汽提塔沸腾,且进水不均匀易导致板式换热器密封垫损坏,废水进出水互串造成废水汽提处理不能连续、稳定运行,处理后的废水中氯乙烯含量高。
3.2.2 进塔流量计堵塞或卡阻
废水汽提塔进水流量、塔底液位依靠进塔浮子流量计进行串联调节控制。有时进塔流量计浮子堵塞或卡入物料,若岗位人员判断不到位,会导致废水汽提塔进塔流量偏高或偏低,造成塔底液位不稳定、废水在汽提塔沸腾不好和塔温波动等,也会造成废水汽提塔运行不稳定,处理后的废水氯乙烯含量高。
3.3 PVC料的因素
原设计废水罐进口无过滤器等沉降设备,导致进入废水罐中的废水中夹带的PVC颗粒沉积在废水罐底部,造成废水汽提进塔泵进口堵塞,抽水量不足,使得进塔流量低,塔底液位不稳定,进塔蒸汽出现浪费,增加了塔顶冷凝器运行负荷,影响废水汽提塔稳定运行,且废水罐液位不能及时降低,还会造成回收管积水导致聚合釜出料回收压力高,需停止聚合釜出料,降低釜的利用率。
3.4 法的因素
进塔流量计故障或堵塞、废水泵不打压或废水罐液位计不准确等,造成废水汽提塔进塔流量偏高或偏低,塔底液位波动大、废水汽提塔沸腾不好、塔温波动大,造成废水汽提塔运行不稳定。
3.5 环的因素
运行过程中要求废水汽提塔塔盘温度在90~110℃,通过板式换热器换热后的进水指标:一期55~60℃、二期60~65℃,因废水汽提塔进塔水温度偏低和塔底液位不稳定,导致废水进入废水汽提塔内不能很好的沸腾,造成废水汽提塔出水氯乙烯含量>36 mg/m3,达不到原设计标准,具体数据见表1。

表1 废水汽提塔改造前出水氯乙烯含量数据检测
4 优化改造
4.1 人的因素管控
严格落实DCS人员和岗位人员巡回检查,加强对异常指标判断和废水汽提塔运行不稳定操作的针对性培训,提高工艺系统控制水平和异常处置判断能力。
4.2 机的因素管控
4.2.1 换热器改造
针对废水输送中夹带的PVC树脂在废水换热器内堆积堵塞,导致换热后的进塔废水温度低,将原板式换热器改造为换热面积为150 m2的螺旋板式换热器,经过对换热器改造,废水汽提塔进塔废水与出塔废水能很好的进行热量交换,进塔废水温度从50~55℃提高到62~75℃,提高了进塔废水温度,稳定了废水汽提塔内废水沸腾,处理后的废水中氯乙烯含量<36 mg/m3,改造工艺流程示意图见图3。
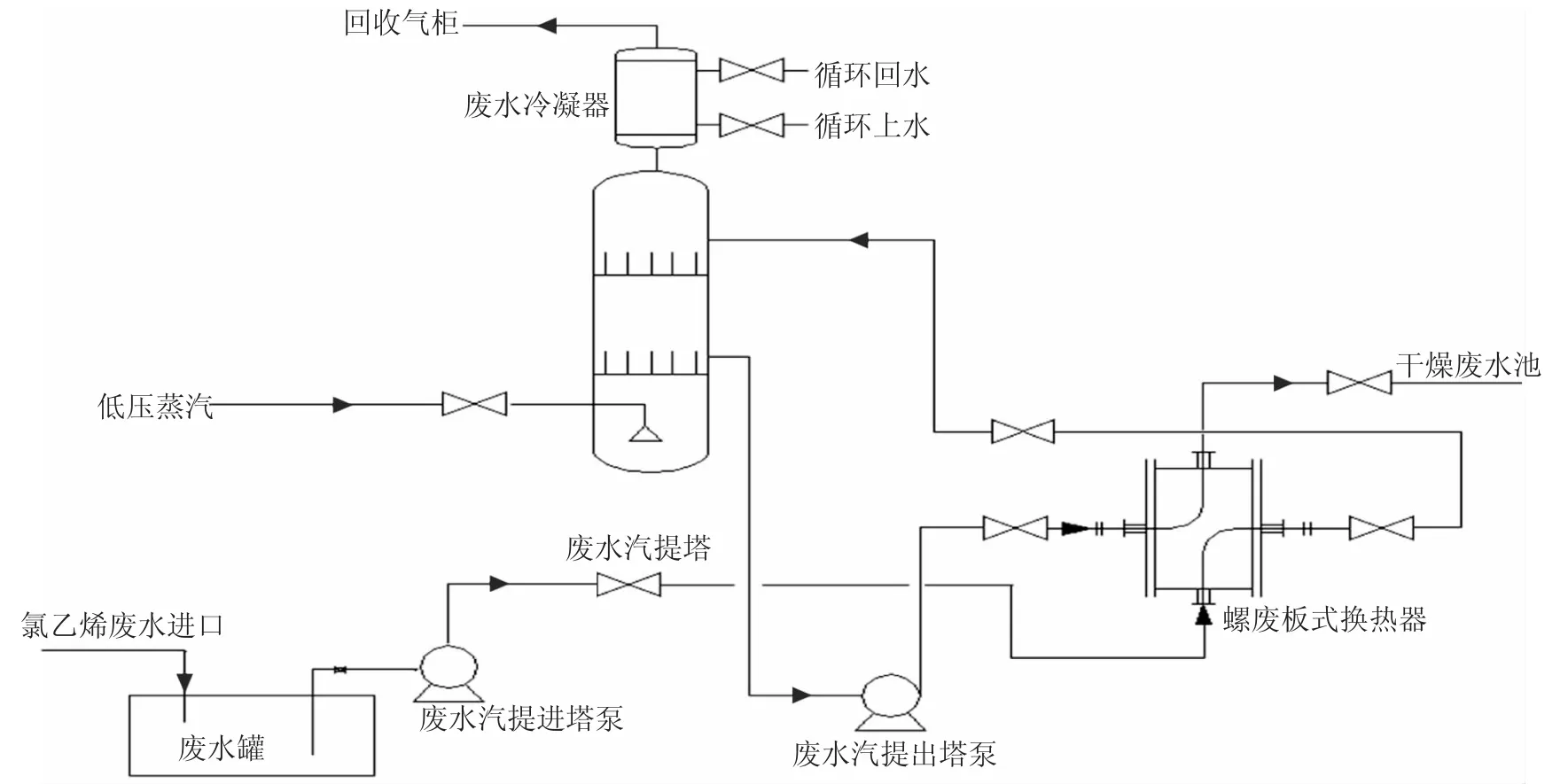
图3 板式换热器改造为螺旋板式换热器工艺流程示意图
4.2.2 进塔流量计更换
针对原浮子流量计在运行过程中易卡或堵塞,导致废水进塔流量不稳定,造成废水汽提塔运行不稳定,将废水汽提塔进塔浮子流量计改造为电磁流量计,便于岗位人员对进塔废水流量的监控和异常处置,确保了废水汽提塔稳定运行。
4.3 积料管控
4.3.1 定期清理废水罐内积料
废水罐内部长周期运行的PVC沉积料,要求班组定期清理,不因罐底部积料导致废水进塔泵抽水量降低,影响废水汽提塔稳定运行。
4.3.2 废水罐进口管线增加缓冲罐为降低进水中夹带的PVC颗粒沉积在废水罐内部,在废水罐进水总管处增加分离罐,将氯乙烯废水中含有PVC料在分离罐内沉淀与分离,固态PVC料在分离罐内沉淀,清水进入废水罐,并定期对分离罐内PVC积料进行清理,避免了废水泵和换热器堵塞,稳定了废水进塔流量。工艺流程示意图见图4。
4.4 法的因素管控
针对进塔流量计故障或堵塞、废水泵不打压或废水罐液位计不准确等:(1)将进塔浮子流量计更换为电磁流量计;(2)将废水进塔泵开式叶轮更换为闭式叶轮,并定期对叶轮部位堵塞物料进行清理;(3)每3个月对废水罐液位计进行标定和清理液位计探头黏附物,确保废水进塔流量稳定。
4.5 环的因素管控
严格控制废水汽提塔塔盘温度指标在90~110℃,进塔废水温度指标>65℃,并要求废水汽提塔进塔流量>2 m3/h,控制了塔盘温度、进塔废水温度和进塔流量,处理后的废水中氯乙烯含量<36mg/m3。
4.6 其他管控措施
经过上述定期清理废水罐内PVC积料、进口增加缓冲罐、更换换热器、流量计等一系列的优化和改造措施,废水汽提塔能连续稳定运行,废水汽提塔处理后的废水氯乙烯指标符合初始设计<36 mg/m3要求,但是根据国家新标准GB 15581-2016《烧碱、聚氯乙烯工业污染物排放指标》,要求含氯乙烯指标<10 mg/m3,对此公司在原改造基础上继续进行优化改造,具体如下。

图4 废水罐进水总管增加分离罐工艺流程简图

图5 新增螺旋板式换热器和凉水塔工艺流程简图
在原来新增板换出口管线又新增1台换热面积为25 m2的螺旋板式换热器,进行传质传热后,再次经新增1台凉水塔进行换热后,最后通过新增废水输送泵送往公用工程母液水处理,将处理后的废水含氯乙烯指标从36 mg/m3降至10 mg/m3,符合国家标准,工艺流程示意图见图5。
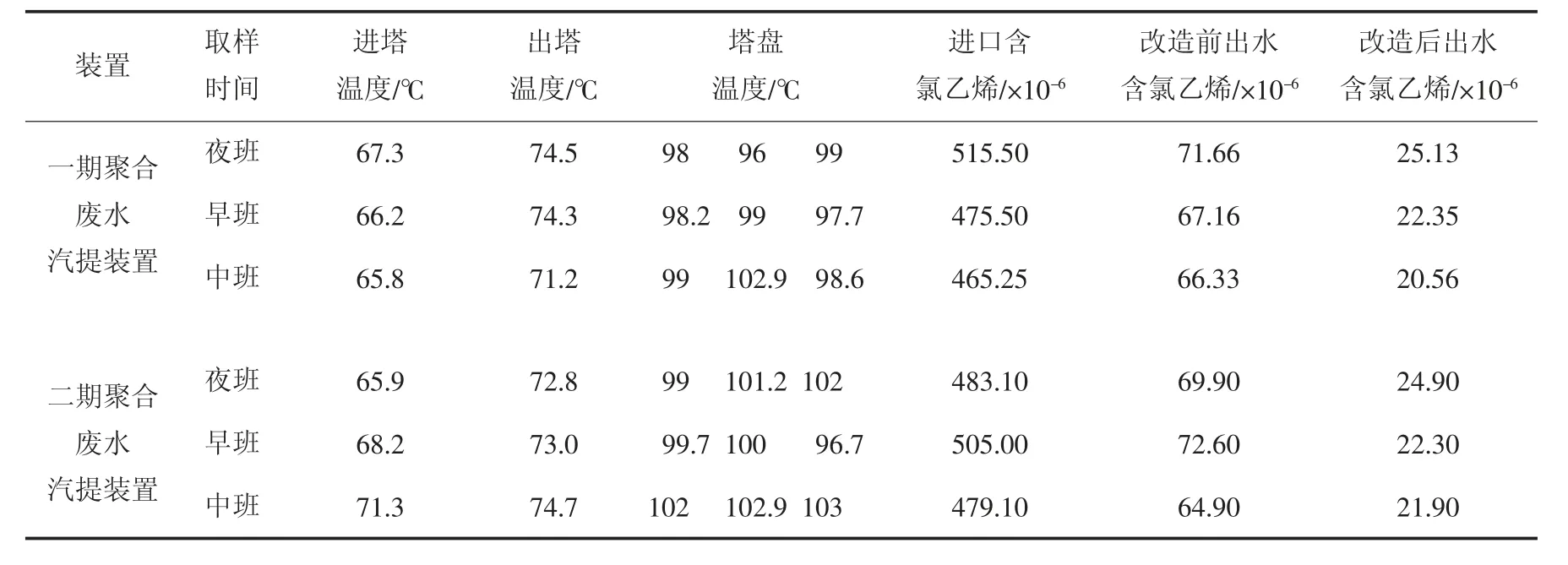
表2 废水汽提塔板换改造前后氯乙烯含量数据检测表
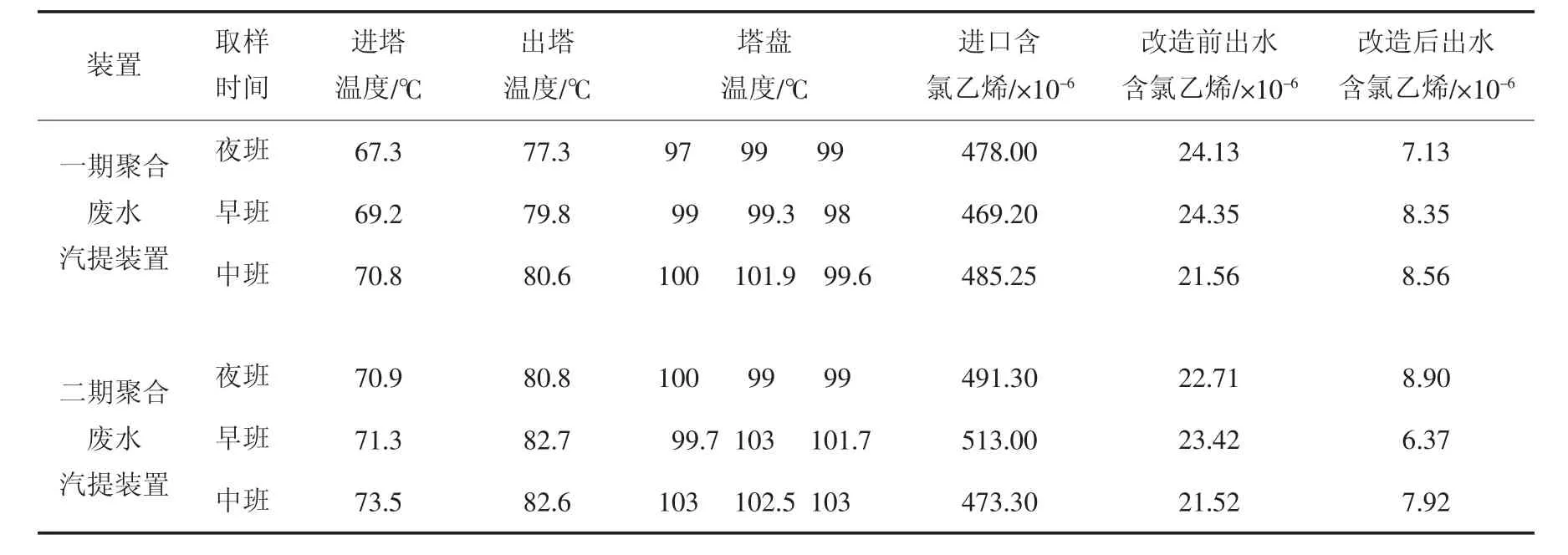
表3 进一步增加换热器和凉水塔后氯乙烯含量数据检测表
5 改造后效果
(1)通过对废水罐定期清理,进口管线增加分离罐,将氯乙烯废水进一步沉淀与分离,以及将废水汽提塔进塔流量计由浮子流量计改造为电磁流量计,便于对进塔废水流量的监控,发现异常能及时进行调整处理。
(2)通过将废水汽提进塔板式换热器改造为螺旋板式换热器,废水汽提塔得到连续、稳定运行,提高了含氯乙烯废水的处理能力,废水汽提塔处理后的废水符合初始设计含氯乙烯<36 mg/m3,降低了环境污染,具体数据见表2。
(3)通过进一步增加螺旋板式换热器和凉水塔,处理后的废水含氯乙烯<10 mg/m3,符合国家新标准,具体数据见表3。
6 结语
北元化工100万t/a聚氯乙烯项目对废水汽提塔经过一系列的优化改造,废水汽提塔能连续稳定运行,废水中氯乙烯含量符合国家新的排放标准要求,既取得良好的经济效益,又取得了良好的社会效益。
猜你喜欢
船舶力学(2021年3期)2021-03-29
中国特种设备安全(2021年9期)2021-03-02
中国特种设备安全(2018年11期)2019-01-08
中国盐业(2018年16期)2018-12-23
中国惯性技术学报(2018年4期)2018-11-08
劳动保护(2018年8期)2018-09-12
浙江大学学报(工学版)(2016年2期)2016-06-05
肥料与健康(2016年2期)2016-03-28
应用海洋学学报(2014年4期)2014-11-22
中国氯碱(2014年5期)2014-11-22
