
基于模块的飞机装配工艺+技术研究
2021-12-06 18:10田文昊李浩党佳豪洪建强
装备维修技术 2022年3期
关键词:匹配
田文昊 李浩 党佳豪 洪建强
摘 要:飞机装配作为飞机研究开发的重要环节,具有多学科领域、协调精度要求高、劳动强度大等特点。现在国内很多航空公司都采用未模块化的组装方式。分析未模块化飞机装配方式,提示先进的模块化飞机装配理念,模块化设计、组装模块的定义、组装结构树的构建、组装指令库的管理、基于配置,重点描述了符合组装命令的五种重要技术。
关键词:非模块化装配;模块化装配;装配结构树;装配指令库;匹配
1飞机装配工艺技术
现代民机开发中的“设计一个产品”的思想不是不能满足市场需求,而是通过构建模块化产品的结构、控制产品结构、加快速度开发新产品达成产品系列化和多样化的目标。面向零部件的设计已经不满足现代民机系列化的需要。模块化部件的设计技术全面发展,在部分模型的开发中得到了大规模的应用。
1.1非模块装配工艺技术
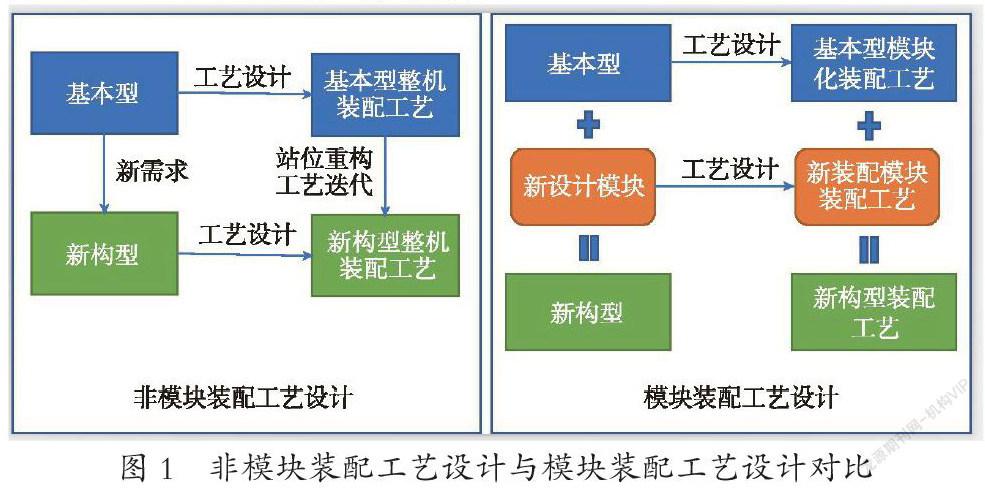
在飞机的传统生产活动中,产品的设计和组装过程还没有模块化的概念,传统的非模块化组装过程与对产品设计部件的定义和工厂的实际组装过程的组装工位划分不对应需要对多个零件进行有序、合理的分配,进一步形成物理零件,然后交付组装组装。部分零件在进入综合组装之前,需要把其他零件和零件组合起来组装成更大的零件。零件和零件之间的依赖性很大。然后,飞机进入综合组装后,大部分的零件都是单品组装在飞机上。容易造成大量的返工和成本损失,飞机的产品质量和开发周期受到严重影响。
1.2模块化装配工艺设计技术
模块化组装过程与以往的组装过程(图1)相比,工程设计者根据组装请求事先参加设计者的产品设计工作,协助设计者对组装过程的流程进行产品模块的划分,使实物的部件构成与设计的部件定义一致根据组装模块的定义原则定义完成机组装模块,通过整个过程的模拟验证组装模块之间的交付关系,最终组装构成结构树。组装结构树定义了各组装模块实际生产活动所需的产品设计模块、工具/设备、组装关系、人员、生产周期、品质要求等信息,将组装结构树定义为企业的生产组织、成本管理、项目管理、作为质量管理活动的支持平台。另外,组装模块在生产结构中是相对独立的单元,可以独立组装,通过更新重复自身的性能,可以提高产品整体的性能,不影响产品的其他模块。
2模块化组装工艺技术的要点
2.1模块设计
飞机制造业为了迅速应对客户的各种需求,需要发售系列化产品,实现产品结构的平坦化,提高产品数据的再利用性。作为飞机研发和生产的一环,设计模块不是单一的部件,而是作为最小操作单元,简化设计、技术、生产等阶段的管理复杂性,提高合作效率。设计模块由CI/CS/DM构成,配置项目(ConfigrationItem、CI)表示飞机的结构或功能的一个单元。配置(CS)代表CI的设计状态,并存储分配给CI的设计需求和方案。设计模块(DesignModule,DM)是飞机设计模块的技术包管理节点,并安装飞机的三维设计模型。这种产品模块设计是模块化组装的前提和基础。
2.2组装模块的定义
技术设计者事先参与产品设计,协助设计者对组装过程中的产品模块进行划分,使实物的零件构成和设计的零部件定义一致,在产品数据模型的设计达到一定成熟度阶段后,制造企业制定工程总方案计划组装完成机所需的站立位置。基于组装过程及其工作内容,将对应于所确定的组装站的所需资源定义为组装模块,组装站是實际存在的物理站,一个组装模块对应于一个组装站。组装模块反映对应的组装站的所有制造资源和数据,定义对前一阶段的组装模块或部件的需求,并满足下一阶段的组装模块的需求。组装模块是独立的生产单元,是开展技术、品质、成本、生产等的基本单位。
2.3组装结构树的构建
组装模块的定义完成后,需要构建组装结构树。这反映了整个结构状态下组装站的扁平化结构树。在组装结构树中,由组装模块定义所有模块的所有结构状态,参与组装的设计数据、制造资源及制造过程是生产组织的唯一数据源。组装结构树可以表示组装模块之间的交付关系(并行开工,并行开工),构筑结构树的前提是要求组装站模块化,组装站内组装的DM完全一个设计模块不能分割成多个组装模块进行组装。这需要制造工序部门与组装模块的定义原则和设计部门的设计计划工作同步开展工程计划工作,在考虑分工/组合的基础上,更科学地计划产品结构和设计/制造分工。制造过程部门需要实际参与设计工作。初期加入CI的定义,以免后期引起制造环节产品模块的重构。CI和DM的关系在一个CI下有多个DM,其中一个DM只能对应于一个CI。
2.4组装工序指令库管理
现在的阶段,飞机制造企业的组装指令管理方式是根据有效性加上版本进行管理。设计变更发生的情况下,过程人员需要新的制造工序指令,发行变更书,发出补充命令进行变更并贯彻到底。模块化组装工艺技术使用组装过程指令库来管理组装指令,以飞机机型为大类、AOL为单位,以映射关系为脉络来组装存储指令,组装指令在库内没有架回有效性,最新版本有效适用于所有结构状态。在模块化的设计模式中,根据“部件编号交换”的原则,DM没有有效性的设定,以构成图为基准组织生产活动。如果您匹配,选中的DM将在配置配置文件中指定的有效性中有效。发生设计变更时,通过在AOL节点下新建AO或升级AO,彻底进行设计变更,新AO与部件或组件建立映射关系。组装指令库只输入发布状态的AO。
2.5根据组合构成整合组装指令
如上所述,过程设计者在制作组装命令时,必须确立组装模块和CI、AOL和DM、AO和DM顶层图号之间的映射关系。该映射关系是根据配置在组装指令库中的构成来匹配组装命令的关键。设计部门发布了单架次结构图后,流程部门在接收到结构结构构成书后,系统首先基于结构结构结构中的CI精密定位组装模块,根据DM和DM顶层图号在组装指令库中进行AO比率完全匹配或部分匹配与当前配置所拥有的DM相对应的AOL,并最终生成在单架上使用的处理文件。在部分匹配的情况下,过程设计者对当前配置的新设计模块进行过程设计工作,并创建的组装指令的入库管理。
结论
如上所述,采用先进的模块化组装工艺技术,改变传统的生产模式,以组装模块为基本单位开展技术、品质、成本、生产等工作,通过模块化的工作包来组织生产企业迅速适应市场多样化的需求,简化协调关系,促进多个共同制造模式的发展。实现企业过程数据的再利用,增加知识的积累。实现工艺结构、生产结构的平均化,提高企业管理、技术管理、生产管理的精度。
参考文献:
[1]吴建忠.飞机装配三维AO编制辅助设计技术研究[D].沈阳航空航天大学,2014.
[2]韩虎.飞机虚拟装配场景工艺及关键技术研究[D].上海大学,2013.
[3]靳江艳.飞机装配工艺样机构建关键技术研究[D].南京航空航天大学,2013.
猜你喜欢
哈尔滨理工大学学报(2016年6期)2017-02-21
哈尔滨理工大学学报(2016年6期)2017-02-21
汽车工程学报(2016年5期)2017-01-16
现代经济信息(2016年27期)2016-12-16
移动通信(2016年20期)2016-12-10
科学与财富(2016年15期)2016-11-24
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科教导刊·电子版(2016年17期)2016-07-16
电脑知识与技术(2016年1期)2016-03-22
科教导刊·电子版(2016年2期)2016-03-12
