
ER50-6焊丝用盘条拉拔后期产生“毛刺”原因分析
2021-11-29 07:51供稿申延军SHENYanjun
金属世界 2021年6期
供稿|申延军 / SHEN Yan-jun
内容导读
ER50-6盘条在拉拔过程部分表面出现毛刺,继而发生断裂。采用光学显微镜、扫描电子显微镜及能谱仪对缺陷试样进行实验分析。结果表明,一方面ER50-6JQ盘条在拉拔过程,磨具损伤导致盘条表面的划伤是引起后续盘条表面“毛刺”的原因之一;另一方面钢内部大量的耐火材料、脱氧产物及保护渣的夹杂物是诱发“毛刺”的另一原因。通过做好拉拔模具的润滑工作及加强炼钢过程非金属夹杂物控制等措施可显著改善ER50-6的产品质量。
ER50-6气保焊丝用盘条适用于碳钢及500 MPa级低合金钢的单道及多道焊接,也可用于薄板、管线钢等的高速焊接[1]。ER50-6气保焊丝用热轧盘条质量直接影响后续拉拔性能及成品丝的使用性能[2]。在拉拔后期,盘卷局部出现连续的“毛刺”,本文对产品缺陷产生的原因进行了分析。
缺陷特征
缺陷试样表面如图1所示,体视显微镜观察产品表面有连续小“毛刺”。
φ5.5 mm的ER50-6盘条拉拔至φ3.4 mm,盘条表面出现类似“皴裂”样的一排小毛刺,且在毛刺一侧有明显可见划伤的痕迹,如图1(a)所示。盘条经过酸洗后可以清楚看到划痕,如图1(b)所示。由划伤形态推测是后期模具的划伤所致。盘条有的部位出现大毛刺,随着后续拉拔大毛刺被拉起发生“露肉”,如图1(c)所示。“露肉”部位随着拉拔被拉长,如图1(d)所示。
实验分析
金相检验
采用光学显微镜观察缺陷盘条试样,如图2所示。由图2可以看出,通过对拉拔后试样纵向的显微组织观察,组织形式为正常的F+P,且拉拔后的珠光体及铁素体条带比较均匀,如图2(a)所示。对横向试样组织观察,边部存在向内部扩展的裂纹,如图2(b)所示。图2(c)和2(d)显示“毛刺”试样纵截面根部均有扩展裂纹存在,伸向基体内部。

图2 缺陷盘条试样金相照片
表1为拉拔后盘条试样夹杂物检测结果,氧化物和硅酸盐类夹杂较为突出。氧化物最大级别2.0级,硅酸盐1.5级。
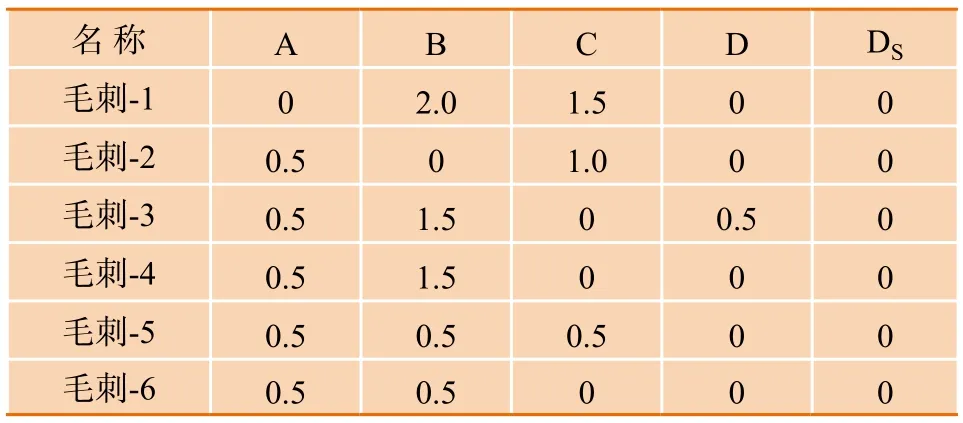
表1 夹杂物评定表
电镜分析
截取部分盘条试样通过扫描电镜观察分析,如图3和图4所示。
由图3(a)可以看出,试样断口形貌为斜断口,且断裂源处位于 “毛刺”处,如图3(b)所示。断口表面有明显裂纹,如图3(c)所示,且断裂处于“平台”,有孔洞存在,如图3(d)所示。
由图4(a)和4(b)可以看出,断裂源处成分主要为Mg 、Al 、Si、Ca和O等元素,表明其为耐火材料、脱氧产物及保护渣的夹杂物,其熔点和硬度都很高,不易变形,为脆性夹杂物。而“毛刺”根部主要成分为Na、K、Si、Ca和O等元素,说明其为脱氧产物和保护渣夹杂物,如图4(c)和4(d)。
原因及措施
盘条拉拔过程中表面划伤是断裂的根源。盘条在拉拔过程发生加工硬化,产生较大内应力,在断裂源处首先萌生小裂纹,继而发生扩展,盘条皮下夹杂的连续性导致了连续“毛刺”的出现。裂纹沿着脆弱的“毛刺”根部开始扩展,在存在“孔洞”的“平台”处断裂。分析产生裂纹的原因:(1)ER50-6盘条在拉拔过程中磨具损伤导致盘条表面的划伤;(2)钢内部大量的耐火材料、脱氧产物及保护渣的夹杂物诱发。
针对缺陷产生的原因,可以采取以下措施:(1)下游用户在进一步加工时,做好拉拔模具的润滑工作,定期更换磨损模具,使得线材均匀,避免出现磨损断裂等问题。(2)加强炼钢过程耐火材料、脱氧产物及保护渣的夹杂物控制。开浇炉次及换包过程及时发现结晶器保护渣给予清除。(3)开机前调整好中包氩气量,防止中包浇注孔附近液面的剧烈波动。中包浇注过程中,其深度不小于600 mm,防止下渣。采用恒定拉速进行浇注。
结束语
高速线材是钢厂轧制中一个主要品种,绝大多数线材都需要进行拉拔处理。通过对拉拔过程中发生断裂的断头处进行金相、电镜、成分分析,发现模具损伤和钢材中的耐火材料、脱氧产物、保护渣的夹杂物是诱发“毛刺”进而造成断裂的主要原因。为此技术人员采取对拔丝设备进行改进、强化炼钢连铸过程夹杂物控制等措施,减少了轧钢过程中的废品率,为拔丝厂提供了优质原料,且ER50-6产品质量明显提升,客户反馈镀铜后ER50-6焊丝表面无“毛刺”现象。
猜你喜欢
电焊机(2022年5期)2022-06-01
电焊机(2022年3期)2022-04-02
钣金与制作(2021年8期)2021-08-27
粉末冶金技术(2021年3期)2021-07-28
钣金与制作(2021年5期)2021-05-18
钣金与制作(2021年2期)2021-03-26
英语文摘(2020年7期)2020-09-21
航天制造技术(2018年6期)2019-01-11
环球市场信息导报(2018年29期)2018-10-16
今日财富(2017年32期)2017-10-19
