全自动纠偏装置技术方案
2021-11-28 21:28肖志明
今日自动化 2021年8期
肖志明

[摘 要]纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠具有输送效率高、能耗低的优点,广泛应用于煤矿、化工、粮食等大宗散料的工业生产。输送带通常由橡胶制成,俗称“皮带”。皮带运行过程中,受力不均使皮带偏离原位,这种纵向中心线现象称为偏转。皮带偏转是纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠最常见的问题。为此,将对皮带偏转的原因及纠正措施进行深入研究。
[关键词]皮带机;带式输送;跑偏
[中图分类号]TH222 [文献标志码]A [文章编号]2095–6487(2021)08–0–02
[Abstract]The pure mechanical connection uses the stop roller to contact the belt, and the deviation transmission force of the belt drives the mechanical device to correct. It has the advantages of high conveying efficiency and low energy consumption. It is widely used in the industrial production of bulk materials such as coal mines, chemicals, and grain. The purely mechanical connection uses the stop roller to contact the belt, and the conveyor belt used in the correction is usually made of rubber, commonly known as the "belt". During the operation of the belt, the uneven force causes the belt to deviate from its original position. This phenomenon of the longitudinal centerline is called deflection. Belt deflection is a purely mechanical connection with the stop roller contacting the belt, and the most common problem is corrected by driving the mechanical device through the offset transmission force of the belt. For this reason, the cause of belt deflection and corrective measures will be studied in depth.
[Keywords]belt conveyor; belt conveyor; deviation
1 皮带跑偏原因及纠偏措施
1.1 皮带跑偏原因分析
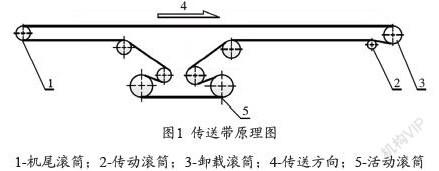
纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠的基本结构可以简化为围绕驱动辊和惰辊的环形输送带,为提高物料吞吐量,两辊之间的上下分支由惰辊支撑。如图1所示,输送带绕辊筒运行的牵引力是由于驱动辊与输送带之间的摩擦产生的,驱动辊通常连接有减速电机或液压装置。皮带与滚筒的接触面积和工作角度主要由换向滚筒调节。根据安装位置的不同,纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠两端的换向辊通常称为头辊和尾辊。承载物料的皮带从尾辊分叉出来跑到头辊。
1.2 皮带机纠偏措施分析
根据皮带在空载、重载情况下受力和跑偏原因分析,以及物料参数对皮带跑偏的影响,纠偏措施需要解决的问题应包括如下几点。
(1)皮带机基础结构稳定,且各结构中线须保持重合。
(2)物料重心应落在皮带机中线上。
(3)物料含水量较大时也能起到纠偏作用。
本节中将对相关纠偏措施的选择和效果进行分析,其中停机状态下对皮带机结构的调整统称为静态纠偏措施,运行中根据皮带状态进行的实时调整统称为动态纠偏措施。
2 跑偏量检测装置设计
2.1 跑偏量检测装置的结构设计
根据皮带挠度检测装置的设计要求,经过福建三钢综合料场及罗源新增产能项目里的烧结料场,效果好在潮湿环境和粉尘环境下能正常完成纠偏工作,且活动灵敏不会生锈卡阻。多次调试和比较,研制出一种纯机械连接以挡辊与皮带接触,其已经申请了一项国家发明专利。根据检测装置的安装位置,可分为正面、背面和一侧,两侧有4种检测方式。安装在一侧时,检测辊需要调整到皮带的中心线,皮带的位置由一侧的偏移量决定;两侧安装时,两侧检测信号相互验证,带边位置信息更准确。
轮架的转轴通过软连接与角度传感器相连。当滚轮架越过皮带边缘时,转向角传感器轴同时旋转。传感器编码旋转角度(偏移计算),控制器根据编码进行编码。根据设备值计算旋转角度,并使用公式计算撓度值。倾斜传感器直接安装在滚轮架上并随滚轮架摆动。由于皮带边缘的移动,滚轮架产生了一个枢转角。倾斜传感器连同转向角一起传送倾斜信号,控制器根据倾斜信号计算位移角和总和皮带偏斜。
2.2 跑偏量计算方法及后续改进
根据福建三钢综合料场及罗源新增产能项目里的烧结料场,现场安装尺寸和机械式跑偏量检测装置采集到的角度数据,可以计算皮带跑偏量的精确值。如图2所示,旋转轴心到承载托辊边缘延长线距离为A,承载托辊边缘延长线与过旋转轴垂线的交点,到皮带正常运行时边缘所在位置的距离为B,检测托辊旋转角度为a,跑偏量为d,则:
d=B-A×tan(arctanB/A-)
2.2.1 皮带挠度
在研制的皮带挠度检测装置的基础上,根据设施的实际工况对纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠的保护装置进行了改进,采用信号:检测辊增加保护限位,采用机械離散信号限位,对应位置安全限位,起到双重保护作用。
2.2.2 驱动频率
皮带偏移变化的频率是通过对间隙的监控和高水分材料的处理来计算的。皮带偏移量在小范围内波动较大。偏移量越大,振动频率越低,限制为60 s。皮带的偏转多在停止位置内,安装驱动单元后应获得更准确的运动数据。因此,移动频率必须至少每分钟一次符合变更要求。频率越高,校正效果越好。
2.2.3 调整精度
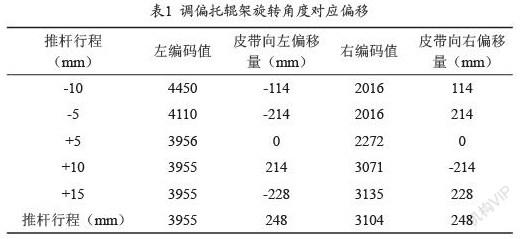
1.8 m宽皮带机架承载1.6 m宽的皮带,带速3.85 m/s情况下,对现场数据进行记录。如1所示,调偏托辊的驱动推杆每变化5 mm行程,皮带运行一周后,记录皮带位置变化量。根据数据,皮带位置变化量约为推杆行程变化量的10倍,若要实现皮带位置10 mm变化,则推杆行程变化精度需要达到1 mm。
表2为规格1.8 m宽带式输送-机额定物料流量7 500 t/h运行,静态和动态条件下,纠偏托辊机械结构主要参数测量和评估。
牵引纠偏托辊从静态到加速旋转需要的最大力矩:
T=F×i=1 500 N
式中:F为纠偏托辊匀速旋转时所需的最大牵引力,为500 N; i为加速旋转时的加速系数,取最大值为3。
3 检测信号的处理
3.1 实时信号的处理
由皮带挠度检测信号组成的曲线可以直观地反映跑带情况,清晰的皮带挠度信号曲线可以显示带的性能,有助于开发自动纠偏系统控制软件。要想达到良好的降噪效果,首先要在电脑上去除上面嘈杂的皮带偏转检测信号的噪声。
目前,通过小波变换去除噪声的信号处理技术应用最为广泛。小波去噪的方法主要有模极大值法、相关法和阂值法,需要根据噪声特点和应用环境进行选择。
3.2 控制逻辑设计
通过预测皮带的偏转趋势并检测皮带的当前位置,提前调整皮带并相应地校正滞后。因此,可以尽可能地控制带运动的位置。皮带运动趋势的预测基于对最近一段时间皮带运动路径的分析。通过计算磁带轨迹的线性度,确定磁带离开有限区域的时间和校正装置。
4 结论
针对纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠皮带跑偏问题,在统计分析了大量现场数据的基础上,研究了皮带跑偏的影响因素,设计了机械式跑偏量检测装置,开发了全自动纠偏系统,并已经在福建三钢综合料场及罗源新增产能项目里的烧结料场使用,在潮湿环境和粉尘环境下能正常完成纠偏工作且活动灵敏不会生锈卡阻。自2017年8月试车运行以来,两台堆取料机悬臂皮带机在作业中基本不再需要人为调偏,生产效率得到提升,减少了非必要的物料损失和人力物力资源的浪费,效果非常明显。该产品在河南安钢、新疆八钢、广东韶钢、攀枝花攀钢、六盘水水钢等各大钢厂均有使用。
参考文献
[1] 温希华.高速铁路CRTSⅡ型板式无砟轨道纠偏技术研究[J].铁道勘察,2018,43(1):6-9.
[2] 张二海,徐玉胜,付余.CRTS-Ⅰ型板式无砟轨道结构整体抬升纠偏设备方案设计研究[J].路基工程,2019(2):9-14.
[3] 顾文杰.论煤矿纯机械连接以挡辊与皮带接触,通过皮带的偏移传导力驱动机械装置纠胶带跑偏原因及调整方案[J].机电工程技术,2020,46(6):162-164.
猜你喜欢
今日自动化(2021年2期)2021-10-14
科技信息(2021年7期)2021-02-28
装备维修技术(2020年10期)2020-11-19
科学与财富(2019年15期)2019-10-21
魅力中国(2017年2期)2017-05-13
中国新技术新产品(2016年23期)2016-12-26
财经国家周刊(2016年13期)2016-07-01
瞭望东方周刊(2016年21期)2016-06-15
城市建设理论研究(2014年11期)2014-04-21