产品检验测量存在问题与应对策略
2021-11-28 21:28彭秦张香妮胡庆红马晓松
今日自动化 2021年8期
彭秦 张香妮 胡庆红 马晓松

[摘 要]对近年来随着航天产品任务增加,梳理、统计分析了在计量测量管理中出现的问题,从检验测量管理角度、技术更新角度提出了适应当前生产任务要求的解决方案和应对策略。
[关键词]产品检验测量;问题;应对策略
[中图分类号]TP311.52 [文献标志码]A [文章编号]2095–6487(2021)08–0–02
[Abstract]In recent years, with the increase of aerospace product missions, the problems in the management of measurement and measurement are sorted out and analyzed statistically. In response to the above problems, from the perspective of inspection and measurement management and technology update, solutions and coping strategies adapted to the requirements of current production tasks are proposed.
[Keywords]product inspection and measurement; problem; response strategy
近年来,中国航天科技集团有限公司发射任务逐年增加(2017年20次,2018年37次,2019年34次),航天发射任务进入高密度发射阶段。为了确保任务顺利完成,航天科技集团提出了“高质量、高效率、高效益”的工作目标,提出了进一步规范航天产品检验工作的要求,以适应高密度发射任务需求。为进一步规范检验工作,夯实检验工作基础,提升检验测量能力、升级测量技术等显得尤为重要。
1 产品检验测量管理现状与问题
航天产品的质量检验点一般设置在生产工序之间及出所交付前,其作用就是依据产品技术标准和检验规范对产品的符合性进行判断,以验证上道工序生产出产品质量的符合性,杜绝不合格品流入下道生产工序。由于航天产品质量可靠性要求高,通常检验点要求为全过程、全尺寸。因此测量数据的准确性、高效性以及数据的可追溯性,对于规范检验工作要求,夯实检验工作基础,就显得尤为重要。
随着宇航发射、地面试验等任务的爆发式增长,火箭发动机配套用的温度、压力、转速等各类传感器、变换器和各类阀门需求量连年翻番,配套产品等零件加工的生产量更是与日俱增。虽然目前航天配套产品数量剧增,但是相对民用产品大批量生产而言,数量仍然很小,采用流水线作业、批量检验也不现实。
目前航天产品检验手段和体系是在满足小批量生产、种类繁多、检验点多的需求基础上建立的,检验工作主要依靠检验员手工检测、手工记录、人工判读,自动化水平和效率相对较低,且人工判读存在较大的质量风险。因此现有的检验测量手段和方法已经无法满足配套产品数量逐年翻番的科研生产任务需求。
1.1 测量能力不足
以某发动机配套的传感器数量为例,如需生产5 000台件,传感器零部组件生产总量将达到20万件。按照航天产品要求,1只传感器零件涉及有内外径、外形尺寸、形位尺寸、内外螺纹、深度等检验尺寸大约为100多个,需要检验测量尺寸共计40万个。另外以某阀门产品生产情况为例,1套阀门需要测量的尺寸大约为260个,生产1 000套产品,需检验测量次数约为20万次。仅尺寸的检验工作将占用大量的人力和时间,现有的测量能力无法满足要求。
1.2 手工检测存在质量隐患
(1)通常航天产品用量相对较小,但是产品种类相对很多,如一台发动机需要数十种测量传感器,数种阀门,几十种规格的密封产品,零件尺寸检测主要依靠手工检测。由于产品中很多尺寸为非工艺尺寸测量,仅靠检验根据图纸要求测量,通过检验人员的主观去判别零部件尺寸是否合格,并不记录实测数据,存在误判的风险,且出现的此类问题无法追溯。
(2)零件尺寸检测信息采用手工记录管理模式,数据信息存储与录入依靠传统的纸质誊抄基礎上逐个录入,才能形成电子版的信息。随着被检验产品数量快速增加,手工誊抄数据出现差错的可能性也大幅度增加,从而出现对产品质量的误判,甚至引起质量问题。
1.3 检验用量具类测量设备不合格率增加问题
检验用量具类测量设备,用途为最终产品检验,在使用过程中发生不合格,会对产品质量带来严重隐患。随着生产任务增加,量具类测量设备使用频繁,导致不合格数量加大。
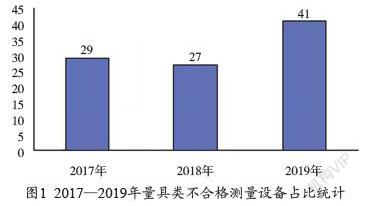
产品检验用测量设备主要包括量具类、压力类、电磁类、无线电类、温度类、流量类、其他类(天平、称重传感器)等7大类。通过对2017—2019年测量设备不合格率统计分析发现,量具类是不合格测量设备数量最多的一类,其中2017年为29%,2018年为27%,2019年为41%。近年来随着科研生产任务量增加,量具类不合格有进一步增大的趋势,如图1所示。
1.4 非金属材料缺陷检测标准不统一问题
以密封胶圈为例,密封胶圈主要用于火箭发动机液路密封,工作环境通常为高压、高温、强腐蚀性环境,密封产品质量出现问题会引起极为严重的后果,因此非金属材料和产品缺陷检查是西安航天动力研究所重点工作内容之一。
然而由于非金属原材料质量差异性大,产品易变形,缺陷检查项目众多(表面光洁度、外形尺寸等),是当前检测检验技术难点。尽管采用量具设备进行检测,然而每个检验人员对胶圈缺陷检测主管判断易产生分歧,存在检测结果标准不统一、不一致的问题。
1.5 测量设备测量功能等开发应用不到位
存在个别测量设备功能应用不到位。如数显卡尺由于通讯线缆按键设计不合理,在实际操作无法使用手动按键,需改进脚控按键形式。
1.6 检验人员老龄化引起的问题
部分检验人员随着年龄增长的自然规律,眼睛已老化,对检验项目中的微小元器件,出现数据判读困难,需要配置手持式放大镜。
2 检验测量质量控制的应对策略
针对当前航天产品需求数量的大量增加,以及存在的问题,结合现有条件,分别从管理角度和技术升级角度提出了检验测量质量控制的应对策略。
2.1 加强培训
进一步提升检验人员使用测量设备的操作技能,减少不合格测量设备的发生,提高产品质量。主要从以下几个方面实施。
(1)定期对检验人员开展计量技术培训,确保量具类测量设备的正确使用及维护保养。包括开展常用量具计量技术培训以及大型测量仪器的操作培训。强化检验人员(含新上岗检验人员)计量知识。
(2)在工艺装备发生变更或新增测量仪器时,应针对使用人员及时开展专项培训。
(3)结合实际工作中的应用,定期进行检验专项培训,加强各类人员测量设备校准/检定证书中数据的正确解读能力,重点加强检验测量数据处理、测量误差基础知识等,如测量设备校准证书中给出的“修正值”的应用。
2.2 加强对检验用测量设备的各项管理
(1)对检验人员使用的测量设备,除了正常周期校准/检定外,实施每半年抽检一次,抽检时间定为测量设备计量确认间隔的2/3。
(2)发现某类测量设备不合格数量较大时,对这类测量设备的分类确认间隔进行调整。如量具类测量设备,由于使用中的磨损和因使用保管不当造成的磨损和损坏,通常表现为测力过大、磕碰、测量环境不清洁、不正确使用量具和保管、维护不当造成主尺变形和尺身、指针脱落等。根据实际数据分析,计量确认周期可从12个月逐渐调整为6个月、3个月。
(3)在车间工具室建立核查标准,对使用中发现的不合格测量设备,及时进行核查,并采取措施。
(4)加强现场测量设备的正确使用、维护保养的计量监督检查。
2.3 加强自动化检测,提升检验测量能力
通过研发自动化检测装置,提高现有产品检验能力,消除仅靠人员技能与经验保证的环节或仅靠人员感官检查确认的项目,提升工序能力和工作效率。
(1)对现有具有通讯能力的数显测量设备进行改造,实现检测、采集自动化。
目前检验人员需将产品测试结果由测量设备中的记录手工抄录后再输入到所质量信息管理平台,增加了人工二次录入、读写数据出现错误的风险,同时加大了检验员的工作量。通过改进信息化管理平台,将自动测量结果通过中间机直接导入管理系统,降低二次了录入引起的质量风险。
(2)为避免因檢测数据差错对发动机产品质量的误判风险,建设数字化检查检测平台,实现检测数据的自动采集和流转,提高工作效率,确保工作质量,以满足批产要求。
全自动检测系统可以从根本上提高检测的质量和效率,下面以机加产品生产柔性自动化检测系统为例,简要介绍检测系统工作原理。
机加产品生产柔性自动化检测系统包括:零件加工几何尺寸柔性自动化检测系统和零件尺寸检测数字化系统。产品尺寸自动检测流程如图2所示。
从自动化检测流程图中可以看到,该方案是将测量过程和数据分析判断过程融合在产品加工过程中,实现自动检测和判断。
在该方案中,首先要对生产系统进行改造,将先进的数字化量具量仪在生产线上进行集成、对接,并实现每个检测数据的实时采集。工艺人员要结合生产工艺过程,合理确定检测参数和范围。最后通过实时监测数据和规定数据进行对比实现产品生产过程质量控制。
通过采用该方案,可以实现检测数据实时传输、实时采集,能够显著减少测量人员数据记录中的错误。通过实时质量反馈监控,能够及时发现质量问题,及时处理,也可以杜绝因检验人员的主观判断存在误判的风险,提高生产和质量管理效率。能够实现检测工艺数据化管理,生成数据报告或形成数据报表,并实现数据流转,降低差错率,切实实现对检测过程控制集中控制和追溯。
3 结束语
针对航天产品的小批量生产、种类繁多、全过程、全尺寸等检验测量特点,结合当前产品生产需求剧增的任务形势,提出了从强化各级、各类人员培训,加强对检验用测量设备的校准/检定等各项管理,研发自动检测装置,介绍了以零件加工几何尺寸柔性自动化检测系统方案等应对策略。通过分析任务,采取上述应对举措后,能够提高现有航天产品检验能力,并逐步消除依靠人员技能与经验保证的环节或仅靠人员感官检查确认的项目,提升生产工序能力,确保航天产品检验质量。
参考文献
[1] 装备计量保障通用要求检测和校准:GJB5109—2004[S].
[2] 测量管理体系测量过程和测量设备的要求:GB/T19022—2003[S].
猜你喜欢
企业导报(2016年20期)2016-11-05
情感读本·理论篇(2016年9期)2016-11-05
新闻前哨(2016年10期)2016-10-31
中国市场(2016年33期)2016-10-18
中国市场(2016年33期)2016-10-18
证券市场周刊(2016年36期)2016-09-29
环球时报(2016-07-15)2016-07-15
环球时报(2016-03-09)2016-03-09
南方周末(2015-05-07)2015-05-07