油气管道环焊缝相控阵超声检测几何波分析
2021-11-27 06:09:42陶学刚
工程技术与管理 2021年15期
陶学刚
徐州东方工程检测有限责任公司,中国·江苏 徐州 221000
1 引言
油气管道焊缝通常采用V 型坡口单面焊双面成型焊接工艺,焊缝上表面余高和根部余高在特定成型部位会产生根部余高反射波、变形纵波、上表面反射波和盖帽反射波。油气管道环焊缝检测时通常是PAUT+TOFD 技术相结合使用,一方面用PAUT 弥补TOFD 上下表面检测盲区,另一方面用TOFD 辅助PAUT 对缺欠进行定性,对几何波分析的过程中可结合PAUT 的扇扫通道和A 扫波形及TOFD 通道综合分析,避免将几何波当成缺陷波评判。下面具体分析四种几何波的产生机理和特征。
2 根部余高反射波
①正常焊接的单面焊双面成型的焊缝,焊缝根部会形成规则的余高,当根部余高曲率较小时,反射波幅低,对评判影响较小。根部余高曲率较大时(见图1),反射波幅较高。如果根部余高曲率一直较大[1],PAUT 做周向连续扫查时该反射波将在屏幕中将一直出现,会影响缺欠的识别。

图1 根部曲率大时余高反射波显示
②根部余高几何反射波特征:
第一,通常情况下根部焊瘤反射波深度大于T(公称壁厚值)。
第二,反射波的水平位置,一般大于步进偏移距离,从两个PA 探头侧都能满足这一条。
第三,移动扇扫通道角度指针时,根部余高反射波的波幅不同。
第四,如果能将焊缝根部余高打磨与母材平齐,余高反射波消失。
3 变形纵波
①在两种不同阻抗的介质1 和介质2 中,当横波入射角小于第三临界角时,在反射波中既有横波又有纵波,而横波变为纵波的过程称之为波形转换,这时的反射纵波称为变形纵波。
②当超声波声束入射至焊缝根部余高时(图2a)α 点),此时存在钢/空气两种介质,此时会发生波形转变,横波变为纵波L。当横波入射角度合适时,纵波会垂直入射至焊缝上表面b 点,此时L 波反射波幅较高(图2-b)L 点)。通常情况下,该入射横波为根部某个角度的扩散声束,能量相对较小,因此波幅一般小于的根部曲率大时余高反射波幅。

图2 变形纵波示意图
③变形纵波的特征如下:
第一,变形纵波声程传输较远,因此常出现在根部余高反射波后面。
第二,当整条焊缝的根部余高形状近似相同时,变形纵波在PAUT 扫查图上的水平值和深度值近似固定(如图2b)所示),L 波始终在S1和S2波中间出现。
4 上表面反射波
①PAUT 声束入射至根部余高时,既有波形转换的纵波[2],也存在反射横波,即横波经过根部余高特定点反射后,反射横波垂直入射上表面余高,形成上表面反射波(如图2a)d 点)。
②上表面反射波(横波)特征:
第一,上表面反射波与变形纵波的特征非常相似,但是反射横波的声速小于变形纵波的声速,因此上表面反射波位于根部余高波和变形纵波之后,如图2所示即为上表面反射波。
第二,S2波幅的大小与根部余高曲率半径大小有关,当根部余高曲率越小,该波反射较强,而根部余高曲率越大反射波和变形纵波较低或消失。该反射波会在PAUT 二次波范围中显示。
5 盖帽反射波
①盖帽反射波在PAUT 扫查图中并不难识别,如图3所示,当声束打到焊缝盖帽c 点时,从扇扫图中可见反射波深度读数略大于2 倍壁厚,水平位置距离焊缝中心偏探头对侧。
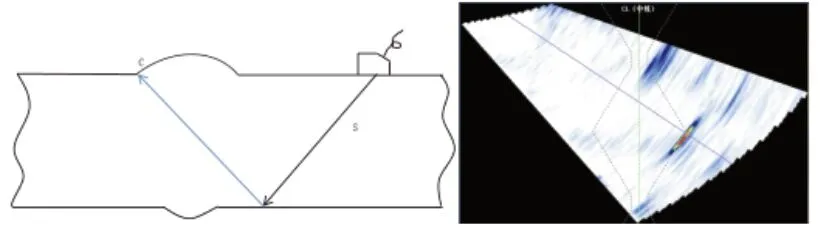
图3 焊缝盖帽反射波示意图
②如果能正确识别盖帽反射波,对PAUT 扫查图评定时可借助盖帽反射波确定扫查定位是否准确。
6 结语
PAUT+TOFD 检测可靠性和数据可记录性已远远超过UT,特别是随着智慧、数字化油气管道建设的需要,PAUT+TOFD 检测将会在今后得到更多的应用[3]。正确识别PAUT 扫查图中的几何反射波,对评图具有十分重要的意义;还可通过与其他方法比对,不断丰富PAUT 评定经验,提高评图正确率,保证油气管道安全运行。
猜你喜欢
建材发展导向(2021年19期)2021-12-06 03:20:54
计算机与网络(2021年2期)2021-04-01 06:18:40
当代体育·扣篮(2018年5期)2018-04-24 17:32:02
石油地球物理勘探(2017年2期)2017-11-23 06:01:47
新少年(2015年10期)2015-10-14 10:32:01
浙江大学学报(工学版)(2015年6期)2015-03-01 01:18:34
传奇故事(破茧成蝶)(2015年6期)2015-02-28 09:28:18
火花(2015年1期)2015-02-27 07:40:24
吉林地质(2014年3期)2014-03-11 16:47:15
军事护理(2013年23期)2013-02-20 00:34:37