影响窄搭接焊接质量的相关因素以及相应的处理对策可行性分析
2021-11-25 19:08包畅
科学与生活 2021年16期
关键词:焊接质量
包畅


摘要:从大量试验分析、以及现场实际经验,着重介绍了武钢日铁连续退火线机组窄搭接焊机的设备构成、焊接原理、影响焊接质量的相关因素以及相应的处理对策研讨分析。
关键词:窄搭接焊接、设备构成、焊接质量、焊接工艺参数
0.前言
窄搭接焊机是连退线生产的“心脏”,焊机的稳定性对于连退机组稳定生产的重要性,在高速通板的情况下,如焊机故障造成断带停机,将会对生产顺行造成不可磨灭的损失,本文从通过调试阶段一共试验5000多种试焊,制定出了一套不同厚度,不同规格的稳定焊机参数保障了机组生产顺行,然后通过焊机的焊机设备的原理以及对焊机的主要执行部件、运行装置、润滑和维护周期等几方面进行研究,创造性的制定出了影响焊缝质量的多种影响性因素可行性分析,从设备的原理,构成,故障的发生,都有详细可行的处理方法。
1. 窄搭接焊机原理
窄搭接焊机的焊接原理是将两块材料(带钢),通以适当电流,在材料自身的电阻、材料间及材料与电极间接触部分的集中电阻上产生热量,最终熔化而焊接起来。
2.根据焦耳定律,焊接时作用在带钢上的热量表示如公式1所示:
式中Q:焊接时产生的热量;I:焊接电流;t:通电时间(取决于焊接速度);R:焊接区域的电阻。
又因为电阻R=ρ*L/S。
其中:ρ为被焊接带钢的电阻率;L为焊接时上下焊轮间的电阻的长度;S为焊接时前后带钢的搭接量。
从(1)式中看出,焊接带钢时所需要的热量Q与焊接电流I、通电时间t及自身电阻R有关。
因此对不同材质和不同规格的带钢进行焊接時,需要通过控制焊接电流I、通电时间(即焊接速度)及焊轮焊接压力和焊机搭接量,以确保焊接的质量。
2.NASTOA焊机设备功能构成以及设备参数指导
退火机组主要是窄搭接式焊机,并且配备入口和出口夹钳,内置剪切、冲孔、焊接和碾压设备。完成后行带钢的对中后,内置剪刀同时剪切前后带钢的带头和带尾。焊机搭接带钢的头尾,然后通过电焊轮连续施加压力并焊接前后带钢。焊机具有全自动模式,半自动模式和手动模式。
2-1.入口侧夹钳
在焊接前,将后行带钢的顶部夹紧,以配合完成焊机的剪切工作,能夹住后行带钢向焊机出口侧方向横移来设置搭接量,并根据前后带钢的宽度信息,通过入口夹钳的对中装置,将后行带钢的中心线调节到先行带钢的中心线上(最大量为+-75mm)。
2-2. 出口侧夹钳
出口侧夹钳用于焊接前固定前行带钢的尾端,在进行搭接时出口侧夹钳倾斜一定角度方便后行带钢的顶端与前行带钢的尾端搭接。出口侧夹钳也具有补偿功能,确保在焊接过程中,焊机传动侧与操作侧的搭接量一致。
2-3. 焊机的C行架
“ C”型架小车安装在连接主要地基的轨道上与带钢形成一个合适的角度移动。焊接变压器,剪切装置,电焊轮装置等都在小车内。所有电缆线都含有一个运输电缆桥架。移行架驱动装置的功能是通过小车传动是由一个球形螺杆连接AC伺服电机控制的、运输最大速度:15 m/min、横移行程:约2450mm;
2-4. 焊机剪切单元
该焊机剪切单元的功能是为了获得较满意的焊接质量,确保前后带钢所形成的搭接量, 由安装在焊机移行架上的剪切装置同时剪切带钢的尾部和头部.另外,在剪切装置的下部的两片刀片间,有一个废料输送机,用来将剪切下的废料自动排房到焊机的传动侧。
2-5. 焊轮装置
上下电极头组成的铜合金电极住房。焊接轴内部冷却水。焊轮的旋转是对每个焊头的气动电机的协助;辅助驱动气动马达焊轮滚花型驱动器、电极压力最大; 9.8千牛、操作电极气缸、电极力控制气动比例阀;
2-6.焊接变压器单元
焊机变压器单元主要由三部分构成:变压器、整流器、二次导体。其中变压器用来将电源所提供的一次电压降低到适合馈送焊接电流的电压等级.其二次端子被连接到整流器;整流器采用单相全波方式整流,提供平稳的焊接电流,以便改善焊接质量,进行高速焊接并降低最大的输入功率;二次导体是位于整流器和电极头部之间传导电流的通路组成件。
2-7.碾压系统
焊接点的厚度将由碾压辊大大减小。碾压周期与焊接周期等同。碾压辊是由一个位于焊轮后的气缸进行控制,碾压力的调节是由一个比例阀根据带钢的不同厚度进行自动控制的。
最大碾压力 :19.6kN 、辊子尺寸:φ140mm×16mm、材质:SKD - 11 (淬硬钢)、碾压力控制 :气动比例阀;
3.影响焊接质量因素:
① 焊接电流
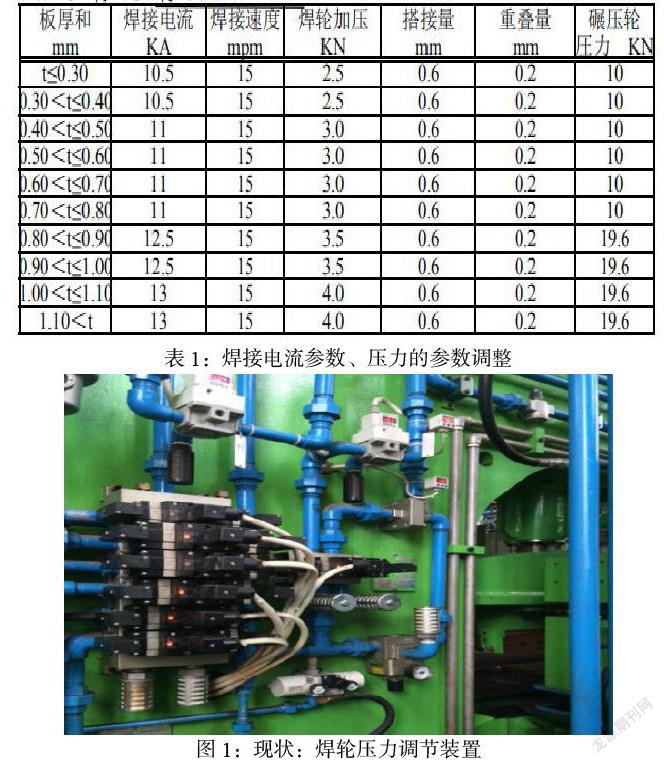
由焊接接头产生的热量公式可知焊接电流对产热的影响比电阻和时间两者都大,是影响焊接质量的关键因素、焊接电流过大或是过小都会造成焊接热量以及带钢焊接质量的较大波动,如果电流过大,产生的热量较多,容易造成烧穿、过熔,使材料发生脆化;焊接电流过小,会造成虚焊现象发生,使带钢在运行过程中发生焊缝开裂;焊接过程中的波动幅度也会直接影响带钢的焊接质量,因此,在焊接时应根据带钢规格、种类、搭接量等,设定正确的焊接电流;数据表1中通过5000多种试焊的电流值可以得到最佳的焊接温度曲线以及焊缝实物质量,很好满足焊接的使用要求。
②电极压力
根据焊接热量的公式可知,电阻也是影响焊接质量的重要因素,而电阻的大小变化则与焊轮压力变化有关,电极压力增大电阻减少、反则电阻增大;焊接时,焊轮工作面直接接触高温焊接区的表面,焊轮瞬间处于临界高温熔化的状态,如果焊轮压力输出值出现较大的波动变化,则容易使焊轮表面因高温压力压溃作用而发生变形,使焊轮与搭接接触面增大;接触面的增大会使电流在搭接区出现分流,在电流一定的情况下,由于局部热量不足继而导致焊核变小、焊接强度不足、虚焊假焊等缺陷;数据表2中通过多种调试的焊轮压力值可以得到最佳的焊接温度曲线以及焊缝实物质量,很好满足焊接的使用要求;
③焊接速度
焊接速度与焊接电流共同影响焊接效果,焊接速度与焊接热量呈正比关系;为了保证焊缝的尺寸和强度,焊接速度需要适中并且上下焊轮速度一致,为了获得完整的、强度高的焊缝,必须使上下焊轮焊接时在带钢的正上方。焊轮随着使用次数的增加、修磨量的不一致而发生变化,同样的情况,控制焊轮运行的气马达也会才生速度上的偏差,当二者叠加发生偏差时,即会造成上下焊轮不同不同步,焊接曲线异常,产生焊接质量不好,无法满足机组高速运行;由于焊轮的速度超过标准,HAZ处的受热过高造成,受热过高的原因是焊轮速度不一致导致的焊轮与带钢的电阻较大造成的,需要保证其标准;
④搭接量
搭接量是指前行帶钢与后行带钢重叠部分的尺寸。薄带钢连续生产线多采用窄搭接电阻焊机进行带钢连接,连退生产线上搭接就是将前行带钢的带尾及后行带钢的带头以一定的重叠量搭接起来 ,搭接量越小,越容易压平焊缝;但如果搭接量过窄,在带钢滚压过程容易发生位移,导致焊缝开裂,造成焊缝开裂等现象;如果搭接量过大话,接触面的电阻就小,产生的热量也小,中热量不足以熔化整个焊接接头而造成带钢无法结合,造成虚焊;通过多种试焊,窄搭接焊接搭接量调整WS:0.6mm、DS侧:0.8mm为宜;
⑤焊机电阻
钢带接触面的电阻对热量的产生和分布影响较大。接触电阻主要受接触面的清洁和粗糙度的影响。接触面如有高电阻系数的氧化物或脏物层,会使电阻增加; 如局部存在氧化物或脏物,会使电流的分布不均匀,因此必须将接触面清理干净。如接触面粗糙度大,或凹凸不平,会形成局部接触点,而在接触点处产生较大的电流,同时会因电流通道减少而使接触
电阻增加。
4.总结与思考
本文对窄搭接焊机工作原理、设备构成、影响因素进行了初步探讨。影响焊接焊缝质量主要因素主要有:焊接速度、焊接压力、焊接速度、焊机搭接量等重要原因;需要根据带钢成分选取合适的焊接电流、搭接量,达到良好的焊接质量。本文介绍内容为焊机维护、操作、技术人员提供一定的理论参考依据;
参考文献:
[1] 王国凡,汤爱军,马海龙.HT200 铸件退火焊接工艺的研究【J】.热加工工艺,2004,1
[2] 彭扬文,王银军,王孝健.窄搭接焊接质量影响因素分析、《梅山科技》,2016,4:
[3]任予昌,张东方,欧阳娜,田志辉 窄搭接焊机质量控制分析及管理要素 、《第十一届中国钢铁年会论文集 》
猜你喜欢
现代电子技术(2017年5期)2017-04-01
科学与财富(2016年27期)2017-03-24
山东工业技术(2016年23期)2016-12-23
求知导刊(2016年30期)2016-12-03
成才之路(2016年33期)2016-11-19
科技与创新(2016年8期)2016-05-05
科技与创新(2016年4期)2016-03-16
科技与创新(2016年1期)2016-01-19
科技与创新(2015年12期)2015-07-21
中国高新技术企业(2015年8期)2015-04-13