透明纸跑偏检测装置设计
2021-11-25 10:35李乾,吕献周,程亮,赵海哲,欧阳哲,黄智友
品牌与标准化 2021年6期
李乾,吕献周,程亮,赵海哲,欧阳哲,黄智友
【摘要】 现有的透明纸跑偏检测会出现偶发失效情况,造成烟包前部或后部的透明紙裹包不到位。根据烟包前后透明纸搭口偏差控制在2 mm以内的工艺要求,设计一种透明纸跑偏检测装置,精准控制透明纸搭扣在规定的范围内,避免出现大量透明纸跑偏导致前后搭口裹包不严的现象。
【关键词】 维透明纸;跑偏检测;质量事故
【DOI编码】 10.3969/j.issn.1674-4977.2021.06.024
Design of The Device for Detecting Deviation of Transparent Paper
LI Qian,LV Xian-zhou,CHENG Liang,ZHAO Hai-zhe,OUYANG Zhe,HUANG Zhi-you
(Hongyun Honghe
Abstract: Existing transparent paper deviation detection will occasionally fail,causing the transparent paper wrapper on the front or rear of the cigarette pack to not be in place. As the process requirements for the tolerance of the transparent paper flap before and after the cigarette pack to be controlled within 2mm,a transparent paper deviation detection device is designed to accurately control the transparent paper buckle within the specified process range to avoid occurrence. The deviation of a large amount of cellophane leads to loose wrapping around the front and back.
Key words: transparent paper;deviation detection;quality accident
1 概述
受透明纸锁紧装置、调节装置、输送装置等影响,原本调节好的烟包前后透明纸搭口位置将会发生偏移,当透明纸偏移到一定的程度后就会产生透明纸裹包不严的严重质量事故。目前,在六角成型轮侧封烙铁两侧安装两个漫反射光纤传感器,通过检测相位、放大器光感阈值、检测探头位置等进行透明纸跑偏检测,当任何一个存在相位未检测透明纸存在,小盒透明纸包装机会通过移位寄存程序将透明纸跑偏的烟包在旋转输出转盘第三工位进行剔除并在第四工位进行补包(GDX1机型),而FOCKE350S机型会在剔除口进行剔除,未有补包设置。对于GDX1机型,透明纸跑偏超过规定要求,频发的剔除不符合工艺要求的烟包并需要补包器进行补包,会因为“补包器烟包用完”“CH烟包堆叠入口检测故障”引发设备停机,需要人工不断为补包器添加一定数量的烟包避免设备停机。同时补包器补烟动作与旋转输出转盘位置不协调或单包补烟等,都会造成烟包在旋转输出转盘与YB65烟包供给入口卡堵停机;或者烟包未满足2×5包要求,在CT推烟杆往前运动过程中将条盒纸推偏,导致“CT杆堵塞”“条盒纸检测”“下折叠器故障”等故障。对于FOCKE350S机型,如果剔除过多的烟包将堵塞剔除口,引发推烟杆阻塞故障。目前会泽卷烟厂(以下简称会烟)因为透明纸跑偏导致的质量追溯频次几乎每个月都发生,需要操作人员将缺陷的烟包外透明纸撕掉,在YB55输入通道内或FOCKE802出口逐一添加,这样造成条盒纸不可回收,增加机台的工作量。因此,在加强操作人员自检频率的同时,添加辅助检测装置,避免透明纸偏移量超过2 mm规定限制。
2 透明纸跑偏检测装置设计
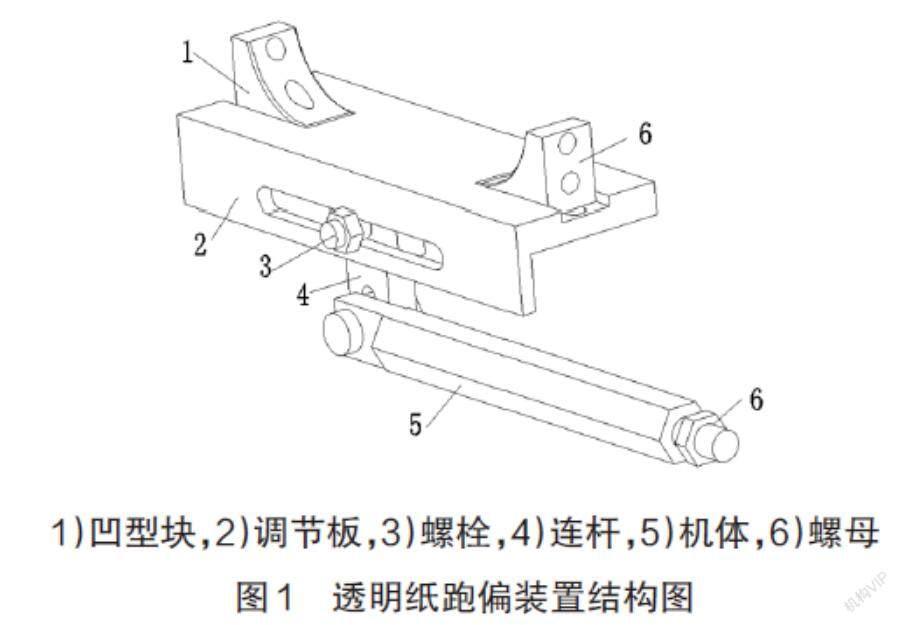
方畅等人[1]将透明纸检测光电传感器固定支架改造为可调节支架,可以降低误剔率;余有芳等人[2]利用2个光纤检测器对端面上短边尚未折叠的烟包进行检测,提高检测效率;会烟提出在第一导纸辊附近添加两个光纤传感器,对透明纸在导辊上展开的位置进行检测,避免透明纸跑偏达到极限位置[3]。上述改进方法都存在局限性,于是,我们根据实际需要,设计一款透明纸跑偏检测装置,具体结构图如图1所示。
该透明纸跑偏检测装置主要由凹型块、调节板、螺栓、螺母、连杆、机体组成。其中凹型块卡在调节板的凹槽内,用螺栓穿过调节板凹槽内的腰型孔,与凹型块底部的螺纹孔配合,凹型块开设两个M4的螺纹孔,用于固定两组对射光纤传感器,连杆上端面与调节板内侧上端面接触,用螺栓穿过调节板垂直部分的腰型孔、连杆上部的光孔,并用螺母紧固,同理连杆底部的腰型孔与机体一端用螺杆螺母固定,机体带螺纹段固定在透明纸与拉线汇合进入下一个导辊之前的设备外壳上,并用螺母锁紧位置。调节板上平面与展开的透明纸保持平行且存在2 mm的间隙,将左右凹型块与标准位置的透明纸中心对称,当烟包前后端面搭口偏差处在2.5 mm以上,透明纸会向左边或右边凹型块弧面移动。若发生边缘卷起,第一对射光纤传感器检测到透明纸的存在。当透明纸继续向左或右凹型块移动,前后透明纸搭口偏差超过10 mm时,第二对射光纤传感器检测到透明纸的存在。
因此当透明纸处在凹型块之间,说明烟包透明纸前后端搭口差处于2.5 mm之内,符合云南中烟对烟包透明纸搭口极限偏差要求。如果透明纸跑偏,在凹型块边缘被第一对射光纤检测到,第二对射光纤没有有检测到,说明透明纸搭口偏差超过2.5 mm,小于最大偏离极限10 mm,此时蜂鸣器进行报警,需要人工进行调节透明纸卷,让透明纸边缘处于第一对射光纤传感器检测不到的范围内。如果第二对射光纤检测到,根据六角成型轮入口的电容传感器检测烟包通过的时间间隔,间接推算出小包透明纸包装机运行速度,当小包透明纸包装机运行速度在每分钟100包以下,说明此时处于更换辅料或者设备刚启动阶段,控制器(PLC200)不做任何输出,当小包透明纸包装机运行速度在每分钟100包以上,根据六角成型轮入口的电容传感器记录从检测装置到烟包剔除口的烟包数,剔除口漫反射光纤传感器检测透明纸跑偏的烟包是否在该位置被剔除,当超过4次未有剔除动作,说明原机系统透明纸跑偏检测出现问题,控制器借用透明纸跑偏停机程序控制设备停机。该装置也能辅助操作人员根据透明纸在凹型块之间的位置进行快速直观调节,同时能在透明纸偏移量变化时进行报警。
3 结语
透明纸裹包不严属于严重外观质量事故,增加辅助检测功能,能及时发现原机透明纸检测系统是否失效,避免产生大量缺陷烟包,同时也能快速直观调节透明纸卷的位置。
【参考文献】
[1] 方畅,叶佳,袁宇豪,等.YB55小盒透明纸包装机监测装置改进研究[J].科学与信息化,2020(10):84-85.
[2] 红云红河烟草(集团)有限责任公司.一种软盒卷烟小包透明纸偏离检测装置:CN202021349647.2[P].2021-04-13.
[3] 余有芳,杨罗华,李志红.透明纸包装机透明纸检测技术研究[J].中国新技术新产品,2019(2):90-91.
【作者简介】
李乾,男,1988年出生,助理工程师,硕士,研究方向为包装结构与控制原理。