核电站HRB500级高强钢筋抗飞机撞击机械连接工艺评定
2021-11-18 17:12刘德才姚保民汪虎
科学与生活 2021年20期
刘德才 姚保民 汪虎

摘要:“华龙一号”是我国自主研发的第三代核电技术,为提高其安全性能,在安全性要求高,墙为体厚度大,厂房高度较高防护墙防撞击区域均采用抗飞机撞击用特种钢筋机械接头。保证机械连接接头达到设计值,施工前开展必要的工艺评定,以获得施工技术参数。文章就我国自主三代核电华龙一号抗飞机撞击机械连接工艺评定实施进行了研究,对于工艺评定的操作步骤、拉拔试验、接头评定、连接形式等进行探索,为工程施工提供了操作依据。
关键词:抗飞机;机械连接;工艺评定
1.钢筋处理
钢筋端面宜平整并与钢筋轴线垂直;不得有马蹄形或扭曲,必要时进行打磨;钢筋端部不得有弯曲;出现弯曲时应切除。
2.套筒处理
加工使用的套筒外表应光滑,抗飞机撞击套筒应储藏妥当。当外表有轻微锈蚀时,应先除锈加油后再使用;当套筒外表锈蚀严重或出现蚀孔时,禁止使用。
3.连接形式
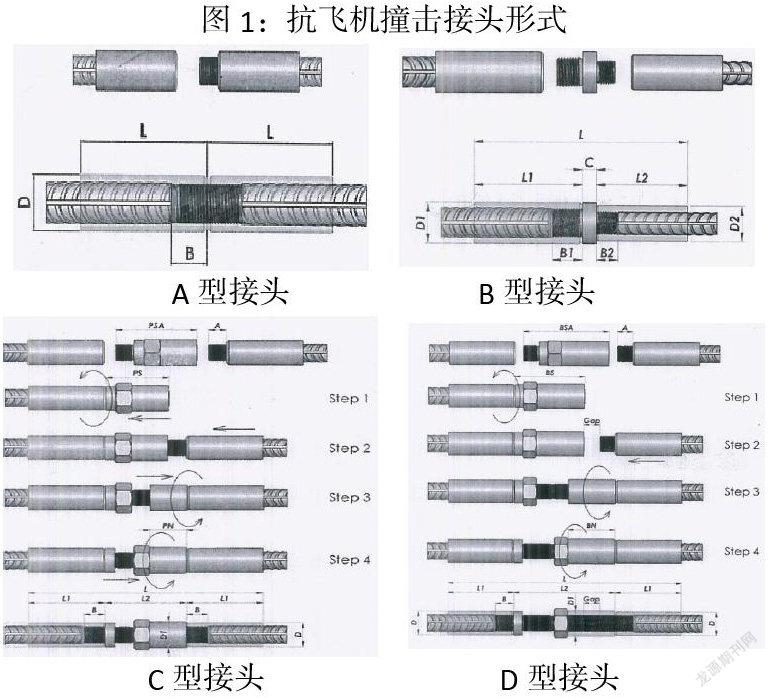
抗飞机撞击用钢筋机械接头分别为A标准连接、B变径连接、C型连接、D型连接。现场安装时,优先绑扎带母头的抗撞击套筒的钢筋。接头形式如下(见附图1)。
(1)A标准连接:抗飞机撞击用钢筋机械接头的标准连接适用于普通位置钢筋的连接。两端的钢筋至少保证一端可自由旋转。
(2)B变径连接:抗飞机撞击用钢筋机械接头的变径连接适用于钢筋直径发生变化时使用。两端的钢筋至少保证一端可自由旋转。
(3)C型连接:抗飞机撞击用钢筋机械接头的C型连接又称为定位连接,所使用的中间连接件简称为PSA螺柱,此连接件有一个定位螺柱、一个定位套筒、一个防松螺母组装而成。此种连接形式在两端钢筋无法旋转时使用。
(3)D型连接:抗飞机撞击用钢筋机械接头的D型连接又称为桥接连接,所使用的中间连接件简称为BSA螺柱,此连接件有一个定位螺柱、一个定位套筒、一个防松螺母组装而成,相比于PSA螺柱,其定位螺柱和定位套筒比PSA对应部分长,其他部分相关尺寸数据均一样。此种连接形式在两端钢筋无法旋转、钢筋对接有空隙时使用。
4.接头加工
1)将套筒放置在处理后的钢筋(长度至少1.5m)上,并放置入机床坐标轴处,按照设定的程序进行加工,接头在加工过程中有自动检测的过程,机器在试拉阶段时,抗拉强度值大于等于500MPa。
2)接头检查:加工完成后的套筒与钢筋紧密结合,套筒大头和小头基本持平,每一个接头都经过试拉测试且外表光滑,牙丝完好并扭动顺滑。检查合格的抗飞机撞击套筒端部应用相对应的软胶套保护。
5.接头拧紧
(1)拧紧力矩值检查
现场安装后需要进行拧紧力矩值检查,合格标准为:直径为25mm的钢筋力矩值取260N·m,直径为32mm的钢筋力矩值取320N·m,直径为40mm的钢筋力矩值取360N·m。
(2)验收标准
德士达抗撞击套筒螺纹连接部分为精致螺纹,现场连接时,只需按照螺纹方向旋入即可。验收时,对于标准连接,套筒中间部分不应出现有明显缝隙出现;对于变径连接,套筒与变径件之间不应有缝隙出现;对于C、D型连接件,外露丝杆长度满足下表1要求即可。
6.接头取样
现场接头取样在车间进行,在各方相关人员的见证下进行取样。接头试件取样时,试件总长度不宜大于1m。
现场检验时,同一施工条件下采用同一批材料的同等级、同型式、同规格接头,不超过500个为一个验收批。对于在现场接头加工设备具有100%的测试条件的机械套筒,应以1000个接头为一个验收批。
7.拉拔试验
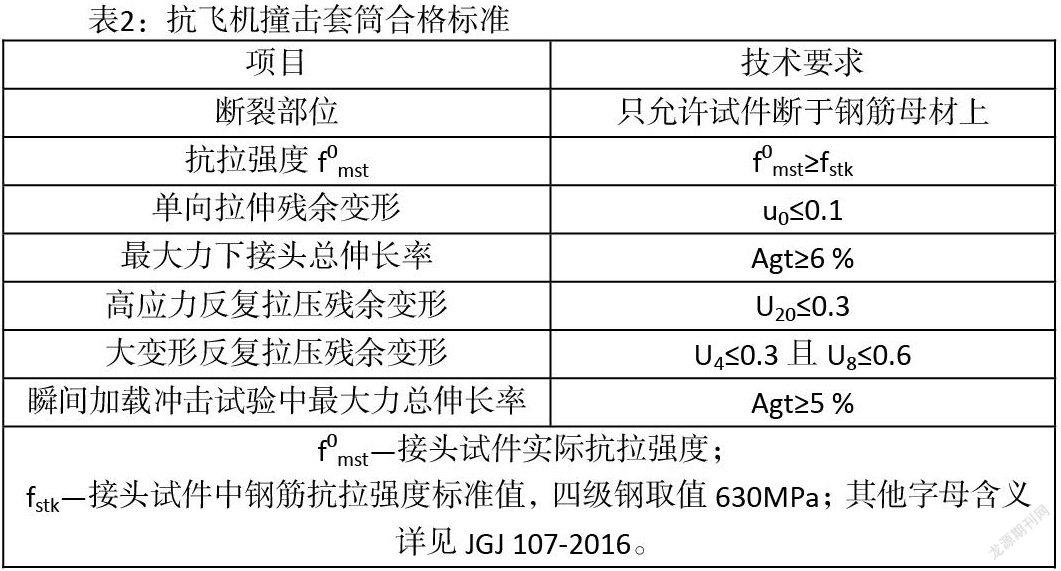
接头加工完成后按照检验批数量进行模拟取样。在进行试件抗拉强度检测时,需同时满足如下要求见表2。
f0mst—接头试件实际抗拉强度;
fstk—接头試件中钢筋抗拉强度标准值,四级钢取值630MPa;其他字母含义详见JGJ 107-2016。
8.接头评定
对机械接头的每一验收批,必须随机抽取3个接头试件做连接后的抗拉强度试验。当3个接头试件的抗拉强度满足表1:抗飞机撞击套筒合格标准要求时,该验收批评为合格,否则该批次为不合格。
9 工艺评定报告
工艺评定合格后,编制工艺评定报告,作为后续施工指导性文件。若工艺评定试件力学拉拔结果不合格的情况,应对原因进行分析并加以改进,一般是由于试件或者操作者偏心受拉或者试件原材不稳定造成,分析后应采取针对性措施进行改进,确保最终实验数据达到设计值,并将操作工艺参数予以记录,纳入工艺评定报告。
通过对抗飞机撞击机械连接工艺评定研究,对于涉及到的人员资格、材料型号、机械设备、操作工艺以及试压报告等汇编成工艺评定报告,有效的指导了施工,保证了施工质量,并为后续机型核电高强钢筋抗飞机机械连接施工钢筋质量控制提供了宝贵资料。
参考文献
[1]GB/T 1499.2—2018 钢筋混凝土用钢 第2 部分:热轧带肋钢筋
[2]JGJ 107-2016 钢筋机械连接技术规程
[3]JG/T 163-2013 钢筋机械连接用套筒
[4]技术规格书-1.14 混凝土工程 抗飞机撞击用钢筋机械接头