浅谈IGM机械手在生产中常见问题解决
2021-11-18 20:55陈红红何冬王广超史先良
科学与生活 2021年20期
陈红红 何冬 王广超 史先良





摘要:IGM机械手作为转向架生产中的关键设备,主要完成构架侧横梁焊接中焊接量最大的长焊缝焊接。本文结合IGM机械手的组成及设备基本功能对其实际生产中的运用和生产中常见问题及解决方法做了简单介绍。
关键词:IGM机械手 基本功能 常见问题 解决方法
前言
IGM机械手出自奥地利IGM公司,焊接设备采用奥地利Fronius公司的TPS5000全数字化控制的逆变焊接电源。IGM机械手由机器人1~6轴、轨道X Y Z R轴、外部E1 E2 E3 E4轴组成。由主控室操控AGV小车利用轨道完成机械手与工作站之间随行工装转运工作,再通过机械手与焊接设备配合完成工件焊接工作,从而形成整个IGM机械手生产线的运行模式。将IGM机械手运用到生产中大大提高了产品焊接质量的稳定性以及生产效率。
一、IGM机械手示教器常用功能
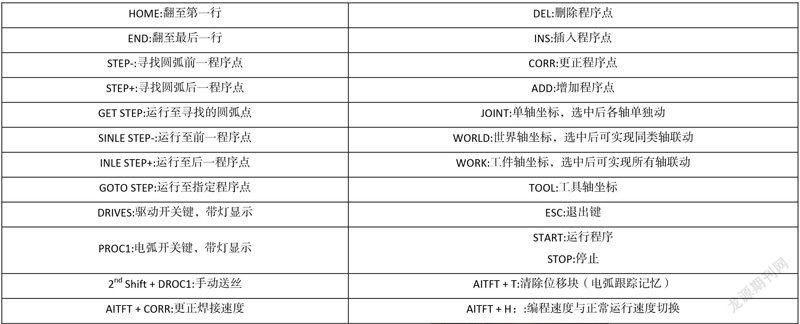
HOME:翻至第一行 DEL:删除程序点
END:翻至最后一行 INS:插入程序点
STEP-:寻找圆弧前一程序点 CORR:更正程序点
STEP+:寻找圆弧后一程序点 ADD:增加程序点
GET STEP:运行至寻找的圆弧点 JOINT:单轴坐标,选中后各轴单独动
SINLE STEP-:运行至前一程序点 WORLD:世界轴坐标,选中后可实现同类轴联动
INLE STEP+:运行至后一程序点 WORK:工件轴坐标,选中后可实现所有轴联动
GOTO STEP:运行至指定程序点 TOOL:工具轴坐标
DRIVES:驱动开关键,带灯显示 ESC:退出键
PROC1:电弧开关键,带灯显示 START:运行程序
STOP:停止
2nd Shift + DROC1:手动送丝 AITFT + T:清除位移块(电弧跟踪记忆)
AITFT + CORR:更正焊接速度 AITFT + H::编程速度与正常运行速度切换
二、IGM机械手常规问题解决
2.1、断电
正常情况下会提前接到断电通知,操作者提前停止机械手工作,给机械手机器人轴归零,自主关机。通电后,操作者进行开机,开机后首先按F4选择与当前机械手位置相匹配的子工作站,然后F8退出当前页面。按亮DRIVES驱动开关键,再按F6轴参选择机器人轴,进行自动校正轴,完成校正F8退出当前页面,机械手可正常使用。
若程序运行中突然断电,校正轴前须要手动把机械手臂调至安全位置,然后再进行自动校正。注意,因机器人6轴可720°转动,须手动转至大概零位位置后再进行自动校正,避免出现6轴零位不准现象。
2.2、校正TCP
TCP(tool center point工具中心),焊接機器人的中心点就是焊枪焊丝的端点。因为TCP的零位精度直接影响焊接质量的稳定性,当实际生产中不可避免发生焊枪喷嘴与夹具工件直接的碰撞等不可预见性因素导致TCP零位偏离时,就需要利用手动进行机器人TCP较零。
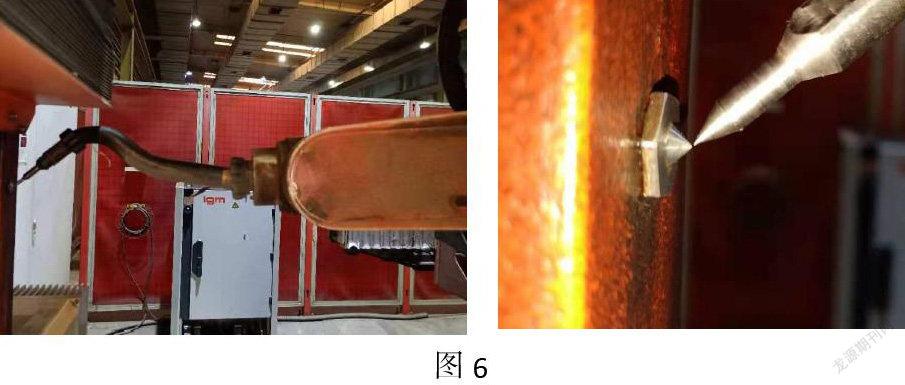
首先关闭水循环系统,拆除焊枪喷嘴和导电嘴,装上校零专用的TCP检测销。将机器人轴调至如图10所示位置,TCP检测销尖对准轴柱上的TCP校正点。 JOINT单轴坐标转动机器人6轴,在TCP检测销尖偏离TCP校正点最远的位置停下。用六棱扳手松开TCP校正螺丝的紧固螺丝,再通过调整校正螺丝改变TCP检测销尖与TCP校正点之间的距离,调整度为偏离值的二分之一(例如:偏离值为4mm,调整2mm)。然后再用 WORK工件坐标调整机器人1 2 3轴使TCP检测销尖对准TCP校正点。再JOINT单轴坐标转动机器人6轴...反复以上操作,直至单轴坐标转动机器人6轴360°过程中TCP检测销尖始终对准轴柱上的TCP校正点。然后拧紧TCP校正螺丝的紧固螺丝,下TCP检测销装好焊枪喷嘴和导电嘴,恢复水循环,即TCP较零完成。
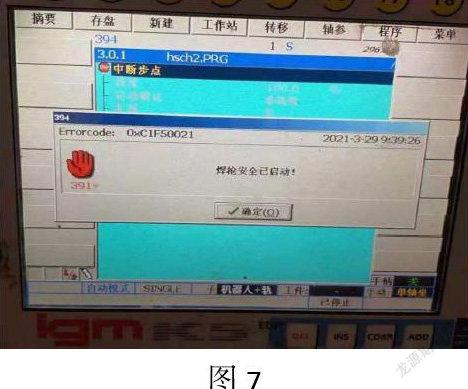
2.3、焊枪安全已启动(撞枪)
焊枪安全报警的原因有很多,最常见的是焊接过程中由于出丝不畅、导电嘴堵塞、栽抢等原因使喷嘴或焊枪直接与工件撞上导致的。此时,驱动关闭机械手停止运行。需手动把机器人轴推开,使喷嘴或焊枪离开工件方可开启驱动。注意,严禁推拉机器人轴6,避免造成TCP偏离。
驱动开启后,操控机器人轴至合适位置,按SINLE STEP-或STEP- 加GET STEP寻找撞枪位置的前一个程序点。关闭电弧按下START空走到程序中断位置,按下停止键STOP,观察位置是否准确。如果有所偏离可用工件坐标WORK调整机器人轴对焊接位置进行调整,并CORR更正该临时点(临时点的更正不会对原有程序造成影响),然后开启电弧按下START继续焊接。
2.4、焊接设备未激活
机械手因出现异常或其他原因需要关闭焊接设备后进行异常处理,完成异常处理后再开启焊接设备时出现设备网络已连接,驱动也可开启,但焊接设备所有功能未激活无水循环、无法送丝等现象。焊接设备面板如图8所示。
此时可利用控制按钮盒改变模式,来对焊接设备进行激活。将控制按钮盒上的自动模式改为手动模式,确定焊接设备面板恢复正常电流电压显示后,再恢复自动模式,这时焊接设备激活成功,按DRIVES开启驱动机械手可正常运行。
三、焊缝成型不良整改
3.1、焊角不足或超差
寻找到焊角不足或超差的程序点使用翻页键选中示教器界面中的速度栏,用数字键改变速度栏中的速度百分比。然后用AITFT + CORR更正保存该程序点的焊接速度,从而通过调整焊接速度百分比解决焊角不足或超差的焊缝成型不良问题。
3.2、气孔、未熔合
当一道焊缝的打底或填充焊完后发现气孔未熔合等缺陷时,首先STOP停止程序继续运行。等将缺陷彻底清除后,从摘要跳转程序GOTO STEP到该道打底填充寻找开始前。关闭电弧后,运行程序开始寻找起弧点。寻找结束后,带着位移块按着程序点顺序挨个GO到缺陷位置的前一点。一般出现此类问题可能存在程序点不准或程序运行时轴联动不畅等问题,所以需再逐步确认缺陷位置前后程序点区域内,所有程序点位置是否准确及两点或几点之间轴变化是否过度,并通过工件坐标调整,调整后确认无误CORR更正程序点。更正后GO到缺陷前一点,空走到缺陷清除后需要重新补焊的位置,开弧进行补焊直到补焊结束。AITFT + T清除位移块,从摘要寻回中断程序时的程序点使机械手回到中断点,清理补焊起弧收弧处,方可继续运行程序完成焊接工作。焊接工作结束后,可得到成型良好无需进行修补的机械手焊缝。
盖面出现类似缺陷时,也可以用以上方法进行补焊,同时还需要根据实际情况调整焊接速度。机械手完成补焊后需将补焊时调整的焊接速度调回原来的焊接速度,下機械手后再进行接头处的处理。
四、异常处理
4.1、样板焊缝样板丢失
当工件厚度增加从而同样焊缝形式需要重复编辑的堆焊或程序点位置不易观察,该段焊缝又需要覆盖两次及以上编辑的焊缝需要花费大量时间完成重复编程工作时,往往会选择使用IGM机械手自带的样板焊缝功能。通过库程序调用,准确、快速、灵活的完成以上类型焊缝的编辑,大大减少了编程时间。
实际生产中发现在优化编程时间的同时,也存在了一个新的问题。当样板程序运行中出现突发情况,如突然断电,意外撤销程序会导致样板丢失。那么接下来没有完成的样板焊缝将无法施焊,往往只能跳过待下机械手后进行人工补焊。经测试验证,发现当发生样板焊缝丢失样板后直接把程序跳转至结束,把工件连同随行工装运回工作站,重新上一个进行正常焊接。完成焊接后,再把样板丢失的工件换回机械手上。激活程序后不按START重新启动程序,而是直接从摘要中寻到中断样板前的样板调用位置。利用前一个工件施焊时的样板记忆完成丢失样板工件的焊接。只需无弧空走运行到中断处加弧即可继续施焊,虽然工件之间存在些微差异对施焊影响不是很大。
4.2、深焊缝起弧气孔
遇上因缺陷中断焊接,清除缺陷后继续施焊时出现起弧气孔现象。跟踪发现是由于清除缺陷后焊缝过深,起弧时焊缝内空气无法完全排除,气体保护不良导致出现气孔。经多次实验,发现在起弧焊接前,通过焊接设备控制面板中的气体检测键,提前对焊缝进行气体保护,预送气后再进行起弧施焊,该法有效解决了因此类原因出现的气孔问题。
五、结论
数据化控制的IGM机械手操作简单,控制精度高,而且其机械自动化生产模式也很适合运用于实际生产。它能代替焊工去完成高强度的焊接作业,同时也可以保证焊接质量和提高焊接效率。操作者需要熟练掌握IGM机械手的操作技能,了解IGM机械手在生产中出现的报警及其他问题的原因,并能够及时准确的发现问题解决问题。IGM机械手日常维护和保养也必不可少。如送丝机构维护、气体流量监测、焊枪安全保护系统是否正常、水循环系统工作是否正常、测试TCP等。需做到有问题早发现早处理,确保TGM机械手能够稳定运行。TGM机械手在得到很好养护的同时也能有效的避免焊接质量问题的产生。
参考文献:
[1] TPC(奥地利福尼斯)焊机使用说明书.2019-05
[2] IGM机器人编程手册.2018-06
[2] 轨道交通设备与技术.2017-03
猜你喜欢
校园英语·下旬(2017年3期)2017-04-12
知音励志·社科版(2016年8期)2016-11-05
中国新通信(2016年16期)2016-10-18
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
学与玩(2009年2期)2009-03-09
学与玩(2009年3期)2009-03-09