
电弧增材有限元建模及残余应力分析
2021-11-13 07:54:56蒋立鹤鲍海波黄云峰胡浩帆
锻压装备与制造技术 2021年5期
蒋 倩,蒋立鹤,鲍海波,黄云峰,胡浩帆
(1.江苏省船舶动力系统零件先进制造工程技术中心,江苏 南京 211121;2.南京中远海运船舶设备配件有限公司,江苏 南京 211121;3.中远海运特种运输股份有限公司,广东 广州 510630)
电弧增材制造技术以丝材为填充材料,材料利用率,在大规模生产复杂金属结构件具有广阔的应用前景[1,2]。但电弧增材是一个不均匀受热和冷却的过程,伴随着基体和填充金属的热胀冷缩导致的膨胀和收缩量的差异,从而导致气阀产生了大量的残余应力[3]。气阀在电弧增材后残余应力随着电弧增材的层数逐渐累加,直至气阀产生变形甚至破坏,严重影响了气阀的使用寿命和各方面性能[4,5,6]。
本文将利用有限元模拟分析软件ABAQUS 建立电弧增材的有限元模型,设计关键参数组合方案,使用填充材料Inconel718 对材料SNCrW 的气进行模拟电弧增材,分析关键参数对残余应力的影响。
1 电弧增材三维模型的构建
本文的有限元模型基体材料为SNCrW,电弧增材的材料为Inconel718,工件尺寸为150×80×25mm。如图1 所示,利用ABAQUS 建立两层电弧增材三维模型。然后对其进行网格划分、材料的赋予以及最重要的施加电弧增材热源。
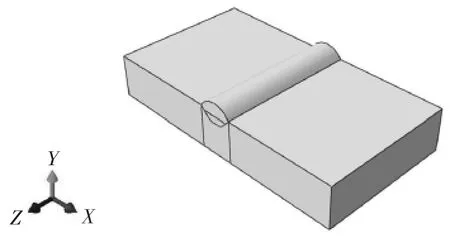
图1 电弧增材三维模型
2 工艺参数对残余应力影响
本节研究电弧增材参数对残余应力的影响,有热源移动速度V、电流I、电压U 等。查阅相关文献和结合实际生产的一些数据,设计如表1 所示。
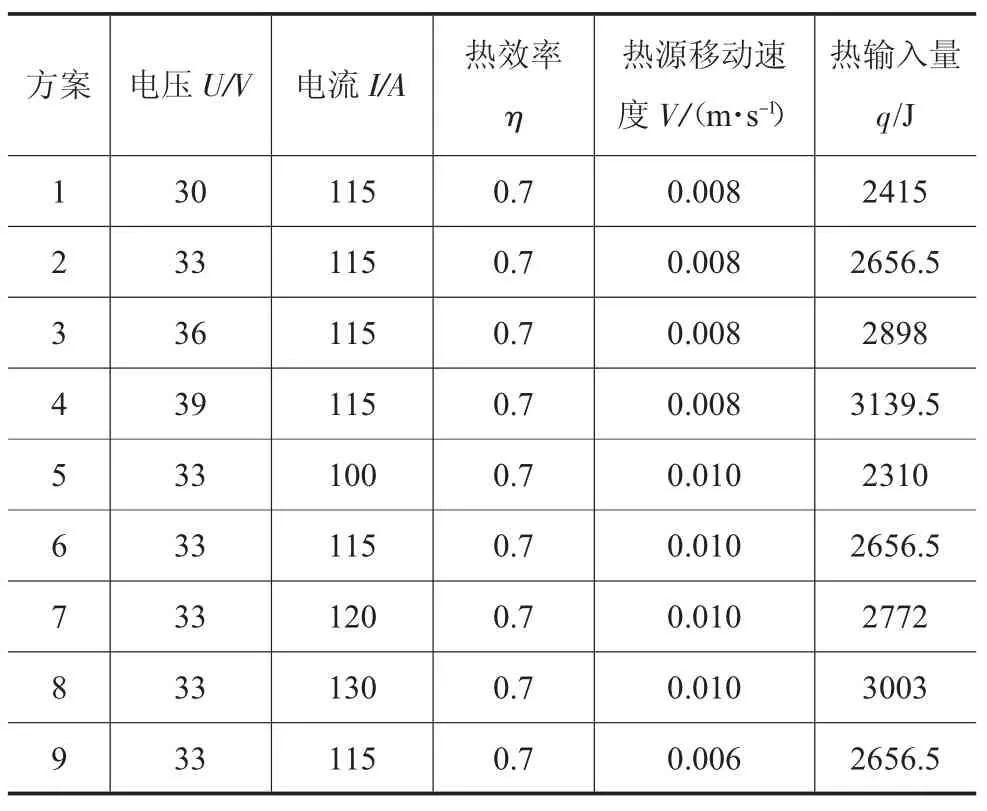
表1 设计工艺参数表
电压对残余应力的影响,通过控制电流和热源移动速度等弧增材的工艺参数,选择方案1~4 进行分析。在槽底平面上选择两条参考线Line 1 和Line 2,Line 1 取Z 坐标为0 在槽底平面上的直线,Line 2取X 坐标为40mm 在槽底平面上的直线。如图2、3所示,分别是不同电压下在参考线上Line 1 上横向残余应力的分布规律图和在参考线Line 2 上纵向残余应力的分布规律图。
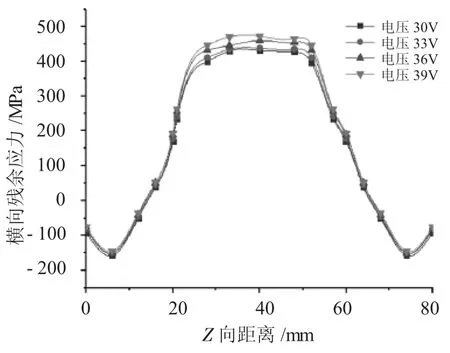
图2 不同电压在Line 1 上横向残余应力的分布规律
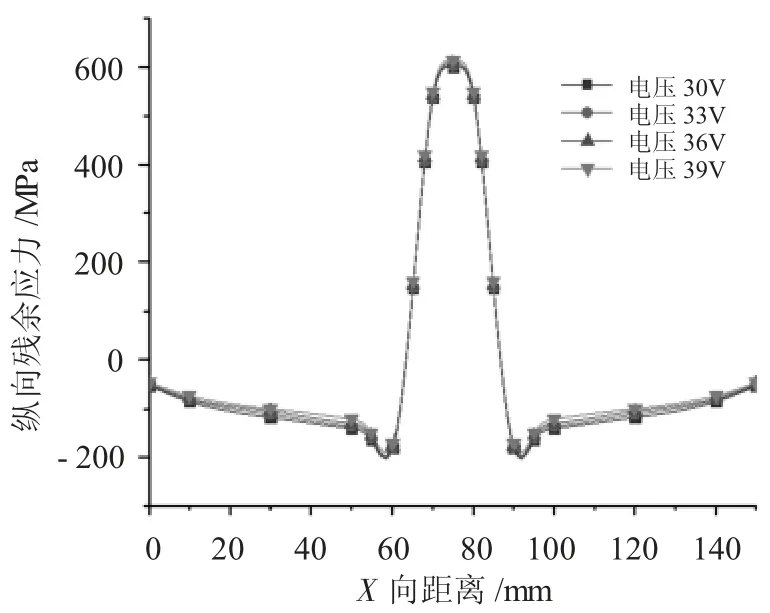
图3 不同电压在Line 2 上纵向残余应力的分布规律
对比图2、3 可知,在实际生产过程中,保证工件质量和性能满足条件下,选用较低的电压值可以降残余应力对工件影响,提高工件质量。
为研究电流对残余应力的影响规律,控制压热源移动速度等其他参数和分布。选择方案5~8 进行模拟。和电压一样,在槽底平面选择两条参考线Line 3 和Line 4,Line 3 取槽底平面上X=40mm 的直线,Line 4 取槽底平面Z=0 的直线。如图4、5 所示,分别是不同电流情况下在参考线上Line 3 上横向残余应力的分布规律图和在参考线Line 4 上纵向残余应力的分布规律图。
综合图4、5 可知,在实际生产中,不能为了焊透性等一味增大电流,必须保证焊透性等其他性能和实际生产条件,尽量降低电流大小以削弱产生的残余应力对工件的影响。
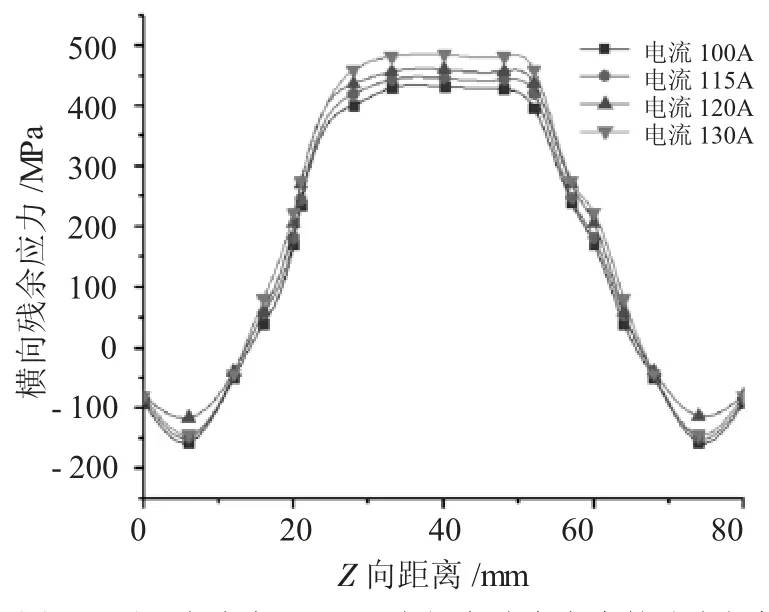
图4 不同电流在Line 3 上纵向残余应力的分布规律
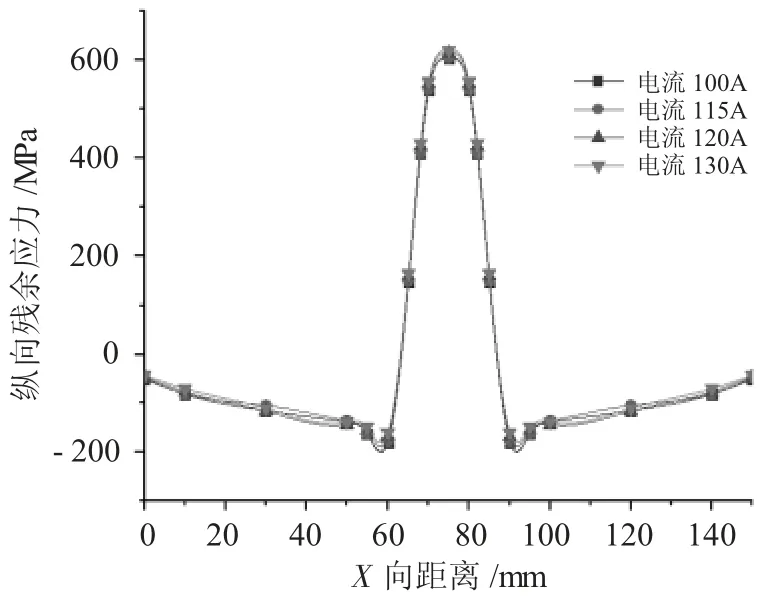
图5 不同电流在Line4 上横向残余应力的分布规律
本文研究热源移动速度对模型纵向和横向残余应力的影响。在控制电流和电压等电弧增材参数不变的前提下,选择方案2、6 和9 进行研究。如图6 所示,不同热源移动速度下横向和纵向残余应力最大值变化趋势图。随着热源移动速度的增大,纵向残余应力的最大值均发生不同程度的增大,横向残余应力最大值几乎不发生什么变化。在实际生产过程中,不能只追求增材速度而忽视热源速度对残余应力的影响,在条件允许的情况下,可以采用较低的热源移动速度。
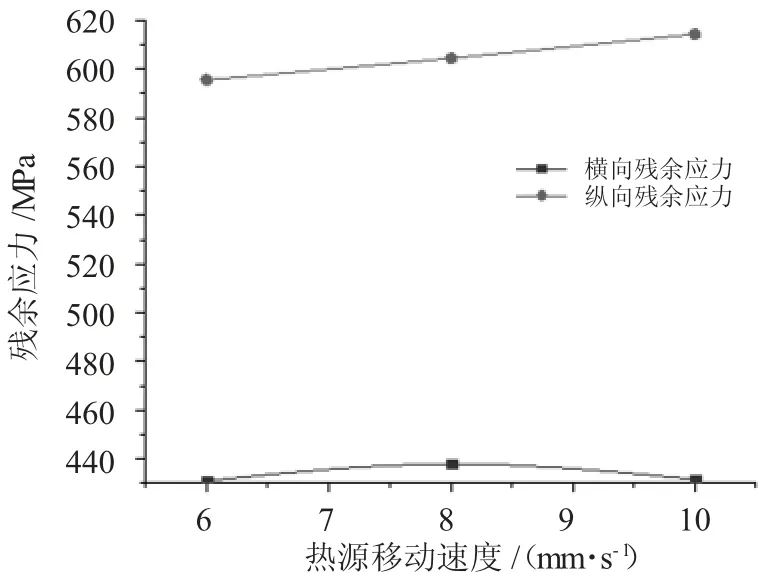
图6 不同热源移动速度下横向和纵向残余应力幅值变化趋势图
3 结论
本文通过单一变量控制法,改变电压、电流、热源移动速度,模型的电弧增材残余应力分布区域几乎不变,残余应力的幅值区域和分布规律也同样几乎不变只改变了幅值的数值。可以总结出如下结论。
(1)在控制电压、热源移动速度不变的条件下,增大电流,电弧增材的横向和纵向的残余应力幅值都有不同程度上的增大;与电流一样,在控制电流、热源移动速度不变的条件下,增大电压,电弧增材的横向和纵向的残余应力幅值都有不同程度上的增大;在控制电流、电压的条件下,提高热源移动速度,电弧增材的横向残余应力几乎不发生改变,而纵向残余应力有一定程度的增大。
(2)在实际生产中,在保证生产速度和质量性能等条件,降低电流、电压和热源移动速度,可以减弱残余应力对工件的影响。
猜你喜欢
石材(2022年4期)2022-06-15 08:55:02
智能建筑电气技术(2022年2期)2022-02-06 02:30:58
煤气与热力(2021年3期)2021-06-09 06:16:20
制造技术与机床(2019年9期)2019-09-10 07:36:42
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
电子制作(2017年22期)2017-02-02 07:10:15
电子制作(2017年19期)2017-02-02 07:08:31
焊接(2016年4期)2016-02-27 13:02:12
焊接(2015年8期)2015-07-18 10:59:13
